模架的基本结构.docx
《模架的基本结构.docx》由会员分享,可在线阅读,更多相关《模架的基本结构.docx(17页珍藏版)》请在冰点文库上搜索。
模架的基本结构
重冶模架
作业指导书
编号:
版号:
01
模架的基本结构
页码:
1/17
1.目的
为了方便新同事对模架的认识和了解,熟悉生产加工工艺,为今后的工作打下基准,更顺利正确的编写加工程序。
2.范围
适用于工艺部全体员工
3.模架的基本结构
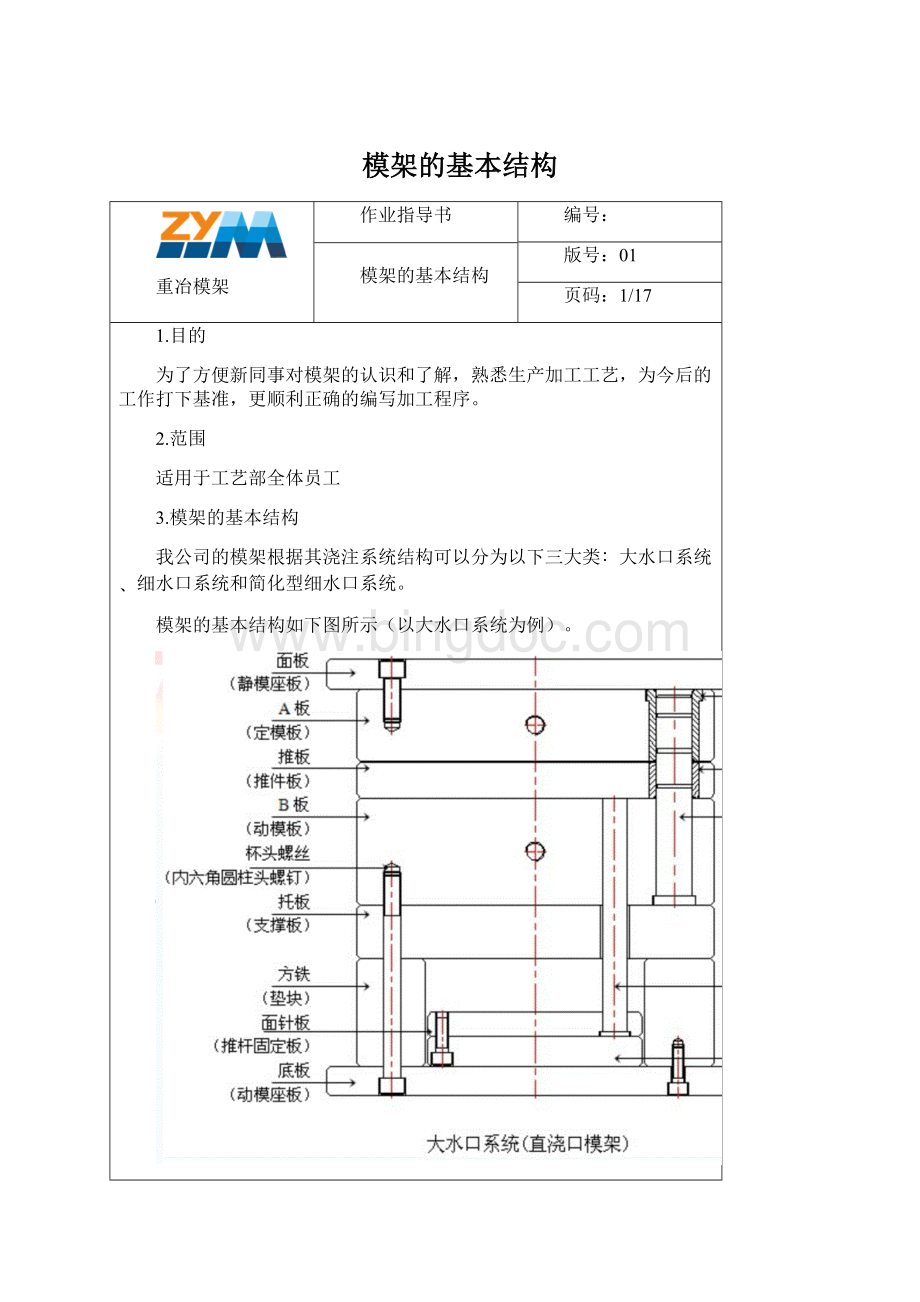
我公司的模架根据其浇注系统结构可以分为以下三大类﹕大水口系统﹑细水口系统和简化型细水口系统。
模架的基本结构如下图所示(以大水口系统为例)。
编制:
审核:
批准:
日期:
日期:
日期:
重冶模架
作业指导书
编号:
版号:
01
模架的基本结构
页码:
2/17
各板的名称及其作用
面板
即模架最顶层的一块板﹐(在无面板模中﹐第一板为A板)面板由其上所做的码模坑或码模螺丝孔(面板较薄时码模坑做在第二件板上)将上模固定于工作台上;面板与A板之间可以用杯头进行连接。
但在细水口系统中﹐因面板、水口推板及A板之间要进行二次开模﹐面板与A板之间不能有杯头连接。
水口推板
用于细水口系统的模架中,位于面板与A板之间。
水口推板在开模过程中起脱料作用。
细水口系统中﹐浇注系统中的熔溶塑料在产品冷却成形的同时也随着冷却﹐形成残余凝料﹐在A板与水口推板进行二次开模时﹐在拉料杆(水口针孔中的零件)或其它辅助机构的作用下﹐水口流道凝料从流道中拉出﹐滞留于水口推板上。
随着开模行程的增加﹐使得拉杆或拉板拉动水口推板﹐使之与面板分离﹐因拉料杆固定于面板上﹐水口推板强行将流道凝料脱落﹐以便进入下一个工作周期。
定模板
也称A板﹐即上模固定板﹐用于固定凹模(作为型腔用来成型产品的外表面)﹐也可直接开型腔作为凹模使用。
推板
推板即推料板﹐介于A、B板之间。
由于上模为型腔﹐下模为型芯(即凸模)﹐产品成型冷却后,会滞留于下模﹐推板在顶出机构(如托针)的作用下﹐将塑料产品从型芯上脱落。
动模板
也称B板﹐即下模(多为凸模)固定板﹐用于固定凸模(用于成型产品的内表面)。
托板
编制:
审核:
批准:
日期:
日期:
日期:
重冶模架
作业指导书
编号:
版号:
01
模架的基本结构
页码:
3/17
托板也即支撑板﹐位于B板与方铁之间﹐用来支撑下模、内模料或其它镶件等。
方铁
方铁采用长条形板件﹐一般采用两条或四条﹐用以隔开B板与底板使得B板与底板之间能留出可供顶出机构(即顶针、托针及针板等)所须的工作空间。
底板
底板即模胚最底部的一块板﹐底板用来固定下模﹐通过码模坑或码模螺丝孔﹐螺丝将下模紧固于下模工作台上。
面针板
