塑胶模具钢Word下载.docx
《塑胶模具钢Word下载.docx》由会员分享,可在线阅读,更多相关《塑胶模具钢Word下载.docx(20页珍藏版)》请在冰点文库上搜索。
優良的産品設計者能夠注意到細節能影響最終模塑時的工作,增進模具的壽命及模塑生産力。
舉個最簡單的例子,盡可能避免尖角。
在模塑時,尖角經常是應力上升的集中點,易産生破裂及失敗。
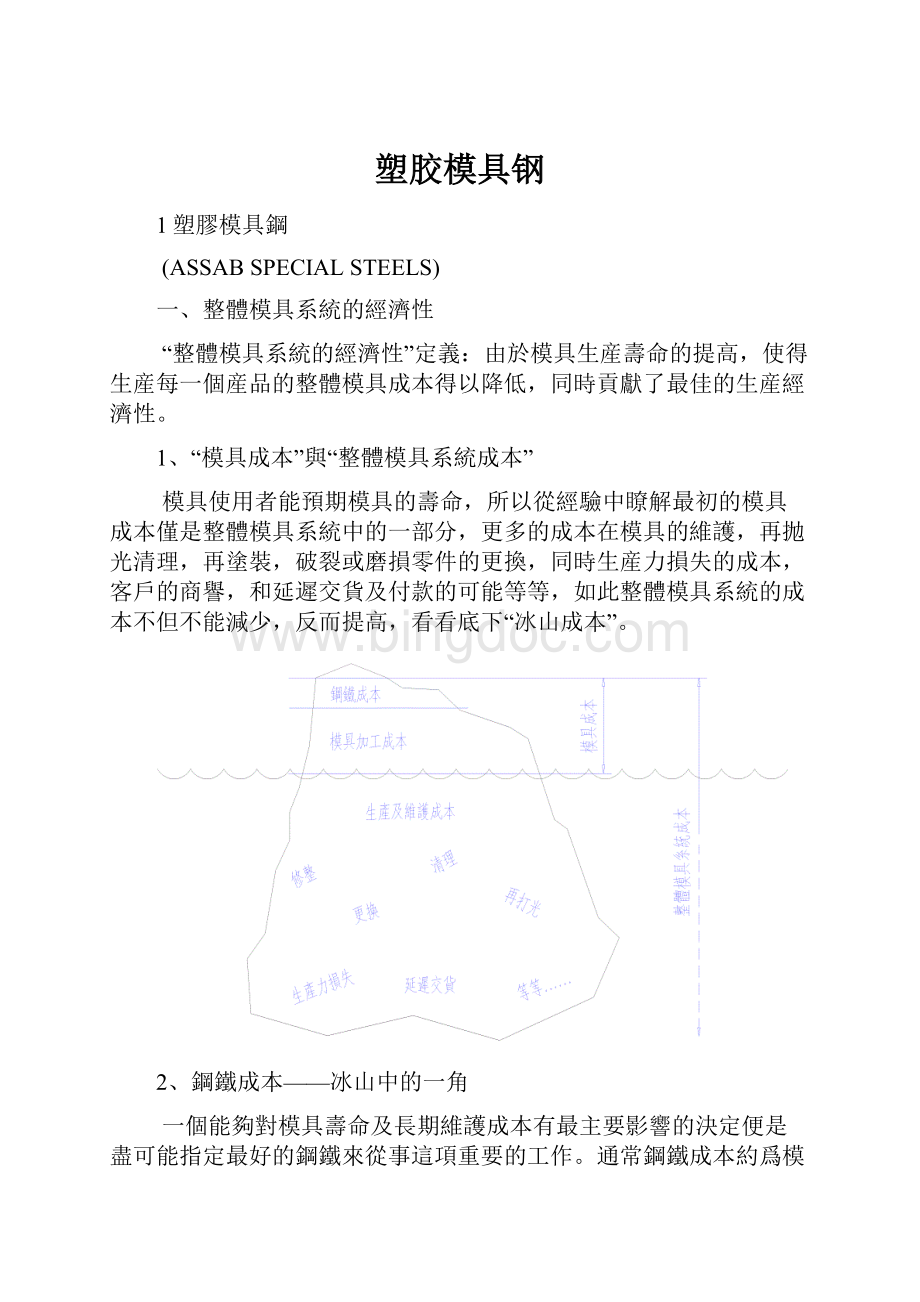
在模穴部分的尖角,若能增加圓弧,便能增加模具的衝擊強度,這僅是一個小小的行爲,卻能産生一組強力的模具,更能抵抗較高的閉鎖壓力及射出壓力。
産品設計者將會注意到適當拔模角的重要性,確定在模塑時能容易的射出。
模具表面的咬花樣式將會影響射出,應該儘早與咬花者研究,協助解決這個問題。
三、模具設計者
模具設計者,對模具而言,扮演著非常重要的角色,能使模具製造者,經由産品設計者構想中的産品,製造出值得信賴又經濟的模具。
在尋求模具設計時,將滿足這些需求,並試著去確定模具能很容易且很經濟的由製造者做出。
進一步的將說明模具使用的最佳工具鋼和硬度,模具設計者能經由“標準化”創造出非常有價值的服務。
1、“想想標準化”
大部分的模具設計者,都習慣指定所有的標準零件如:
導柱、管、襯套、頂出銷等,這些零件能很快且便宜的買到,節省模具製造者的時間。
模具設計者應該擴大這種想法到鋼材的標準尺寸:
已粗加工過的標準鋼板及鋼鐵的種類,這些能進一步的節省時間和成本;
指定現有鋼種的標準尺寸,能確保鋼材很快速的交到製造者手中,並且使最初的加工成本及材料的損失降至最低。
大部分的設計者手中都有一份模具標準零件的目錄和一份值得信賴的工具鋼供應廠商的庫存表。
有時候模具最好用標準的模座,裝配完成,有時是已加工過的標準鋼板、鋼棒或只是切下的鋼棒。
無論如何,選擇標準化,將永遠獲得利益,而且因而創造出模具系統的經濟性。
2、模具鋼材的選擇
模具鋼種和供應者的選擇,在設計階段就應確定,使得模具的交貨能簡單而快速,且材料和零件在適當的時間內購買,工作計劃將做得更好。
選擇鋼種並不永遠是一件簡單的差事:
●模具製造者:
對鋼鐵的加工性、抛光性、熱處理和表面處理性質有興趣。
●模具使用者:
將尋求模具良好的耐磨性、防腐蝕性、高抗壓強度等。
在許多例子裏,鋼種的選擇變成了一種折衷,但對最佳的模具系統如生産經濟性而言,永遠都是最重要的目標。
最常用的鋼鐵形態有:
●預硬的模具鋼,和承塊(Bolster)
●全硬性模具鋼(Throgh-Hardening)
●耐蝕性模具鋼
預硬的模具鋼,和承塊(Bolster)
預硬的鋼鐵通常是用在
●大組模具
●模具對耐磨性要求不高
●高強度的承塊鋼/輔助底板(holder)
這些鋼種交貨時通常已淬硬及回火到280~350HB的範圍,在模具使用前不需要任何熱處理,表面硬度可經由火焰硬化及氮化處理得到較高的硬度。
預硬鋼鐵用在大組模具,且需要適當壽命的産品上。
ASSAB718/IMPAXSupreme和HOLDAX都是Ni-Cr-Mo合金工具鋼,預硬至290~330HB。
