质量管理课程设计最新文档格式.docx
《质量管理课程设计最新文档格式.docx》由会员分享,可在线阅读,更多相关《质量管理课程设计最新文档格式.docx(15页珍藏版)》请在冰点文库上搜索。
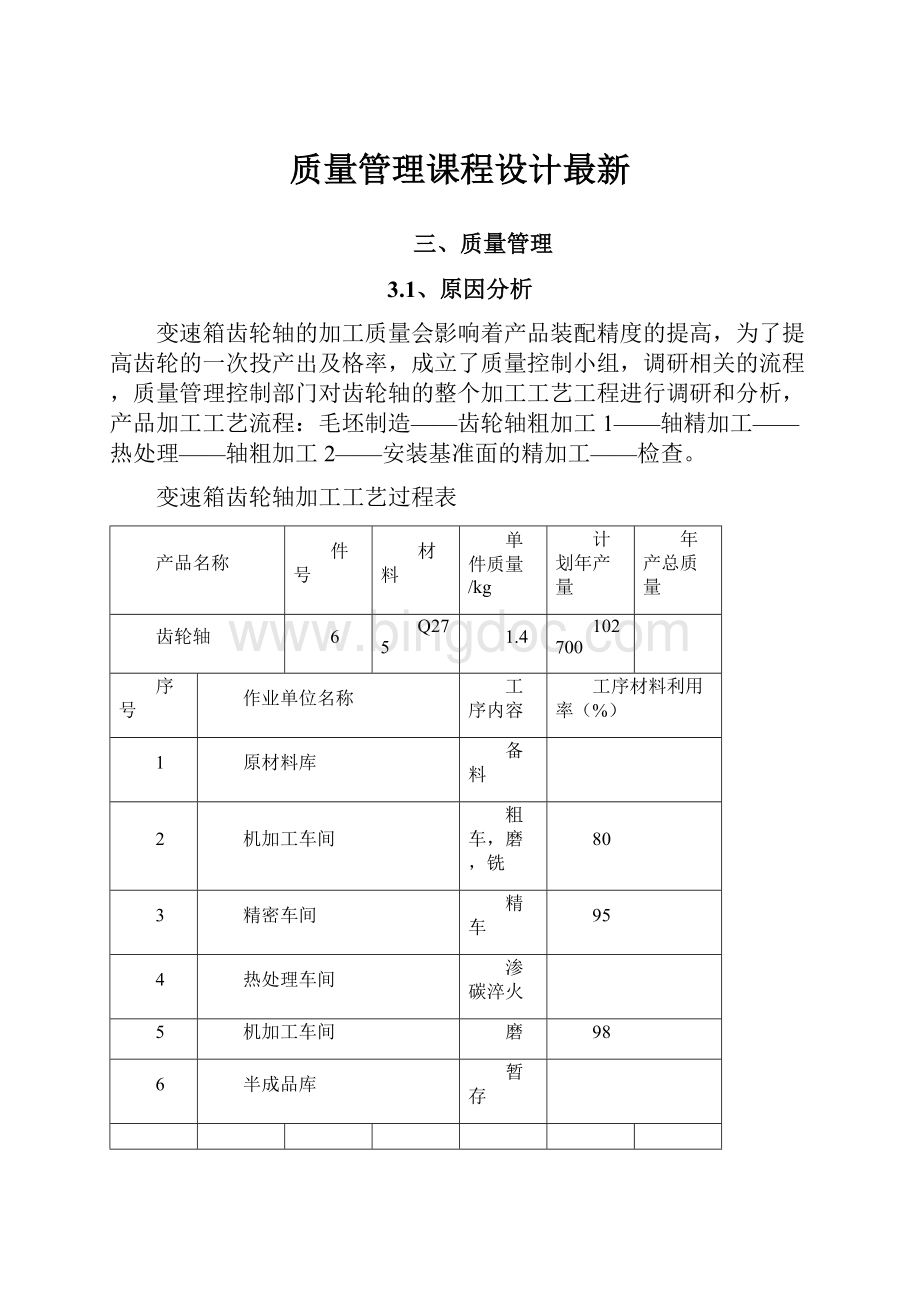
精车
95
4
热处理车间
渗碳淬火
5
磨
98
半成品库
暂存
1、寻找原因
为了寻找出的废品的原因,对1000个齿轮各加工工序的一次及格率进行测试,以分析哪些加工工序是影响质量的主要原因,哪些加工工序是影响质量的次要原因,这样有利于抓住解决问题的主要环节。
对齿轮轴的加工工序的一次合格率测试数据见表3-1。
表3-1齿轮轴加工工序的一次合格率的测试值
工序名称
测试数/个
及格数/个
及格率(%)
毛坯制造
1000
981
98%
轴粗加工1
966
轴精加工
889
92%
热处理
880
99%
轴粗加工2
853
97%
安装基准面精加工
836
合格率M=98%×
98%×
92%×
99%×
97%×
98%=83%
对各个工序不及格共产生的164件不及格品制成不合格品如表3-2,并用Minitab软件绘制排列图3-1。
表3-2齿轮轴加工工序不合格品数据
不及格品数量/个
累积不及格数量/个
累积百分数(%)
19
11.59
15
34
20.73
77
111
67.68
9
120
73.17
27
147
89.63
17
164
100.00
在Minitab工作表中,将数据输入,得到“齿轮轴加工工序不合格品总表”
齿轮轴加工工序不合格品总表
排列图的数据输入
图3-1齿轮轴不及格品排列图
通过对图3-1的分析,找出影响加工不合格品的主要因素。
这有利于找出问题的主要环节,得出结果:
工序:
轴精加工是出现不合格品最多的工序,即为主要因素,因此,下一步要解决的问题就是分析这道工序出现不合格品的主要原因。
所采用的方法还是排列图。
2、寻找影响齿轮轴精加工工序质量的主要原因。
根据网上查询轴类精加工技术要求,如下图所示
取200件由齿轮轴精加工所造成的不及格品进行检测,得到齿轮轴精加工不及格品表3-3,并绘制排列图。
表3-3齿轮轴精加工工序不合格数据
项目
平面度0.16mm
116
58%
直径精度IT15级
50
166
83%
形状精度0.18mm
181
91%
相互位置精度0.03mm
190
95%
径向综合总偏差
8
198
其他
200
100%
利用minitab软件生成齿轮轴精加工工序不合格的排列图,如图3-2。
图3-2齿形精加工工序不合格品的排列图
可见,平面度的工序是影响齿轮轴精加工质量的A类因素,即主要因素。
3、工序稳定性分析以及工序能力分析
找出主要原因之后。
对平面度的工序进行稳定性分析和工序能力指数计算,在工序控制条件下,判断工序能力指数是否满足要求,以确定是否需要进行改造。
平面度的目标值为12×
10-2mm,最大不得超过16×
10-2mm,最小不得低于9×
