GSM制手持式移动电话机通用规范Word文档格式.docx
《GSM制手持式移动电话机通用规范Word文档格式.docx》由会员分享,可在线阅读,更多相关《GSM制手持式移动电话机通用规范Word文档格式.docx(21页珍藏版)》请在冰点文库上搜索。
PhaseerrorRMS(dg)
GB
<
20
频率误差
标准(Hz)
90
接收误码率
等级
result
Berclass2
-102dBm
RBER=2%
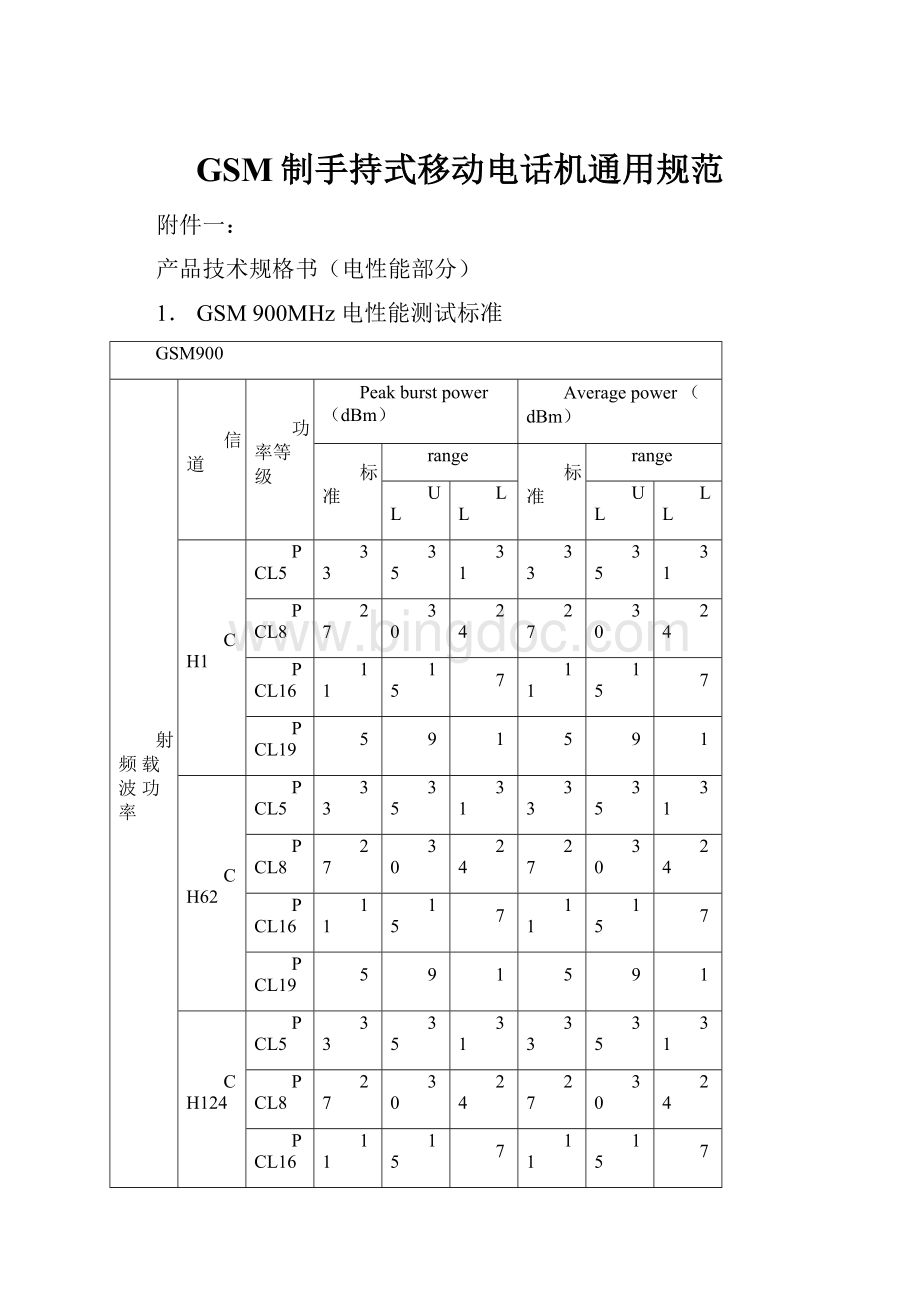
2.GSM900MHz电性能测试标准(续)
调制频谱
信道
频偏
±
100KHz
<0.5dbm
200KHz
<-30dbm
250KHz
<-33dbm
400KHz
<-60dbm
开关频谱
<-19dbm
600KHz
<-21dbm
1200KHz
1800KHz
<-24dbm
接收电平
电平
8±
4dbm
-80dBm
30±
-60dBm
50±
3.DCS1800MHz电性能测试标准;
DCS1800
rage
CH513
PCL0
32
28
PCL3
21
PCL11
8
12
4
PCL15
3
-2
CH699
CH884
相位误差
<20
<5
<180
BerClass2
<-100dBm
4.DCS1800MHz电性能测试标准(续)
<-22dbm
<-27dbm
接收电平
-100dBm
4dBm
-80dBm
-60dBm
附件二:
产品外观检验标准
1.缺陷分类定义
1.1严重缺陷(Critical,代号C)
对人身安全造成伤害或存在有安全隐患;
1.2主要缺陷(Major,代号M)
影响手机使用/性能的缺陷或手机装配产生的严重缺陷或严重影响手机外观的缺陷;
1.3次要缺陷(minor,代号m)
影响手机外观的缺陷;
严重缺陷(C)
对使用者造成伤害或有安全隐患的缺陷
如充电器漏电,电池漏液,充电器/电池打火冒烟等。
主要缺陷(M)
功能
影响正常使用的缺陷:
如不能开/关机、不能登录网络、不认SIM卡、不通话、不充电、无发/受话、声音过小、回声、掉电、掉线、收/发短信异常等
包装
1)少配件、说明书、保修卡等
2)装错手机、配件。
3)漏或者用错标贴。
其它
严重超出标准的外观的缺陷
次要缺陷(m)
