后钢板弹簧吊耳工序卡文档格式.doc
《后钢板弹簧吊耳工序卡文档格式.doc》由会员分享,可在线阅读,更多相关《后钢板弹簧吊耳工序卡文档格式.doc(8页珍藏版)》请在冰点文库上搜索。
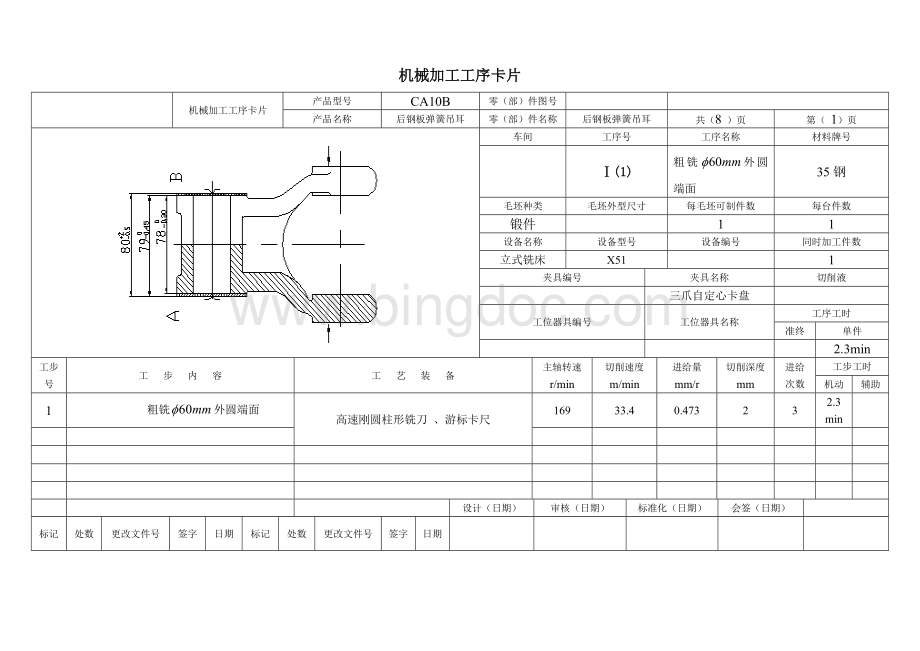
35钢
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
锻件
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X51
夹具编号
夹具名称
切削液
三爪自定心卡盘
工位器具编号
工位器具名称
工序工时
准终
单件
2.3min
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
粗铣外圆端面
高速刚圆柱形铣刀、游标卡尺
169
33.4
0.473
2
3
2.3
min
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
共(8)页
第
(2)页
Ⅰ
(2)
精铣两外圆端面
1.46min
精铣两外圆端面
高速刚圆柱形铣刀、游标卡尺
210
41.5
0.6
第(3)页
Ⅱ
钻,扩,铰孔,倒角
普通钻床
专用夹具
2.76min
钻孔
麻花钻,扩孔钻,铰刀,锪钻
卡尺,塞规
233
25.6
0.45
1.25
0.94
扩孔
164
20.1
0.72
1.5
0.66min
铰孔
72
8
1.2
0.15
1.16
4
倒角
174
机械加工工序卡片
第(4)页
Ⅲ
铣孔的内侧面
端铣刀、游标卡尺
80
第(5)页
Ⅳ
铣孔的外侧面
第(6)页
Ⅴ
2.08min
钻孔
20.4
0.32
0.86min
扩孔
21.8
0.40min
96
9
0.125
0.82min
倒角
第(7)页
Ⅵ
钻,扩孔
1.14min
麻花钻,扩孔钻,卡尺,塞规
772
0.2
0.85
0.76min
25.4
0.4
0.38min
第(8)页
Ⅶ
铣宽度为4的开口槽
0.44min
槽铣刀,卡规深度游标卡尺
118
28.8
22
 升级会员
升级会员 