台达PLC编程设计实验手册.docx
《台达PLC编程设计实验手册.docx》由会员分享,可在线阅读,更多相关《台达PLC编程设计实验手册.docx(37页珍藏版)》请在冰点文库上搜索。
台达PLC编程设计实验手册
基本实验一基本逻辑指令实验
1.1走廊灯两地控制
【控制要求】
楼上楼下都可以控制走廊灯的亮或灭。
【元件说明】
PLC软元件
控制说明
X0
楼下开关
X1
楼上开关
Y0
走廊灯
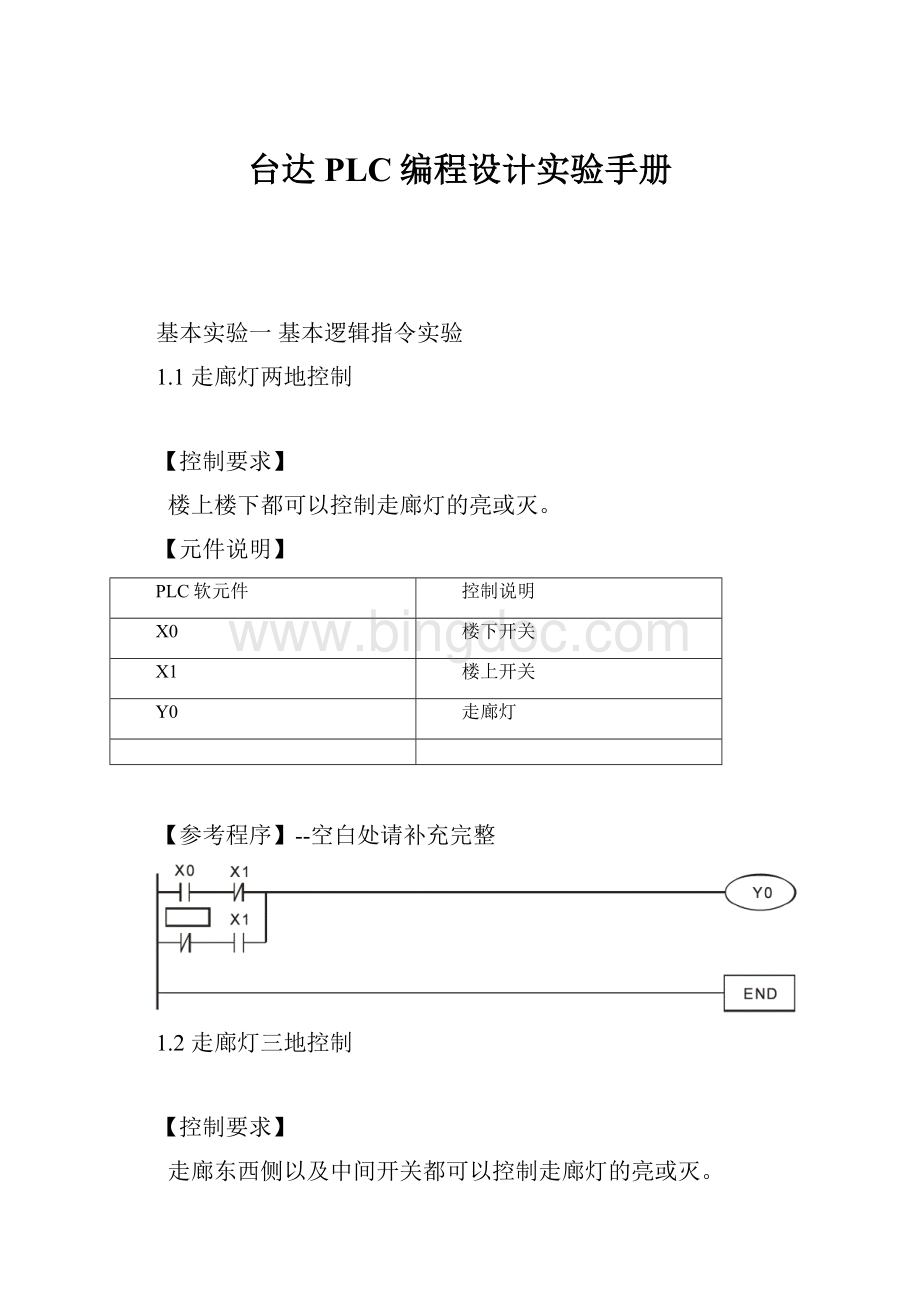
【参考程序】--空白处请补充完整
1.2走廊灯三地控制
【控制要求】
走廊东西侧以及中间开关都可以控制走廊灯的亮或灭。
【元件说明】
PLC软元件
控制说明
X0
走廊东侧开关
X1
走廊中间开关
X2
走廊西侧开关
Y0
走廊灯
【参考程序】--空白处请补充完整
MEMO
基本实验二微分、锁存器指令实验
2.1按钮操作作响提示
【控制要求】
有按钮操作时,无论时间长短,蜂鸣器发出1秒钟声响。
【元件说明】
PLC软开关
控制说明
X0
按钮
Y0
信号灯及蜂鸣器
【参考程序】--空白处请补充完整
2.2开关操作作响提示
【控制要求】
有开关操作时,无论通断瞬间,蜂鸣器发出1秒钟声响。
【元件说明】
PLC软开关
控制说明
X0
按钮
Y0
信号灯及蜂鸣器
【参考程序】--空白处请补充完整
MEMO
基本实验三计时器指令实验
3.1通电延时控制
【控制要求】
开关拨到ON状态时,2秒钟过后,指示灯才亮,拨到Off状态时,指示灯立即熄灭。
【元件说明】
PLC软元件
控制说明
X0
指示灯开关,当拔到ON,X0状态为ON
T0
计时2秒定时器,时基为100ms的定时器
Y0
输出指示灯
【参考程序】--空白处请补充完整
3.2断电延时控制
【控制要求】
开关拨到ON状态时,灯立即被点亮,拨到Off状态时,2秒钟过后,指示灯才熄灭。
【元件说明】
PLC软元件
控制说明
X0
指示灯开关,当拔到Off,X0状态为Off
T0
计时2秒定时器,时基为100ms的定时器
Y0
输出指示灯
【参考程序】--空白处请补充完整
3.3通电断电延时控制
【控制要求】
开关有OFF~ON动作时,5秒钟后指示灯才被点亮,开关由ON~OFF动作时,3秒钟后指示灯才熄灭。
【元件说明】
PLC软元件
控制说明
X1
指示灯开关,当拔到ON,X1状态为ON
T0
计时5秒定时器,时基为100ms的定时器
T1
计时3秒定时器,时基为100ms的定时器
Y1
输出指示灯
【参考程序】--空白处请补充完整
MEMO
基本实验四计数器指令实验
4.1产品批量包装
【控制要求】
每检测到10个产品,机械手就开始动作,当打包动作完成后,机械手和计数器均被复位。
【元件说明】
PLC软元件
控制说明
X0
产品计数光电传感器,当检测到产品时,X0状态为ON
X1
机械手动作完成传感器,当动作完成时,X1状态为ON
C0
一般用16位上数计数器
Y0
包装机械手
【参考程序】--空白处请补充完整
4.2三个计数器构成的24小时时钟
【控制要求】
利用3个计数器配合1秒时钟脉冲标志M1013,构成一个标准24小时时钟。
【元件说明】
PLC软元件
控制说明
C0
秒计数
C1
分计数