不影响正常使用的缺陷
无lens保护膜,无包装袋,颜色标贴漏、错,合格证漏盖单。
影响手机及附件外观的缺陷
如键盘表面凹凸不平、划伤、皱纹、手机标贴不规范等。
影响手机包装外观的缺陷
说明书、保修卡、包装彩盒脏/破/皱;
不会产生歧意的异标识。
2、定义
三级划伤
轻划痕,不反光时难看出,在某一固定角度才能看得划痕。
二级划伤
轻度硬器划伤,不转换角度都能看见且轻微的划痕。
一级划伤
重硬器划伤,不转换角度都能看见且较严重的划痕。
色点
异常颜色点,测量时以其最大直径为其尺寸。
断差
各部件组装后的台阶。
缝大
各部件组装后产生的缝隙。
杂质
喷漆时有异物而形成的点或线。
抬高
装饰圈,LENS等装配后的高度超过标准
掉漆
表面涂层的脱落。
气泡
由于原料在成型前未充分干燥,水分在高温的树脂中气化而形成气泡。
流纹
产品表面上以浇口为中心而呈现出的年轮条纹。
熔接线
塑料熔体在型腔中流动时,遇到阻碍物(如型芯等物体)时,熔体在绕过阻碍物后不能很好的融合,于是在塑料件的表面形成了一条明显的线,叫做熔接线。
色薄
在图文印刷时出现的颜色偏淡的现象。
飞边
由于注塑或模具的原因,在塑料件周围多出的塑料废边。
色差
塑料件表面呈现出与标准样品(客户承认样品)不同的颜色。
色差有强、弱之分。
3、测量面定义
A测量面:
正常使用时第一眼可看到的表面。
如LCD和镜片、手机的正面、手机打开后的翻盖面和键盘面。
B测量面:
不在直视范围。
如手机的顶面、底面、左侧面、右侧面、背面、充电器的表面。
C测量面:
正常使用时看不到的面。
如取出电池后出现的手机底壳面和电池面。
4、目视检验条件:
光源:
日光灯光源。
距离:
眼睛到检查面的距离——30cm。
检验员视力:
裸视或矫正视力在1.0以上,且不可有色盲。
检查时间:
不超过8s。
位置:
被测面与水平面为45°
,上下左右转动15°
。
在以上条件下,目测到可见的不良现象为不良项。
5、检验方式和判定标准:
一般情况下采用GB2828-87一般检查水平Ⅱ。
AQL:
Critical:
0;
Major:
0.40;
Minor:
1.5
6、整机装配外观检验标准(D、W、L单位mm)
序号
检验内容
检验标准
CRI
MAJ
MIN
主机面壳与底壳的装配
前后壳之间缝隙>0.25mm或断差>0.2mm.
