常用钻孔程序汇总.docx
《常用钻孔程序汇总.docx》由会员分享,可在线阅读,更多相关《常用钻孔程序汇总.docx(8页珍藏版)》请在冰点文库上搜索。
常用钻孔程序汇总
1.打四孔程序
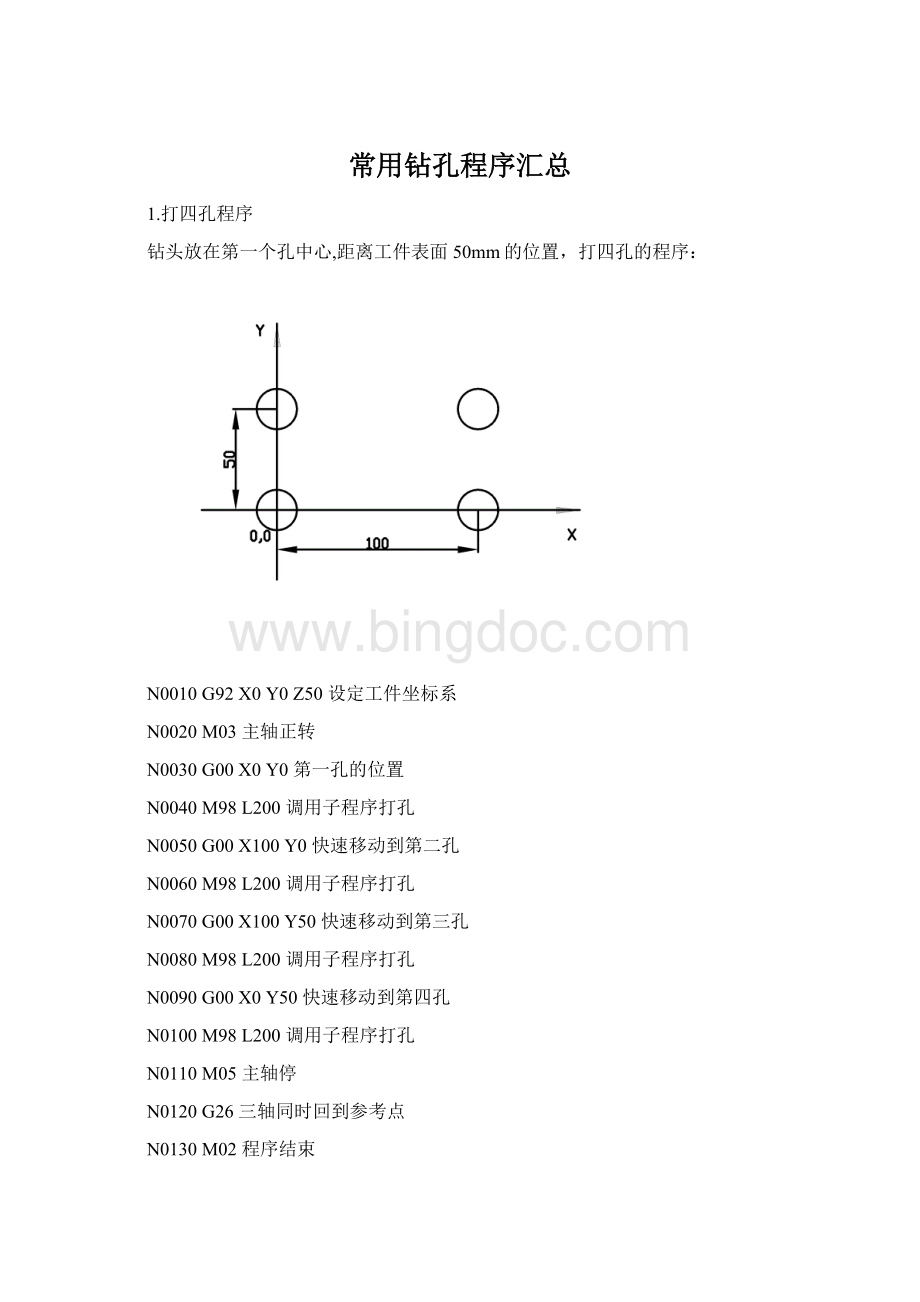
钻头放在第一个孔中心,距离工件表面50mm的位置,打四孔的程序:
N0010G92X0Y0Z50设定工件坐标系
N0020M03主轴正转
N0030G00X0Y0第一孔的位置
N0040M98L200调用子程序打孔
N0050G00X100Y0快速移动到第二孔
N0060M98L200调用子程序打孔
N0070G00X100Y50快速移动到第三孔
N0080M98L200调用子程序打孔
N0090G00X0Y50快速移动到第四孔
N0100M98L200调用子程序打孔
N0110M05主轴停
N0120G26三轴同时回到参考点
N0130M02程序结束
以下是子程序
N0200G00Z0快速接近工件表面
N0210G01W—10F60打孔(要用G01直线插补,必须要有F值)
N0220G00W+10退出
N0230G00Z50快速抬起
N0240M99子程序返回
2.打排孔程序
五孔一排,孔距10mm,利用直线点位控制指令G06
首先将钻头移动到第一个孔的位置
N0010G06U10V0F4L2000(U10、V0,X、Y方向的孔距;F4调用子程序的次数,实际调用F+1。
L2000为子程序段号)
N0020G26(返回原点)
N0030M02(程序结束)
N2000G00Z0(子程序开始)
N2010G01W-5F100(钻孔)
N2020G00Z0(抬刀)
N2030M99(子程序返回)
3.圆周上打孔
利用圆弧点位控制指令G66顺时、G65逆时
以下是在Φ100mm的圆上均分4孔的程序。
N0010G00X50(钻头走到第一个孔的位置)
N0020G66I-50J0F4L100(I,J为圆心相对起点的坐标的增量值。
F4为调用子程序的次数,L100为调
子程序的段号)
N0030M02G26(程序结束,返回原点)
N0100G01W—10F100(钻孔)
N0110G00Z0(抬刀)
N0120M99(子程序返回)
4.打深孔程序及暂停指令G04的的使用
钻50mm深孔的程序,这里要用到固定循环指令G22、G80
例:
N0100G22L5(循环开始,5次)
N0110G01W—10F60(每次钻孔10mm)
N0120G04F5(钻下10mm,暂停5秒)
N0130G80(循环结束)
N0140G00Z0(抬刀)
5.镜像打孔程序(G71、G72、G73)
N0010M98L100(第一象限)