C2
时计数
M1013
1S时钟脉冲
【参考程序】--空白处请补充完整
MEMO
基本实验五移位指令实验
5.1霓虹灯设计
【控制要求】
按下右循环按钮,16个霓虹灯按照由小到大的编号(Y0~Y7、Y10~Y17)依次各亮200ms后熄灭。
按下左循环按钮,16个霓虹灯按照由大到小的编号(Y17~Y10、Y7~Y0)依次各亮200ms后熄灭。
左右循环工作状态可直接按下对应的按钮切换,不必先按下复位按钮停止霓虹灯运行。
按下复位按钮,不管霓虹灯是处在左循环还是右循环工作状态,所有霓虹灯熄灭。
【元件说明】
PLC软元件
控制说明
X0
右循环按钮,按下时,X0状态为On
X1
左循环按钮,按下时,X1状态为On
X2
复位按钮,按下时,X2状态为On
T0/T1
计时200ms定时器,时基为100ms的定时器
Y0~Y17
16个霓虹灯
【参考程序】--空白处请补充完整
【程序说明】
按下右循环按钮,X0由Off→On变化一次,ZRST指令执行,Y0~Y17、M10~M11先被复位为Off状态,接着SET指令执行,Y0、M10被置位为On。
M10=On,TMR指令执行,T0开始计时,200ms后T0由X0由Off→On变化一次,ROL指令执行一次,Y0为On的状态被移位到Y1,同时,接着RST指令被执行,T0复位。
从下一个扫描周期开始,T0又开始计时,200ms后ROL指令又执行一次,Y1为On的状态被移位到Y2,如此,Y0~Y17将依次各亮200ms后熄灭,反复循环进行。
按下左循环按钮的工作流程与此类似,不同的是用ROR指令代替了ROL指令,霓虹灯将由大到小的编号依次点亮200ms。
按下复位按钮,X2由Off→On变化一次,Y0~Y17,M10~M11都被复位,霓虹灯停止工作。
需注意的是,在X0,X1上升沿接点后面的ZRST指令目的在每次左右循环状态切换时,霓虹灯所有灯处于熄灭状态,保证从Y0或者Y17开始点亮。
MEMO
基本实验六数据处理指令实验
6.1个数统计和判断
【控制要求】
当X0=On时,执行SUM指令,统计Y0~Y17(=K4Y0)中On位的数量,存放于D0。
当X0=On时,执行BON指令,对Y0~Y17的最低位和最高位进行判断,判断的结果分别存于M0和M1。
显示判断结果:
D0的值和M0与M1的状态。
【元件说明】
PLC软元件
控制说明
X0
启动SUM和BON指令
Y0~Y17
被统计和判断的装置
D0
存放Y0~Y17On位的数量
M0
存放最低位On/Off的结果
M1
存放最高位On/Off的结果
【参考程序】--空白处请补充完整
【程序说明】
X0=On,实现对Y0~Y17的16个输出进行为“1”个数的统计和最高位与最低位是否为“1”的判断。
MEMO
专题实验一铁塔之光彩灯控制系统
【控制要求】
按下开关到On状态后,偶数编号和奇数编号的彩灯交替亮1秒。
按下开关到Off状态后,所有彩灯熄灭。
【元件说明】
PLC软元件
控制说明
X1
彩灯闪烁启动开关,拨动到“On”位置时,X1状态为On
M1013
1秒时钟脉冲
Y0-Y17
16个彩灯
【参考程序】--空白处请补充完整
【程序说明】
开关由Off→On状态变化时,K4Y0=H5555,Y17~Y0的状态为:
“0101010101010101”,即偶数编号的彩灯亮,当M1013=On时,CMLP指令执行,K4Y0的状态被反转,Y17~Y0的状态为为:
“1010101010101010”,即奇数编号的彩灯亮,此状态将保持1秒。
当M1013再次由Off→On时,CMLP指令又执行,K4Y0状态又被反转,偶数编号的彩灯亮。
每当M1013由Off→On时,Y0~Y17状态被反转1次,且反转后的状态被保持1秒,如此反复循环。
【思考题】
如果要实现跑马灯,程序应该如何改
MEMO
专题实验二液体混合自动控制系统
【控制要求】
按下START按钮后,自动按顺序向容器注入A、B两种液体,到达规定的注入量后,由搅拌机对混合液体进行搅拌,搅拌均匀后打开阀门让混合液体从流出口流出。
【元件说明】
PLC软元件
控制说明
X0
启动按钮,按下时,X0状态为On
X1
低水位浮标传感器,水位到达该处时,X1状态为On
X2
高水位浮标传感器,水位到达该处时,X2状态为On
X10
急停按钮,按下时,X10状态为On
T0
计时120秒定时器,时基为100ms的定时器
T1
计时60秒定时器,时基为100ms的定时器
Y0
液体A流入阀门
Y1
液体B流入阀门
Y2
混合液体流出阀门
Y3
搅拌电机
【控制程序】--空白处请补充完整
【程序说明】
按START按钮,X0=On,Y0=On并自保,阀门打开注入液体A,直到碰到低水位浮标传感,器后停止液体A注入。
碰到低水位浮标传感器后,由X1由Off→On动作,Y1=On并自保,直到碰到高水位浮标传感器后停止液体B注入。
碰到高水位浮标传感器后,X2=On,Y3=On,搅拌电机开始工作,同时定时器T0开始计时60秒后,T0=On,Y3被关断,搅拌电机停止工作,Y2=On并自保,混合液体开始流出。
Y2=On后,定时器T1开始执行,到达预设值120秒后,T1=On,Y2被关断,混合液体停止流出。
当系统出现故障时,按下急停按钮,X10=On,其常闭接点关断,所有输出均被关断,系统停止工作。
【思考题】
如果搅拌机从液体注入就开始搅拌,碰到高水位游标后停止,程序应如何修改
MEMO
专题实验三水塔水位警示控制系统
【控制要求】
大型公用水塔利用模拟式液位高度测量仪(0~10V)电压输出测量水位高度,进行水位的控制。
水位处于正常高度时,水位正常指示灯亮,水塔剩1/4水量时进行给水动作,水位到达上限时,报警并停止给水。
【元件说明】
PLC软元件
控制说明
Y0
给水阀开关(下限设置值K1000)
Y1
水位正常指示灯
Y2
水位到达警报器(上限设置值K4000)
D0
模拟式液位高度测量值(K0~K4000)
【控制程序】--空白处请补充完整
【程序说明】
利用模拟式液位高度测量仪(0~10V)电压输出测量水位高度,经台达DVP04AD扩充模块转换成数值K0~K4000存放在D0中,通过对D0的值进行判断来控制水面处于正常高度。
当D0值小于K1000时,水位偏低,M0=On,SET指令执行,Y0被置位,给水阀开关打开,开始给水。
当D0的值在K1000~K4000之间时,水位正常,M1=On,Y1被导通,用水位正常指示灯亮。
当D0的值大于K4000时,水位到达上限,M2=On,Y2被导通,水位到达警报器响;同时RST指令执行,Y0被复位,给水阀开关关闭,停止给水。