10-2,从细磨齿轮轴中依加工工序随机抽取50件产品,测定工序能力指数,工序能力指数:
表示工序能力对设计的产品规范的保证程度。
评价加工工艺系统满足加工技术要求的程度。
工序能力指数的计算方法:
(1)双侧偏差:
(Tu、Tl)a,公差中心与分布中心重合:
Cpb不重合Cpk
(2)单侧偏差:
(Tu或Tl)a,只有上侧偏差:
CpTu=(Tu-x)/3σ
得到的数据见表3-4。
表3-4齿轮轴精加工工序稳定性及工序能力指数测定表(单位×
10-2)
数值
11
21
13
31
41
10
12
22
32
42
14
23
33
43
7
24
44
25
35
45
16
26
36
46
37
47
18
28
38
48
29
39
49
20
30
40
利用该数值指定单值控制图,如图3-3所示。
图3-3控制工序单值的控制图
图3-4控制工序方差的移动极差控制图
在工序在控的条件下,进行工序能力分析。
利用表3-4的数据进行工序能力分析,在Minitab的工作表中,选择统计-----质量工具------能力分析------正态,得到工序能力分析图,如图3-5所示。
图3-5工序能力分析图
结论:
通过以上图可以得知,CPK=0.61,根据过程能力指数Cpk的评级标准,可知该工序能力不足,不能满足标准需要,需要采取措施,提高工序能力。
根据以上的分析,质量管理小组提出把工序能力指数提高到1以上和根据国际标准,把齿轮轴的第一次及格率从83%提高93%以上的目标。
过程能力指数Cpk的评级标准:
Cpk≥1.67
属Ⅰ级,过程能力过高(视具体情况而定)。
1.67>Cpk≥1.33
属Ⅱ级,过程能力充分,表示技术管理能力已很好,应继续维持。
1.33>Cpk≥1.0
属Ⅲ级,过程能力充足,但技术管理能力较勉强,应设法提高为Ⅱ级。
1.0>Cpk≥0.67
属Ⅳ级,过程能力不足,表示技术管理能力已很差,应采取措施立即改善。
0.67>Cpk
属Ⅴ级,过程能力严重不足,表示应采取紧急措施和全面检查,必要时可停工整顿。
3.2、因果分析
为了找出影响齿轮平面度而造成不合格的原因。
根据5M1E的原理,从人,机,料,方法,测量,环境等6方面作出了分析,找出如下表3-5所示的原因。
表3-55M1E法原因分析表
人员
操作员技能低
操作员没有专业培训
操作员技术不熟练
操作员没有按照指导书操作
劳动强度大
没有消除疲劳
使用未经检验的材料
材料进厂未检验
质量控制工作没有做好
部门之间没有互相监督
机器
机器性能降低
没有定期检验性能项目
没有定期维护和保养
工装夹具定位的不合理
辅助支撑设置不妥
加紧力力点不合理
方法
没有按照指定的加工方法
工艺参数选择不合理
没有严格执行工艺方法
测量
测试设备的精密度不够
测量设备没有更新
没有按照校准规程
环境
生产现场照明不够
噪音太大
工作场所温度不合适
在minitab中选择统计——质量管理——因果,得到影响齿轮轴精加工质量而造成不合格品的因果图。
图3-5产品不合格因果图
