事故浆液返回泵检修工艺规程Word格式文档下载.docx
《事故浆液返回泵检修工艺规程Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《事故浆液返回泵检修工艺规程Word格式文档下载.docx(4页珍藏版)》请在冰点文库上搜索。
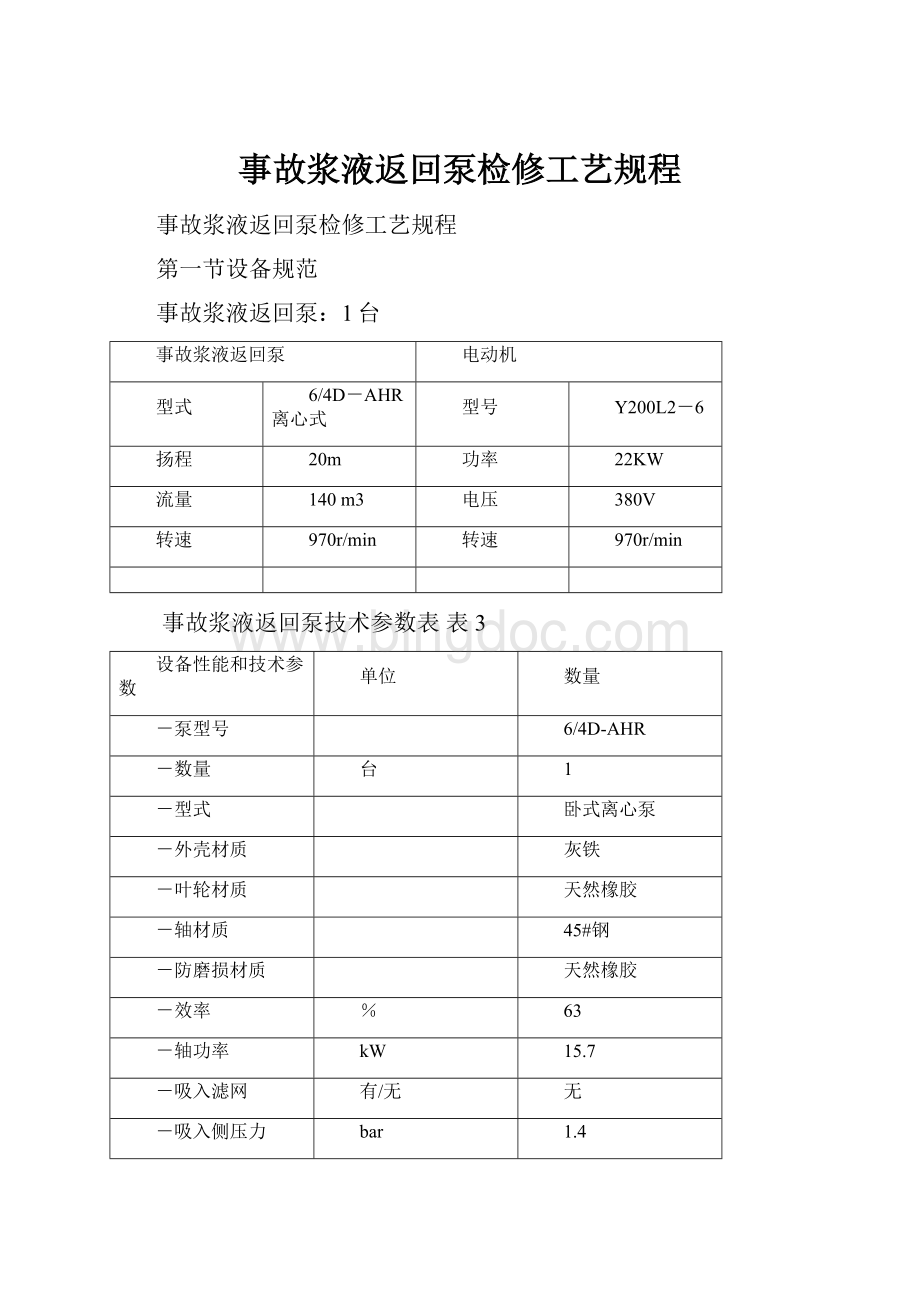
380V
转速
970r/min
事故浆液返回泵技术参数表表3
设备性能和技术参数
单位
数量
-泵型号
6/4D-AHR
-数量
台
1
-型式
卧式离心泵
-外壳材质
灰铁
-叶轮材质
天然橡胶
-轴材质
45#钢
-防磨损材质
-效率
%
63
-轴功率
kW
15.7
-吸入滤网
有/无
无
-吸入侧压力
bar
1.4
-排出侧压力(扬程)
m
20
-体积流量
m3/h
140
-介质含固量
15
-介质温度
℃
43
-密封系统
机械密封
-密封材质
碳化硅
-运行保证寿命
h
10000
-转速
r/min
970
%
-允许汽蚀余量
2
-最小连续流量
30
-最大扬程
25
-传动方式
DCZ
-润滑型式
油脂
-冷却水
-泵本体重/电机重/设备总重
kg
500/252/1060
-噪声
dBA
小于85
事故浆液返回泵配套电机参数表
电机型号
Y200L2-6
电机电压
380
电机数量
制造厂商
-
河北电机厂
结构型式
三相异步
额定电压
kV
0.38
额定绝缘电压
额定输出
22
额定电流
A
44.6
锁定转子电流
289.9
额定转速
转/分
绝缘额定冲击电压(峰值)
/
绝缘等级
F
满负荷效率
90.2
满负荷功率因数
cos
0.86
保护等级
IP
IP54
冷却型式
风冷
第二节检修
1.轴承组件装配
装配时预热轴承内圈,温度不允许超过120℃,轴承内圈必须靠紧轴肩或黄油挡圈。
对于双列圆锥滚子轴承,其内圈、外圈、定位套等是成套组件,不允许与同类轴承的相应零件互换。
对于A、B、C、D、E、F、G型轴承组件,采用单列圆锥滚子轴承,装配时用调整轴承端盖处的垫来保证轴向间隙,轴向间隙值应符合下表:
托架型式
B
C
D
E
F、G
轴向间隙mm
0.05-0.15
0.1-0.2
0.15-0.25
0.18-0.28
0.4-0.6
0.5-0.6
对于R、S、ST、T、TU、U轴承组件,泵端采用的是双列圆锥滚子轴承,由于轴承本身已保证了轴向间隙、故不需调整轴向间隙。
轴承装配时注意加入适量的轴承润滑脂,轴承端盖处密封采用迷宫环和迷宫套,安装迷宫环时注意豁口在直径方向上相对布置。
轴承润滑脂建议用锂基润滑脂#2或#3.装配时加润滑脂量可参照下表:
单位克
托架型式
润滑脂量
B
C
E
G
R.RS
S.ST
T.TU
驱动端轴承
50
100
200
500
1150
泵端轴承
400
1000
2300
2.填料轴封组件的装配
填料轴封组件包括填料箱、轴套、定位套、密封圈、填料、填料垫、水封环及填料压盖等零件,水封环分两种结构。
安装时注意轴套及定位套间的密封圈必须安装在正确位置。
 升级会员
升级会员 