N0020G71(第二象限)
N0030M98L100叫打3孔子程
N0040G72(第三象限)
N0050M98L100叫打3孔子程
N0060G73(第四象限)
N0070M98L100叫打3孔子程
N0080G26回原点
N0090M02程序结束
N0100G00X10Y20打3孔子程序
N0110M98L500
N0120G00X20Y10
N0130M98L500
N0140G00X10Y20
N0150M98L500
N0160M99
N0500G00Z0
N0510G01W—5F80
N0520G00W5
N0530G00Z0
N0540M99
6.子程序套子程序打孔
钻头放在中心,距工件表面50mm
N0010G92X0Y0Z50设定参考点
N0020G00X100Y100快速移动
N0030M98L200叫子程序
N0040G00X—100Y100
N0050M98L200
N0060G00X—100Y-100
N0070M98L200
N0080G00X100Y—100
N0090M98L200
N0100G26三轴同时回参考点
N0110M02程序结束
N0200M03子程序开始主轴正转
N0210G00U35V35
N0220M98L500
N0230G00U-70
N0240M98L500
N0250G00V—70
N0260M98L500
N0270G00U70
N0280M98L500
N0290M05主轴停
N0300M99子程序结束
N0500G00Z+5子程序开始,快速到工件表面(自己定)
N0510G01W-5F60打孔深度
N0520G00W+5返回深度
N0530G00Z+5抬刀高度根据情况定
N0540M99子程序结束
7.子程序套子程序打孔
例2
钻头放右侧工件1中心位置,距工件表面50mm
N0010G92X0Y0Z50设定参考点
N0020M98L200叫在圆周上打4孔子程序
N0030G00X—100第一个工件干完移动到第二个工件
N0040M98L200叫在圆周上打4孔子程序
N0050M05主轴停
N0060G26三轴同时回参考点
N0070M02程序结束(如换成M20将永远循环下去)
N0200M03子程序开始主轴正转
N0210G00U40移动到第一个工件的第一个孔上
N0220G66I—40J0F4L500在圆周上打4孔程序
N0230M99子程序结束
N0500G00Z+5子程序开始,快速到工件表面(自己定)
N0510G01W-10F60打孔深度
N0520G00W+10返回深度
N0530G00Z+50抬刀高度根据情况定
N0540M99子程序结束
 升级会员
升级会员 