ASSAB718是經過真空除渣再精煉(Vacuum-Degassing-Refining)技術製成,具備均勻的組織,良好的加工性及優良的抛光性,同時由於非常低的硫含量,所以具備良好的咬花性(Photo-etching)。
HOLDAX推薦使用在高強度的承塊上和不需要高抛光性的大組模具上,具備有優良的加工性,能將放模仁(Inserts)的孔穴以快速重切削率加工完成。
全硬性模具鋼
全硬性模具鋼通常用在:
●長期生産使用
●抵抗某些塑膠的刮傷性
●對抗高鎖定(Locking)壓力或射出壓力
這些鋼種交貨時通常都是退火狀態(annealed),必須經過粗加工,應力消除,完成加工,熱處理至所需硬度,最後研磨,抛光或咬花。
當全硬性鋼種,使用在模穴或模心(core)時,通常是被裝置在預硬過的承塊中,如HOLDAX。
模穴及模仁使用全硬性的鋼種硬度在HRC48~56範圍內將有以下優點:
●更好的耐磨性,特別是使用膨脹或加強力塑膠原料時。
●抵抗變形和凹陷,在模穴及澆口(Gating)附近。
●抛光性更好,當模具部分要求更高的表面亮度。
ASSAB典型的全硬鋼種如M-14,STAVAXESR和8407Supreme。
其他若要求更高的耐磨性,硬度在HRC56以上者,可使用XW-10及XW-41,而最耐磨的鋼種是粉末冶金製成的ASP-23。
塑膠模具經由下列幾種方式受到腐蝕影響:
●模塑的原料:
會産生有腐蝕性的物質如P.V.C-氫氯酸。
●冷卻循環效率降低:
當冷卻導管被腐蝕或完全堵塞。
●水氣固體化(condensation),由於生産停頓或在潮濕的環境中操作或儲存。
如果模具必須暴露在有腐蝕危害的環境中,則不銹鋼的模具材料是最適合的,或許最初鋼鐵成本會增加,但若使用傳統的工具鋼而需經過多次的再抛光處理,所以仍然是很經濟的。
STAVAXESR是一種不銹鋼模,能夠達到全硬性,具備有優良的耐磨性,防腐蝕性,良好的加工性及卓越的抛光性。
3、選擇硬度
我們必須在腦中有根深蒂固的概念,便是爲模具選擇熱處性條件,以達到要求的硬度,會對鋼材的幾個特性有影響,包括韌性、抗壓強度、耐磨性和防腐蝕性。
一般而言,增加強度能對磨損、壓應力、凹陷有更好的抵抗力,但較低的硬度有好的韌性,通常全硬性鋼種的工作硬度是HRC48~56,適當的硬度將依鋼種的使用、模具的尺寸、模穴的形狀、模塑的程序、模塑的原料等決定。
4、總結
●爲了最經濟的模具系統,“想想標準化”:
—標準的模具鋼種
—標準的鋼鐵尺寸
—標準的已加工鋼板
—標準的模座和配件
●指定適當的模具鋼和承塊鋼:
模具鋼
—預硬鋼:
718/IMPAX
—全硬鋼:
M-14、8407SUPPEME、STAVAXESR
—耐腐蝕鋼:
STAVAXESR
承塊鋼
HOLDAX
—中碳鋼:
UHB11
●根據模具的要求,指定硬度
ASSAB高品質的模具鋼透過世界性的行銷網提供您泛用的鋼種及尺寸。
四、模具製造者
整體模具系統成本,實質上有一部分是牽涉在模具製造上,因此在模具製造程序中,應該盡可能的明確化。
具有良好設備的加工廠,熟練而勝任的技術人員,在這個過程中都是必要的部分。