面针板即顶针固定板﹐用来固定顶出机构(包括顶针、托针及顶针司筒)与复位装置(如回针、弹簧)等。
底针板
底针板即顶针推板﹐用于推动顶出机构(顶针、托针及顶针司筒等)﹐而底针板的移动则依赖于顶棍的作用。
配件的名称及其作用
导柱
导柱为在开、合模过程中用来导向和定位的柱形零件﹐导柱的标称长度为其总长度(包括介子头)﹐但实测长度一般比标称长度小2mm左右。
一般一组导柱分为四支﹐为了便于装配及上、下模有较好的对中性(即上下模零点重合)防止上下模错位﹐一般四支中一支偏离其对称位置﹐我们将偏离对称位置那支定在基准角上﹐即一般基准角上的导柱孔做成偏孔。
如其中一个配件与另三个尺寸不同﹐可不造偏孔。
导柱的整段长度的直径基本尺寸一致﹐即没有台阶(不包括定位用的介子头部分)﹐但由于各段的工作状态不同﹐其公差也不同﹐靠介子头一端须固定于导柱孔中﹐此段与导柱孔之间为紧配﹐其它部分须在直导套或导套中滑动﹐则须与导套孔构成间隙配合(一般有间隙﹐具体情况由导柱大小及规格确定)。
编制:
审核:
批准:
日期:
日期:
日期:
重冶模架
作业指导书
编号:
版号:
01
模架的基本结构
页码:
4/17
托钉
托钉与导柱的作用、公差等级完全一致。
不同之处在于托钉与钉孔配合段(即紧配段)比导柱与导套配合段(即滑配段)的尺寸大﹐当滑配段发生弯曲变形时﹐仍能从托钉孔中取出托钉﹐导柱则比较困难。
导套、直导套、中导套
三者作用一致﹐分别与导柱、托钉、水口边组成滑动配合﹐起到保护模板的作用。
由于三者与模板之间没有相对滑动﹐三者与模板孔之间采用紧配﹐而介子头因只用于轴向定位﹐则在模板上只作避空孔。
编制:
审核:
批准:
日期:
日期:
日期:
重冶模架
作业指导书
编号:
版号:
01
模架的基本结构
页码:
5/17
水口边与水口边介子
水口边的作用与导柱相近﹐在细水口系统中用于面板﹑水口推板﹑A板之间的导向和定位。
水口边的头部有用于安装水口边介子的牙孔。
水口边公差等级与导柱一样﹐也分松位和紧位。
用杯头锁在水口边头部﹐水口边介子外径比水口边外径大﹐在模架中起到限程的作用(水口边孔中由B板及以下部分为介子避空孔)。
简化形导柱
用于简化形细水口系统﹐没有水口边介子头﹐兼起水口边及导柱的作用﹐由于没有水口边介子﹐所以没有限程的作用。
中导柱
也即导柱﹐只因与之配合使用的为中导套得名。
中导柱装于底板与B板之间(但并非所有中导柱都同时穿于底板与B板上)﹐中导柱与中导套(或为导套)组成滑动配合(中导套装于面针板与底针板上)﹐对面针板和底针板及顶出机构组件起导向作用。
编制:
审核:
批准:
日期:
日期:
日期:
重冶模架
作业指导书
编号:
版号:
01
模架的基本结构
页码:
6/17
回针(无油槽,无紧位)
又叫复位杆,回针固定于面针板上﹐B板上回针孔必须为通孔且与回针组成滑动配合。