√
2
LENS
与四周壳的缝隙>0.25mm
LENS与翻面或翻底之间的断差>0.2mm.
LENS丝印标记:
字体图形断开,有毛刺、缺损。
键盘装配
偏斜,凹凸不平,四周围间隙>0.25mm
电池装配
电池装卸不顺畅、有松动、卡住等现象
与主机配合缝隙>0.25mm,左右两侧之间的断差>0.2mm
翻盖(合上时)
翻盖开/合不灵活
开/合过程中有异常声
翻盖:
与主机主面之间配合缝隙>0.3mm;
转轴处缝隙>0.3mm,两肩与主面配合的缝隙>0.6mm。
6
插孔,插座等
与主机缝隙>0.25mm
安装不正造成插拔困难
变形、生锈、发霉(不影响功能)
天线
明显倾斜
与主机后壳缝隙>0.25mm
没扭到位(≥900)
装饰牌/圈
与壳配合的缝隙>0.25mm
与壳的断差>0.2mm
镀层有锈斑、剥落、变色
SIM卡座
松动、变形、生锈、发霉(不影响功能)
10
其它
漏打螺钉或漏装其它组件
螺钉打滑或花,以及缺损,表面掉漆小于表面积的1%。
7、点(含色点和划伤点)判定标准
测量面
色点宽度(mm)
允收数
备注
色差强
色差弱
A
≤0.1
两点间距≥30mm
≤0.2
B
0.2~0.3
C
0.2~0.4
8、线(划伤、纤维)判定标准
宽度(mm)
长度(mm)
0.3~1.0
缺陷相距≥30mm
0.3~5.0
0.1~0.2
注:
同一台手机的点、线总缺陷允收数:
A——2PCS、B——3PCS、C——4PCS
1。
因装配原因引起的功能/电性能的缺陷,按照功能/电性能检验标准和缺陷定义判断。
2.缝隙的检验方法:
使用塞尺在最大缝隙处进行测量(不能用力塞入)为参考。
附件三:
产品可靠性检验标准
一、ESD静电测试
手机在充电和通话状态时,进行接触放电和空气放电测试,其中:
1.接触放电为±
4KV,对导电装饰圈、装饰牌不同的位置各放电10次,每次放电后都要对地放电。
要求:
每次放电后,功能应无异常。
2.空气放电±
8KV,对翻盖底壳/面壳、大小LCD四周、受话器、主机按键及主机底壳等处,各放电10次,每次放电后都要对地放电。
每
次放电后,功能应无异常。
二、环境试验
测试项目
测试条件/标准
数量
注意事项
高温储存试验
T=55±
2°
C,试验时间24小时,回温2H一检测。
试验中手机带电池处于断电状态
高温工作试验
T=50±
C,试验时间2小时。
试验中手机处于待机状态,试验持续时间到后,立即进行功能测试(50℃)。
低温储存试验
T=-20±
C,试验时间24小时。
试验中手机带电池处于断电状态。
低温工作试验
T=-10±
试验中手机处于待机状态,试验持续时间到后,立即进行功能测试(-10℃)。
恒定湿热试验
T=40±
C,RH=95%±
3,试验时间48小时。
时间到后立即进行功能测试。
试验中手机处于待机状态,且手机翻盖处于打开状态(使大LCD也处于工作状态)。
湿热循环试验
箱温以不大于1℃/MIN速度到40℃,RH:
95%,保持1H;
再以不大于1℃/MIN速度变到-10℃,保持1H;
循环10次。
试验结束,回温2H。
试验中手机处于待机状态
盐雾试验
用5±
1%氯化钠的盐溶液,温度在25°
C时,PH值为6.5-7.2.允许用稀释后的化学纯盐酸或氢氧化钠调整PH值.连续喷雾24H;
持续期满后在箱内恢复到正常大气条件,稳定后保持2H.