對製造廠而言,基本的投資最後將集中在鋼材上,因此模具製造者,將隨鋼材的供應者和模具有相當高的要求:
●鋼材的品質和特性
●剛才的表面和庫存
長久以來,ASSAB在鋼鐵事業上已獲得好評,不僅只是固定而值得信賴的品質,同時是高水準的技術服務。
1、模具鋼材—品質和特性
模具製造者,將尋求一種模具鋼:
●沒有缺陷
●容易加工及抛光
●熱處性很穩定
●放電加工、咬花等的穩定性
2、內部的檢測
有經由ASSAB提供的材料,不論是外表或內部都通過多種程式檢查,包括超音波探傷試驗,以確定均一的高品質。
3、加工性
由於模具製造成本中約有1/3是加工成本,因此良好而均一的加工性是最重要的。
除了ASSAB718和HOLDAX外其餘的鋼材都是經過完全退火狀態,能發揮最高的切削能量及加工率。
幾個ASSAB鋼種,經由磨損試驗,得知其加工性的比較如下圖,必須注意的是ASSAB718及HOLDAX是在預硬的狀態下試驗其加工性。
4、抛光性
抛光是非常耗時而且昂貴的加工程序,有時甚至是整組模具成本的30%,要獲得良好的結果,非常重要的是抛光技巧及下列幾點:
●模具的清理,非金屬性雜質的分佈、形態、大小等。
●鋼材的均質性
●鋼材的硬度
●已硬化的鋼種:
熱處理的過程,是如何做的。
爲了能避免非金屬性雜質,鋼材必須經過真空除渣(VacuumDegassed)或電渣再融處理(Electro-Slag-Refined)即ESR等冶金處理,已經確知ESR處理比一般傳統式的煉鋼法,能獲得更均勻的組織,同時雜質去除的更乾淨。
STAVAX經由ESR處理,更增加抛光性,ASSAB718、M-14、8407都經過真空除渣處理。
5、熱處理前的表面狀況
熱處理將會影響到模具表面,因此熱處理前只能抛光到特定的水準,表一中有不同熱處理條件,模具表面必須加工到何種粗度。
表一熱處理前的表面狀況
ASSAB鋼種真空熱處理鑄鐵片保護鹽浴爐保護性氣體爐
8407180~220#180#220~440#
M-14
XW-10
XW-41400#180#60#220~400#
6、熱處理
對已加工完成的工具施以熱處理,主要的目的是爲了獲得適當的機械性質,如硬度、韌性和強度,而經由熱處理所帶來基本上的問題是變形和尺寸改變。
爲了使熱處理的變形降至最低,模具粗加工後,必須施以應力消除,任何變形可以在最後精加工時修正。
而些微尺寸的改變仍然會有,但能經由緩慢而均勻的加熱至淬火溫度,及選擇適當的淬火介質、較低的淬火溫度等控制到最小,如果尺寸的穩定非常重要,即STAVAXESR、M-14、8407和XW-10等都能經由空氣硬化,變形極微。
如果使用全硬鋼種,需要用較高的淬火溫度以得到較高的硬度,可能就必須犧牲最小變形量的控制,尤其是較大的尺寸。
避免變形最安全的方法,就是使用預硬鋼種,如ASSAB718和HOLDAX,不需要進一步的熱處理,若要求更高的耐磨性,則經由表面處理如氮化處理獲得,尺寸的改變將至最低。
7、鋼鐵的表面狀況和庫存
使用在模具加工業的鋼種,有幾種表面狀況,許多表面皆已加工過,購買這些已加工過的鋼鐵,便是節省模具加工者的産能,而用於更技巧性的加工上。