杯头螺丝
杯头螺丝在不须相对移动的模板间起紧固作用﹐杯头是所有配件中标称长度不包括介子头的配件﹐所以计算长度时须加入介子头孔的深度。
常用螺丝分为几种:
内六角圆柱、外六角圆柱、内六角平机、无头螺丝等。
撑头
撑头为圆柱形零件,起支撑作用。
模具在工作过程中﹐由于自身的重量及型腔内高压熔溶塑料的压力作用﹐可能使下模板有向下凹陷的趋向。
在下模板与底板之间加装撑头可增加下模板刚度﹐抑止变形。
由于撑头须穿过针板﹐必须考虑避开针板上的顶针等顶出机构。
限位钉
又名垃圾钉﹐用于限制针板行程。
装于针板之下的我们常称之为限位钉﹐针板之上称之为限位顶。
限位钉限制针板行程使针板与底板或B板之间产生间隙﹐以避免开合模时其中杂物干挠。
编制:
审核:
批准:
日期:
日期:
日期:
重冶模架
作业指导书
编号:
版号:
01
模架的基本结构
页码:
7/17
锁模件
锁模件为板状零件﹐通过杯头将A、B板锁在一起。
在模架运输过程中可防止上下模的相对移动而损坏模架﹐锁模件在模具工作时不使用。
销钉
又叫管边﹐在无相对移动的模板之间起定位作用。
如在面板与A板﹔B板、方铁与底板之间。
销钉孔为精孔。
斜导柱
斜导柱一般装于A板﹐带介子头斜导柱从反面装入﹐无介子头斜导柱则常用杯头从反面锁住。
有介子头斜导柱孔应为精孔﹐无介子头斜导柱孔则一般为避空孔﹐按客图而定。
斜导柱作为侧滑块运动的导轨﹐在开模时﹐使滑块向侧面滑动﹐使得有侧面凸位或凹位的产品能顺利脱出。
编制:
审核:
批准:
日期:
日期:
日期:
重冶模架
作业指导书
编号:
版号:
01
模架的基本结构
页码:
8/17
加工项目
各类加工项目图示:
编制:
审核:
批准:
日期:
日期:
日期:
重冶模架
作业指导书
编号:
版号:
01
模架的基本结构
页码:
9/17
码模坑、码模螺丝孔
用于装置压铁﹐穿码模螺丝将上、下模固定于各自的工作台上。
码模螺丝孔分别做于面、底板上﹐码模坑则做于面底板﹐或第二板及方铁上。
编制:
审核:
批准:
日期:
日期:
日期:
重冶模架
作业指导书
编号:
版号:
01
模架的基本结构
页码:
10/17
撬模坑
用于撬模﹐分别做于各模板四个角上或中间﹐具体位置及尺寸按客图。
由于杯头或其它锁紧力的作用﹐使得模板在折去锁紧力后仍不容易分开﹐便通过撬模坑借助外力撬开。
弹弓孔及弹弓支持杆孔
弹弓孔即弹簧孔。
弹弓用来辅助顶出组件(顶针及针板等)复位﹐也可用来起缓冲作用。
如拉杆孔的弹弓、及回针介子头以下的弹弓等。
弹弓孔为粗孔,一般与回针孔同时出现或与钢枝孔(即弹弓支持杆孔﹐支持杆用来保持弹弓)同时出现。
KO.孔
即顶棍孔﹐用于通顶棍。
顶棍的作用是用来推动针板﹐使针板向B板或托板靠近﹐顶出机构工作﹐顶出塑料产品。