【思考题】
DVP04AD采样的最大范围是多大
MEMO
专题实验四KTV包厢呼叫控制系统
【控制要求】
任何一包厢按下呼叫按钮,呼叫包厢个数增加1;按下查看按钮,按从早到晚的呼叫顺序依次查看呼叫的包厢号码,并且呼叫的包厢个数自动减1,当所有包厢号码都被查看完后,呼叫包厢个数显示为0。
按下复位按钮,清零包厢记忆数据。
【元件说明】
PLC软元件
控制说明
X0
101包厢呼叫按钮,按下时,X0状态为On
X1
102包厢呼叫按钮,按下时,X1状态为On
X2
103包厢呼叫按钮,按下时,X2状态为On
X3
104包厢呼叫按钮,按下时,X3状态为On
X4
105包厢呼叫按钮,按下时,X4状态为On
X5
查看按钮,按下时,X5状态为On
X6
复位按钮,按下时,X6状态为On
D0
呼叫包厢的个数
D0-D9
未被查看的呼叫包厢号码
D10
最近呼叫的包厢号码
D11
正被查看的呼叫包厢号码
【控制程序】--空白处请补充完整
【程序说明】
本程序利用API38SFWR与API39SFRD指令的配合使用,实现先进先出的数据堆栈读写控制。
在本例中即是先呼叫的包厢号码先被查看。
按下包厢呼叫按钮,5个包厢的号码先被暂存于D10,然后按照呼叫先后顺序被放入数据堆栈D1~D5中的某个位置。
按下查看按钮,最早呼叫的包厢号码被读出到D11,而呼叫包厢个数则与指针D0对应,利用台达的TP04文本显示器可方便的监控PLC内部寄存器D0(呼叫包厢个数)和D11(即将查看的包厢号码)的数值。
程序最后用ZRST和RST指令将D0~D6及D11清零,在TP04显示器上呼叫包厢个数和呼叫包厢号码都将显示为0。
【思考题】
如何包厢增加到10个,程序如何更改
MEMO
专题实验五PLC扩展模块自动识别系统
【控制要求】
可自动识别PLC上的扩展模块,并且把该扩展模块的实物图片在台达人机上显示出来。
当所接的扩展模块移除后则清除图片及文字。
【元件说明】
PLC软元件
控制说明
D75
#1扩展模块CR#0值存放寄存器
D76
#2扩展模块CR#0值存放寄存器
D77
#3扩展模块CR#0值存放寄存器
D78
#4扩展模块CR#0值存放寄存器
D83
DVP04DA图片触发寄存器
D84
DVP04DA图片在人机中的X坐标位置
D85
DVP04DA图片在人机中的Y坐标位置
D86
DVP04AD图片触发寄存器
D87
DVP04AD图片在人机中的X坐标位置
D88
DVP04AD图片在人机中的Y坐标位置
D89
DVP04TC图片触发寄存器
D90
DVP04TC图片在人机中的X坐标位置
D91
DVP04TC图片在人机中的Y坐标位置
D92
DVP06XA图片触发寄存器
D93
DVP06XA图片在人机中的X坐标位置
D94
DVP06XA图片在人机中的Y坐标位置
M136
DVP28SV字体显示寄存器
M137
DVP04DA字体显示寄存器
M138
DVP04AD字体显示寄存器
M139
DVP04TC字体显示寄存器
M140
DVP06XA字体显示寄存器
【控制程序】--空白处请补充完整
【程序说明】
由于每个扩展模块的CR#0为该扩展模块的识别代码,且没有重复,所以依据此信息设计识别系统。