试验中手机处于关机状态,手机拿出来后用纯净水将其壳表面擦拭干净,并放入55℃高温箱中0.5H烘干后测试.
热冲击试验
T=+55/-205°
C,高温和低温各保持2小时,循环次数12次,试验结束后,回温2H(转换时间5分钟)
试验中手机处于机头状态(即不带电池),试验后进行外观、功能全检,纪录不良现象。
附着力试验
在涂装表面任选一平整区域,用尖锐刀片划1×
1mm的小格16~100个,再将3M600#号胶纸用手压平完全粘附后,从垂直方向瞬间拉起撕脱,检查油漆面及胶纸面。
其脱漆面积不可超过允收标准
脱漆面积<5%判为合格脱漆面积≥5%判为不合格
三、寿命试验
机械按键寿命试验
以30次/分钟的速度,3.5N的力度均匀按键,应能达到:
非常用键2万次以上,常用键4万次以上.
常用键为:
键盘左、右确认键和侧键;
其它为非常用键。
电池/SIM卡插拔试验
插入SIM卡→装电池→取电池→取出SIM卡→插入SIM卡→……→取出SIM卡,循环500次.
耳机插拔试验
将耳机垂直插入耳机孔后,再垂直拔出,如此反复,累计3000次以上.
I/0口插拔试验
插入充电器→拔下→插上→拔下,循环1000次.
翻盖寿命试验
以25-30次/分钟的速度开/合翻盖(来回为1次),要求8万次,功能正常。
LED指示灯寿命
将试验样机设置成指示灯常亮状态,试验时间不少于72小时.
振铃寿命试验
将试验样机设置成长时间振铃状态,试验时间不少于72小时.
马达振动寿命
将试验样机设置成长时间振动状态,试验时间不少于72H.
耳塞拉拔试验
0.5kg静拉力,拉伸1分钟,正常拉拔2000次耳塞应完好.
四、机械强度测试
自由跌落试验
1m高度,初速度为0自由跌落于光滑混凝土地面上,每面跌落1次,6个面。
无壳裂现象和功能正常(包括重新开机)
手机处于待机状态,每跌落一次,对实验品进行功能检查。
随机振动试验
参数:
频率范围5-200Hz,功率频谱密度0.96m/S3;
X、Y、Z三轴向,每轴向1小时。
天线强度试验
以5.0N/cm力装配10次,每次装配到位后,用1kg的力拉天线,应无松动、脱落等现象。
视窗平压试验
橡胶块直径8mm,以1kg力垂直方向平压视窗5次,每次持续5秒,主、子屏;
显示正常。
正面平压试验
以接触面积为整面,方向垂直的5kg力正面平压手机各面(除I/0面和天线面),持续10秒,平压3次,应无异常。
五、其它测试
铃声声压测试
SPEAKER与声压表置于同一桌面上,且相距30cm,每2秒取一读数,然后相加再平均。
2/3的铃声声压≥70dBa,另1/3的铃声则要≥65dBa
时间存储试验
对备用电池(钮扣电池)充满电后,取下主电池。
能保存0.5H以上。
必须要确认对备用电池是否已充满。
最长待机时间
手机充满电后,插上SIM卡,测量其最长待机时间。
最长通话时间
手机充满电后,让其连续与测试台通话,直到手机电池缺电,测量最长通话时间。
电池与旅充通配测试
旅充与各厂家的电池配合做充电实验,检查手机充电显示有无异常,电池电量能否充足。
 升级会员
升级会员 