对图3-5列出的诸多原因进行逐项分析,找出一下为影响齿轮轴精加工的主要原因:
(1)材料选择不合理和技术装备落后
由于材料的质量影响加工工序质量非常大,所以它的选取将会对精加工平面度产生直接的影响,在加工前要认真检查材料。
此外,技术的落后和装备的老化影响了加工效果和产品的性能。
(2)工人技能水平欠缺和环境状况
工人的熟练程度和操作工序的水平将会很大程度影响到产品的性能。
而且劳动强度大,加上工作场地燥热(热处理车间)、照度不够等不良的环境因数。
故从人因工程的角度分析,这些都与质量水平关系密切。
(3)加工工序不合理
生产工序的控制力不够,由于该加工工序主要是员工操作机器,员工要掌握好时间,才能很好的控制该工序的加工。
(4)夹紧点选择不合理
工件夹紧点选择是否合理将之间影响到工件的受力稳定,由于夹紧力的力点设置在工件下端,因此容易引起工件受力不稳定,影响平面质量。
(5)工作角选择不合理
刀具前角是影响切削力到小的重要原因。
为了减少切削抗力,严格控制修光刃圆弧的大小,必须合理选择刀具前脚和修光刃圆弧。
(6)测量标准及方法过时
测量的标准对质量影响很大,同样方法的过时也会影响其精度,最终影响到产品的合格率和不合格率大小。
3.3、制定对策计划表
根据因果图的分析,针对主要原因指定对策计划表,见表3-6。
表3-6对策计划表
要因项目
目标措施
材料选择不合理和
技术装备落后
结合性能特点选择材质,
改进技术,替换部分设备
工人技能水平欠缺和环境状况
组织人员技能培训,采取岗前培训,改善环境
加工工序不合理
更换操作员,调整加工工序
夹紧点选择不合理
设计新夹具改进力点,使受力稳定
工作角选择不合理
结合实际情况合理选择工作角
测量标准及方法过时
缩小制造极限偏差值,改善测量方法
3.4、效果检查
测定工序能力指数,将进行了质量改进后的齿轮轴精加工的工序中再选取50个产品。
测定的数据如下表所示,进行平面度工序能力测定,并绘制改进后的工序能力分析图。
表3-7改进后的齿轮轴精加工平面度的工序能力指数测定(单位:
×
10-2mm)
改进后,重新收集数据进行工序能力分析,得到工序能力指数为CPK=1.61。
可见通过质量控制分析改进提高工序能力指数值并达到了目标。
图3-6改进后的工序能力分析报告
可知,Cpk=1.60,属Ⅱ级,过程能力充分,表示技术管理能力已很好,应继续维持。
表3-7改进后齿轮轴加工工序的一次合格品率测试值
991
970
950
941
922
913
M=99%×
99%=90%
通过不断改地善,特别是对其中关键问题的改善,齿轮轴产品的合格率和工艺能力指数都得到了比较大的提高,质量小组的目的基本上得到实现,实现其预期的效果,使企业获得更大的效益。
综上可知,直方图、排列图、控制图、因果图等在企业质量管理中广为应用。
充分应用这些方法和工具,对提高质量可以收到很好的结果。
[此文档可自行编辑修改,如有侵权请告知删除,感谢您的支持,我们会努力把内容做得更好]
 升级会员
升级会员 