ASSAB提供您廣泛的表面狀況,模具加工者依據現有的工作負荷及加工設備,選擇最合適的加工形態。
ASSAB可提供粗加工鋼料,精磨鋼料,及已加工鋼板。
廣泛的尺寸庫存,亦即對於現有的工作,可找出最適當的尺寸,以降低不必要而昂貴的加工,所有的標準尺寸都已加入了加工預留量,以便最終的加工。
8、預加工鋼棒
對於模具製造者而言,若使用預加工鋼棒,所有鋼鐵成本將有下列影響:
●更少的材料:
買更少的材料,減少材料的浪費。
●沒有粗加工成本:
爲了除去表面的脫碳層。
●縮短製造時間:
計劃更簡單,計算更精確。
9、精加工模具鋼
精加工材料可加工至公差+0.60/+0.85mm,更進一步的利益已提過,就是降低加工至外表尺寸的費用,對設計者而言將更方便,ASSAS718及STAVAXESR均有庫存。
10、加工鋼板
降低加工成本的方法就是在設計時,使用加工過的鋼板組合工具。
ASSAB
標準規格包含模穴鋼板和承塊鋼板,包含已鑽孔、未鑽孔及頂出板。
11、放電加工
放電加工模穴時,有幾點必須注意,以便得到滿意的結果。
放電時,表面受
到再淬硬作用,變得相當脆弱,將造成疲勞破裂及壽命減短,爲了避免這個
問題,下面是必須注意的:
●最終放電加工必須使用微細放電(低電流,高電壓)
●表面受影響部分必須經由抛光和研磨去除。
●若放電侵蝕的表面花紋,是模具的最終表面,則此模具必須在低於原先回火
溫度15~20℃的溫度中再回火,ASSAB718和HOLDAX須在500℃回火。
●若受放電侵蝕的表面,須再經過刻花,則表面須很小心的用磨石去除。
12、線切割
已硬化的鋼鐵可經由線切割,加工成複雜的形狀。
因爲硬化的鋼材,存著應
力,在切割鋼塊時,會産生變形,甚至破裂。
因此熱處理條件必須調整至應
力最低的狀態。
13、咬花
塑膠模具表面咬花的需求,最近幾年一直不斷的提高,因此模具加工的最後
一道工作是咬花而不是抛光。
這個作業,使得産品表面更吸引人,更容易握
持,對於鏡面狀況容易受到刮傷及損壞的情形,有補償的作用。
咬花的結果,不僅是咬花的技術影響,包括鋼材及加工的過程。
下面幾點必
須提醒:
●如果模具有許多不同元件,則必須使用相同的花樣,相同的材料,相同的滾
軋方向,最好是同一塊鋼材。
●完成粗加工後,經過應力消除工作,再做最後加工。
●被咬花的表面粗度,不得低於220#。
●放電侵蝕的表面必須使用磨石去除或抛光,否則再硬化的表面,將産生很差
的咬花結果。
●欲咬花的表面避免使用火焰硬化。
●焊接部位若使用與模具相同材質,則可咬花,但必須標示出讓咬花者知道。
●若要做氮化處理,則在咬花後進行。
●如果模穴表面咬花過度,則將産生射出問題,必須與咬花專家研究,決定拔
模角度及咬花的式樣。
所有ASSAB的鋼種,都適合進咬花作業,ASSAB718由於只有極低的含硫量,特別適合咬花。
五、塑模者
對於塑膠射出的操作者而言,他將期待模具能準時運到,同時能生産某一股定量的零件,有好品質的模具便能降低成本,因此他的需求是:
●值得信賴的模具交期,包含著已準備好的塑膠原料及零件。
●值得信賴的模具壽命,亦即:
—高而均一的生産率