顶棍孔为避空孔﹐大小可取整﹐但位置不可取整﹐因顶棍动力来自于工作台上其它机构﹐须与之配合使用。
其位置由与顶棍配合的其它机构确定。
顶棍孔在底板为通孔﹐在针板上可能做牙孔或杯头孔用来固定顶棍(也可能不做)。
撑头及撑头螺丝孔
分别用于穿撑头及固定撑头用。
撑头孔为在针板上开的粗通孔,一般比撑头大2-5mm。
唧咀孔
唧咀孔即为主流道导筒孔﹐在加工时须注意其中心是否为模架中心﹐唧咀孔内一般有2个或4个安装定位圈用的牙孔及阻止唧咀转动放置定位销的定位槽。
内模螺丝/牙孔
包括所有框及行位中的杯头孔及牙孔﹐用于固定内模及侧滑块压板等所有与模板之间不须相对移动的零部件。
编制:
审核:
批准:
日期:
日期:
日期:
重冶模架
作业指导书
编号:
版号:
01
模架的基本结构
页码:
11/17
斜导柱孔及斜导柱避空孔
斜导柱孔用于装配斜导柱用,斜导柱孔一般做于上模板﹐斜导柱避空孔做于下模板﹐斜导柱孔一般为精孔﹐只有当用杯头从反面锁住无介子头斜导柱时﹐斜导柱孔可能为避空孔。
斜导柱避空孔则是为了在开合模时给斜导柱提供足够的活动空间而在下模所做的避空孔或槽。
运水孔、运水胶圈孔,喉牙及藏喉位
作用:
通冷却水和放置冷却水密封圈。
由于熔溶塑料进入型腔后须冷却成型方能达到生产目的﹐为了提高效率﹐必须快速均衡地对产品及模具进行冷却。
除塞孔外﹐运水孔不能与其它孔在空间相交。
喉牙﹐也就是管螺纹﹐在运水孔上做喉牙﹐以便于装喉咀(用来接外接水管)﹐藏喉位则是为了装卸喉咀﹐便于使用装卸工具而加工的避空孔。
运水孔与其藏喉位都为粗孔。
顶针孔、顶针司筒孔
顶针孔用于装配顶针﹐顶针司筒也即中空顶针。
顶针孔从面针板一直通至型腔﹐所以顶针孔在内模料上应做精孔﹐在B板及针板上做避空孔﹐介子头位于面针板﹐须做避空孔﹐但由于顶针头部与产品相触﹐所以其介子头深度须精加工。
顶针及顶针司筒用来顶出产品(与推板功用一致)。
当顶针与顶针司筒配合使用时﹐顶针介子头位于底板﹐顶针穿底板﹑顶针通过司筒中心进入型腔﹐顶针介子头孔上同时做有牙孔﹐用无头螺丝固定顶针。
此顶针作用为小型芯﹐用于成型产品内部凸台上的孔。
此时须保证介子头底部到下模腔底的公差要求﹐因此公差将直接传递给产品上的深度。
托针孔
托针与顶针作用相近,托针是通过推动推板或推块来顶出产品的。
由于托针通常不穿入内模料,为了托针能平稳工作﹐B板上托针孔须做精孔﹐与托针为滑动配合﹐(或做成避空孔,另在框底加装导套)。
编制:
审核:
批准:
日期:
日期:
日期:
重冶模架
作业指导书
编号:
版号:
01
模架的基本结构
页码:
12/17
电线槽及电掣位
电线槽用来放置加热用电线,一般做于A板顶面或面板,从热水口腔通至模板横边,电线槽两侧做有固定电线的压板位及其牙孔。