访问扩展模块会用到FROM指令,通过FROM指令得到其代码。
例如:
PLC得到D0中的值和各个模块的代码对比就可知道挂在PLC上面的扩展模块了。
【思考题】
你能用FROM指令访问DVP04AD的采集电压值吗
MEMO
专题实验六十字路口交通灯控制系统
【控制要求】
按下启动按钮X0交通灯开始工作,按下停止按钮X1,交通灯停止运行。
设东西方向车流量较小,红灯亮时间为60秒,而南北方向车流量较大,红灯亮时间为30秒。
东西方向的红灯时间就是南北方向的“绿灯时间+绿灯闪烁时间+黄灯时间”,反之,南北方向红灯时间就是东西方向的“绿灯时间+绿灯闪烁时间+黄灯时间”。
黄灯亮时车和人不能再通过马路,黄灯亮5秒的目的是让正在十字路口通行的人和车有时间到达对面马路。
东西方向交通灯状态变化规律:
南北方向交通灯状态变化规律:
【元件说明】
PLC软元件
控制说明
X0
启动按钮
X1
停止按钮
T0
计时60秒定时器,时基为100ms的定时器
T1
计时20秒定时器,时基为100ms的定时器
T2
计时5秒定时器,时基为100ms的定时器
T10
计时50秒定时器,时基为100ms的定时器
T11
计时5秒定时器,时基为100ms的定时器
T12
计时5秒定时器,时基为100ms的定时器
T13
计时30秒定时器,时基为100ms的定时器
S0
初始步进点
S10-S13
东西向灯号控制
S20-S23
南北向灯号控制
Y0
东西方向红灯
Y1
东西方向绿灯
Y2
东西方向黄灯
Y10
南北方向红灯
Y11
南北方向绿灯
Y12
南北方向黄灯
【控制程序】--空白处请补充完整
【程序说明】
按下启动按钮,X0由Off→On动作,PLS指令执行,M0产生一个上升沿脉冲,[SETS0]指令执行,进入步进流程。
按下停止按钮,X1由Off→On动作,PLS指令执行,M1产生一个上升沿脉冲,[ZRSTS0S127]指令执行,所有的步进点被复位,所有交通灯熄灭。
本例是应用并行分支的步进流程来设计,分为东西和南北方向两个流程,两个流程同时进行。
东西方向流程处于红灯状态时,南北方向流程应相应的处在绿灯,绿灯闪烁,黄灯流程。
东西方向流程结束后(红灯熄灭),南北方向流程也应结束(黄灯熄灭),返回初始步进点S0。
步进点从一个流程转移到另一个流程时,前一个流程的状态(包括步进点和Y输出点)相应被复位。
东西方向的黄灯亮时间(Y2)并没有用定时器来控制,这是因为当南北方向红灯亮时间结束后(同时也是东西方向黄灯结束时间),T13=On,在S13和S23都为On的状态下,返回到步进点S0,S13和S23步进点对应的Y状态被复位,Y2自然也被复位。
【思考题】
把东西方向,南北方向的时间改到一样,怎么修改程序
MEMO
专题实验七电镀生产线自动控制系统
【控制要求】
电镀生产线采用PLC来控制生产过程的自动进行,完成线路板的电镀,行车架上装有可升降的吊钩,吊钩上装有夹具,该夹具执行夹取、释放工件的动作。
行车和吊钩各由一台电动机控制,配置控制盘进行控制。
生产线有电镀槽、回收液槽、清水槽三槽位,分别完成工件电镀、电镀液回收,工件清洗。
工艺流程:
从取工件处夹取未加工工件→工件放入电镀槽电镀280分钟→工件提起到上极限并在电镀槽上方停留28秒→放入回收液槽浸泡30分钟→将工件提起上极限并在回收槽上方停留15秒→放入清水槽清洗30秒钟→将工件提起并在清水槽上方停留15秒→将工件放入传送带。
3种运行模式:
手动操作:
选择手动操作模式(X10=On),然后用单个按钮(X20~X25)接通和切断相应的负载。
原点回归:
选择原点回归模式(X11=On),按下原点回归启动按钮(X15),自动复归到原点。
自动运行:
(单步运行/一次循环/连续运行)
1.单步运行:
选择单步运行模式(X12=On),每次按自动启动按钮(X16),前进一个工序。
2.一次循环:
选择一次循环运行模式(X13=On),在原点位置按下自动启动按钮(X16),进行一次循环后在原点停止。
中途按自动停止按钮(X17),其动作停止,若再按启动按钮,在此位置继续动作到原点停止。
3.连续运行:
选择连续运行模式(X14=On),在原点位置按自动启动按钮(X16),开始连续运行。
按下停止按钮(X17),则运转到原点位置后停止。
【元件说明】
PLC软元件
控制说明
X0
左限位开关,碰触到该开关时,X0状态为On
X1
电镀槽极限开关,碰触到该开关时,X1状态为On
X2
回收镀槽极限开关,碰触到该开关时,X2状态为On
X3
清水槽极限开关,碰触到该开关时,X3状态为On
X4
右极限开关,碰触到该开关时,X4状态为On
X5
吊钩上限开关,碰触到该开关时,X5状态为On
X6
吊钩下限开关,碰触到该开关时,X6状态为On
X10
手动操作模式,开关旋转到该模式时,X10状态为On
X11
原点回归模式,开关旋转到该模式时,X11状态为On
X12
步进模式,开关旋转到该模式时,X12状态为On
X13
一次循环模式,开关旋转到该模式时,X13状态为On
X14
连续运行模式,开关旋转到该模式时,X14状态为On
X15
原点回归启动按钮,按下时,X15状态为On
X16
自动启动按钮,按下时,X16状态为On
X17
自动停止按钮,按下时,X17状态为On
X20
吊钩上升按钮,按下时,X20状态为On
X21
吊钩下降按钮,按下时,X21状态为On
X22
行车左移按钮,按下时,X22状态为On
X23
行车右键按钮,按下时,X23状态为On
X24
夹具夹紧按钮,按下时,X24状态为On
X25
夹具释放按钮,按下时,X25状态为On
Y0
吊钩上升
Y1
吊钩下降
Y2
行车右移
Y3
行车左移
Y4
夹具夹紧
【控制程序】--空白处请补充完整
【程序说明】
本程序使用手动/自动控制指令(IST)来实现电镀生产线的自动控制。
使用IST指令时,S10~S19为原点回归使用,此状态步进点不能当成一般的步进点使用。
而使用S0~S9的步进点时,S0~S2三个状态点的动作分别为手动操作使用、原点回归使用、自动运行使用,因此在程序中,必须先写该三个状态步进点的电路。
切换到原点回归模式时,若S10~S19之间有任何一点On,则原点回归不会有动作产生;当切换到自动运行模式时,若自动模式运行的步进点有任何一个步进点为On,或是M1043=On,则自动运行不会有动作产生。
【思考题】
在使用手动/自动控制指令(IST)指令时应该注意哪些问题
MEMO
 升级会员
升级会员 