—均一的模具品質
—模具壽命長
—低的模具維護費用
●材料及零件的可換度
總言之,就是模具的信賴度,信賴度必須依靠:
(1)已準備好的模具材料和零件。
(2)模具材料的壽命。
(3)模具零件的可換性。
1、已準備好的模具材料和零組件
●當地的庫存
●豐富的産品和尺寸
●值得信賴的交貨服務
爲了能計劃購買模具製造新産品,或修改現有的模具發表新産品,非常重要的是能夠有充足的鋼材及零件,而且很快速的使用在模具製造上。
模具製造受到使用者、設計者和製造者之間相互的影響,而具備專業知識值得信賴的供應商能夠對這種關聯影響有很重要的貢獻。
2、模具鋼材的壽命依據
●耐磨性
●抗壓強度
●抗腐蝕性
●熱傳導性
模具壽命受到工具的影響,模穴的模仁材料是依據塑膠的原料、壽命的要求,模塑的程序及産品的特性而決定。
ASSAB模具鋼的計劃集中在幾個鋼種,每一種都有適合的用途,不僅是讓模具製造者有充足的庫存,更讓模具使用者能瞭解每一産品的特性(如加工性、熱處理等)和壽命。
(1)耐磨性
工具鋼包含了廣泛的耐磨性和抗壓強度。
預硬鋼種有適當的耐磨性,如ASSAB718、HOLDAX。
全硬鋼種,要求更高
的性質,如STAVAXESR、M-14、8407、XW-10、ASP-23。
耐磨性要求的程
度依據使用何種樹脂、射出者、生産量、添加物數量、公差等。
預硬鋼種,可表面處理,以得到較佳的耐磨性,如氮化處理,無論如何,全
硬性鋼種將可同時獲得耐磨性和抗壓強度。
全硬性鋼種的耐磨性可由氮化鈦被覆、氮化處理、硬鉻塗裝進一步增加耐磨
性,這種表面處理必須待模具已完成後進行,因爲進一步的加工將有困難。
但必須注意氮化處理將減低STAVAX的耐磨性。
(2)抗壓強度
抗壓強度的需求,主要由塑膠射出的過程—射出及閉鎖壓力,及産品公差決定。
當塑膠進行射出時,壓縮力量集中在模具的分模面(PartingFaces),當使用預硬鋼種時,可在模穴周圍進行火焰硬化,能進一步增進抗壓強度。
(3)耐腐蝕性
爲了要使模具在射出時,有固定的高生産率和均一的品質水準,模具表面必須不能變質,腐蝕。
有經驗可知幾個方式:
●有些塑膠原料,在生産時會製造腐蝕物質,如PVC製造氫氯酸,但只要射出
溫度不超過160℃,可降低腐蝕狀況。
●冷卻介質(或溫度控制介質),有腐蝕性,將降低冷卻效率,甚至冷卻導管整
個阻塞。
●在潮濕或有腐蝕性的環境中生産,或者在儲存時,由於水分的固化、生銹、
而破壞了模穴,産品表面遭受損失。
所有這些問題,都創造了一種要求,即模穴和模仁能耐腐蝕。
STAVAXESR是高純度的不銹鋼,是上面所有難以形容問題的答案,STAVAX能創造值得信賴的模具,同時降低了整體模具生産成本。
(4)熱傳導性
模具射出的生産速率,依靠模具將塑膠原料的熱量傳遞到冷卻介質上。
換言之即冷卻效率,高合金鋼的熱傳導性較低合金鋼爲低。
無論如何,我們清楚的發覺,模塑零件的塑膠,主宰著模具中熱的流動,因爲與鋼鐵比較,塑膠的熱傳導性更差。
當您的目標是均一的高生産率,則耐腐蝕性就非常重要,並且影響了冷卻導管的熱傳導性質;
當您需要固定的高生産量,使用STAVAXESR將帶給您最大的利益。