电掣位用来安装加热电路开关﹐一般做于模板横边与电线槽相通﹐其内做有固定开关用牙孔。
横边腔(侧边腔)
所有做在模板侧用来安装其它辅助装置的腔。
止口
止口的作用为:
辅助定位和缓冲压力,加强型腔的抗变形能力。
由于型腔的复杂性﹐以及浇口设计等方面的影响。
使得进入型腔的塑料在各方向上的填充速度不一致﹐对腔壁各向压力不等﹐导致型腔错位。
上、下模互锁的止口则在此起到辅助定位作用﹐由于高压熔溶塑料对腔壁的压力﹐使模板向外凸起﹐靠斜面互锁的止口则有缓冲和抑止模板的向外凸起变形的作用。
编制:
审核:
批准:
日期:
日期:
日期:
重冶模架
作业指导书
编号:
版号:
01
模架的基本结构
页码:
13/17
止口一般分围止口和四面止口﹐对于围止口﹐其圆角或倒角部分须避空。
四面止口则圆角部分与每条止口两边须做避空﹐即围止口和四面止口都只须配做模板四边方向的四个斜面。
如有只作两边止口的情况﹐则该两边止口的两端均须配做,不能避空。
斜度锁腔/孔
斜度锁腔/孔做于A、B板的开模面﹐也是靠锥面或斜面互锁定位,和止口的作用一致。
因须定位﹐斜度锁腔/孔必须精加工。
编制:
审核:
批准:
日期:
日期:
日期:
重冶模架
作业指导书
编号:
版号:
01
模架的基本结构
页码:
14/17
横边锁腔
即直身锁﹐对模架起辅助定位作用。
横边杯头及弹弓孔
指加工于模板侧面的杯头孔及弹弓孔。
拉模扣孔
拉模扣孔即胶塞孔,位于A、B板开模面上﹐起缓冲上、下模合模冲击的作用。
拉模扣孔须精加工﹐但其深度没有公差要求。
与拉模扣孔同时出现的通气孔和杯头孔﹐杯头用来固定胶塞﹐通气孔则在开合模时补充或排出胶塞孔的空气。
拉杆孔
拉杆孔用来通拉杆﹐一般为避空孔。
我们所遇一般为拉杆与闩打螺丝配合使用﹐用来推动水口推板﹐用水口推板强行拉下留于唧咀孔或拉料杆上的流道凝料。
闩打孔
装配闩打螺丝用。
闩打螺丝在运输时用于锁住面板和水口推板﹐闩打螺丝与拉杆配合使用﹐用来脱去流道凝料并限制水口推板的行程。
斜顶腔
用来通斜顶及安装其滑动导向组件用。
斜顶用于产品内侧有凸位或凹位的情况,斜顶若通过内模﹐与内模块成滑动配合﹐则B板只须做斜顶避空孔或腔﹐若没有内模对其进行导向﹐则B板腔不能避空。
若斜顶在针板上须装斜顶驱动导滑组件﹐针板腔按精框做。
疏气坑、疏气孔
用于排气﹐疏气坑做于直导套或导套的尾部﹐合模时导柱与导套孔构成的空间被压缩。
其中气体将会阻滞正常合模﹐疏气坑将此空间与外相通﹐起排气作用。
疏气孔则用于中导柱孔中用于导柱安装时的排气,或用于胶塞孔中开合模时充填和排出胶塞孔中气体等情况。
编制:
审核:
批准:
日期:
日期:
日期:
重冶模架
作业指导书
编号:
版号:
01
模架的基本结构
页码:
15/17
水口针孔
即上模拉料杆孔﹐用于拉出流道凝料。
水口针孔精度等级与结构与顶针司筒组件中顶针孔结构相同。
水口针孔不可倒角﹐否则影响残余凝料的脱落。
水口流道
水口流道为熔溶塑料从注塑机唧咀进入型腔的通道﹐一般做于A板反面﹐我们所遇情况一般为截面带R底的梯形或半圆。
行位与燕尾槽
行位及燕尾槽做于A、B板开腔面﹐用于安装侧滑块机构﹐(侧滑机构用于产品侧面有凹位或凸位﹐需做侧面型芯的模具中)行位及燕尾槽须精加工,当精框做,便于侧滑机构在斜导柱或其它装置的带动下能顺利滑动,达到侧向开合模的作用。
基准孔
一般做于A、B板开模面,起定位作用,做精孔。
热流道板,发热线孔
热流道板一般置于热水口腔中,在热流道板上做有流道与发热线孔。
发热线孔中放置发热装置对热流道板进行加热,实际上是对流道中的塑料加热,使其每时每刻都保持熔溶状态,提高工作效率与塑料的利用率。
热流道板中发热线孔及流道孔都为精孔。
热水口腔
热水口腔用于放置热流道板等加热组件,通常做于第二板顶面。
热水口腔与热流道板之间为避空,所以热水口腔单边公差可做为
,但腔中定位孔及放置热唧咀的孔为精孔。
编制:
审核:
批准:
日期:
日期:
日期:
重冶模架
作业指导书
编号:
版号:
01
模架的基本结构
页码:
16/17
吊模巴
吊模巴是用于吊模的板状零件。
吊模巴上一般做有两个或多个杯头孔,用杯头孔分别锁在A、B板上,在吊模巴的中间做吊模孔,便于一次吊起整套模架。
工艺图
装配图﹕各板及配件之间的装配关系,吊孔位置。
上下模图:
结构简单或加工项目较少的模架,绘图时将上模所有板或下模所有板绘制在一张图纸上,称为上下模图,编程时一定要参考装配图才能确定每件板有哪些加工项目。
分板图:
只表达一件板加工项目的图纸称为分板图。
基准角:
图纸上标注有C角和或“DATUM”字样的角即为基准角,基准角的位置决定了整套模的装模方向及加工方向。
取数方式:
我司取数方式主要有两种方式:
基准角取数、分中取数;
由于因加工所引起的误差,加工出的模板长、宽、尺寸并非绝对准确,当分中取数加工时,将会把此误差平分到模板的四边,也即框边或孔边到模板边的距离都将存在此平分所得误差,即框边或孔边至板边的距离都不准确。
编制:
审核:
批准:
日期:
日期:
日期:
重冶模架
作业指导书
编号:
版号:
01
模架的基本结构
页码:
17/17
基准角取数时,零点的选取不是单纯的用模板的实际长、宽分中而得,而是把基准边定为零点,然后以此零点作为加工基准进行加工,则除了框的单边公差可不用考虑外,框边或孔边到基准角的距离绝对准确。
将模板长宽误差累积至非基准边,以保证客户根据基准边加工其它项目或装配时的准确性。
取数方式示意图:
编制:
审核:
批准:
日期:
日期:
日期:
 升级会员
升级会员 