3、總結
選用ASSAB提供的鋼材爲您的模具鋼,模具使用者將能確信,所有牽涉到模具生産部分的需求,都能一直讓您完全滿意。
六、模具鋼種的選擇
Uddeholm模具中心為塑膠模具工業設計的產品計劃
●模具鋼材●承塊鋼材
●加工服務●標準模具系統
1、模具鋼材與承塊鋼材
一般説明
模具
鋼材
718/IMPAX
SUPREME
爲Ni-Cr-Mo預硬合金鋼,交貨硬度290-330HB,有優良的抛光性和咬花性,適用於廣泛的射出模具、吹氣模具、擠壓模具。
Ni-Cr-Mo全硬性鋼種,推介使用在需要耐磨性的塑膠射出/壓縮模具。
全硬性不生銹模具鋼,具備卓越的抛光性、耐蝕性及耐磨性。
8407
含有5%Cr的多用途全硬性模具鋼,有良好的耐磨性及抛光性。
XW-10
全硬性工具鋼,使用在形狀小而複雜的零件且需大量生産的模具,如電子零件模具。
ASP-23
經由ASP粉末冶金製成的全硬性高速鋼,應用在小而複雜形狀或磨損性塑膠原料且要求壽命非常長的模具上,如熱固性塑膠的射出成型或傳移模。
承塊
UHB11
高抗拉強度的中碳鋼(650N/m㎡)
具備非常好的加工性和高強度的預硬鋼種(1000N/m㎡)
化學成分及表面狀況
鋼種
化學成分
CSiMnCrNiMoVS
表面狀態
HRPMFMMP
交貨狀況
硬度HB
718
STAVAX
0.330.30.81.80.90.2-0.008
0.550.30.51.03.0--0.008
0.371.00.45.3-1.41.0-
0.380.80.513.6--0.3-
1.00.20.65.3-1.10.2-
1.270.50.34.2W6.45.03.1-
XXXX
XX
XXX
290~330
230
180
215
260
承塊鋼
0.4~0.50.2~0.30.6~0.8----0.04
0.330.41.51.9-0.2-0.07
X
200
HR=熱軋鋼板PM=預加工鋼板FM=精加工鋼板MP=加工鋼板
2、工具鋼的特性比較
這些主要模具及承塊用鋼的性質,以1~10等級來比較,10為最高等級,對選擇鋼種有很大的幫助。
性質
718M-148407STAVAXXW-10ASP-23UHB11HOLDAX
一般硬度HRC(HB)
耐磨性
韌性
抗壓強度
耐腐蝕性
加工性
抛光性
焊接性
氮化處理性
咬花性
3005454566062200300
267791012
96643498
477791024
22373312
56978588
978107854
43442254
5310581025
9788※5523
※需要特別程式
一般性建議
程序
原料
建議
鋼種硬度HRC(HB)
塑膠射出模
熱塑性塑膠
—預硬模具鋼
300
—全硬性模具鋼
45~56
45~54
50~56
熱固性塑膠
54~56
58~60
60~62
壓縮/轉移模
吹氣模
Blowmoulding
一般塑膠
PVC
45~50
擠壓模
特別建議
特別要求
舉例
鋼種建議
大尺寸模具
汽車組件包括儀表板、保險杆、方向盤等、電腦、電視、冷氣
 升级会员
升级会员 