端子连续电镀工作指导书.docx
《端子连续电镀工作指导书.docx》由会员分享,可在线阅读,更多相关《端子连续电镀工作指导书.docx(18页珍藏版)》请在冰点文库上搜索。
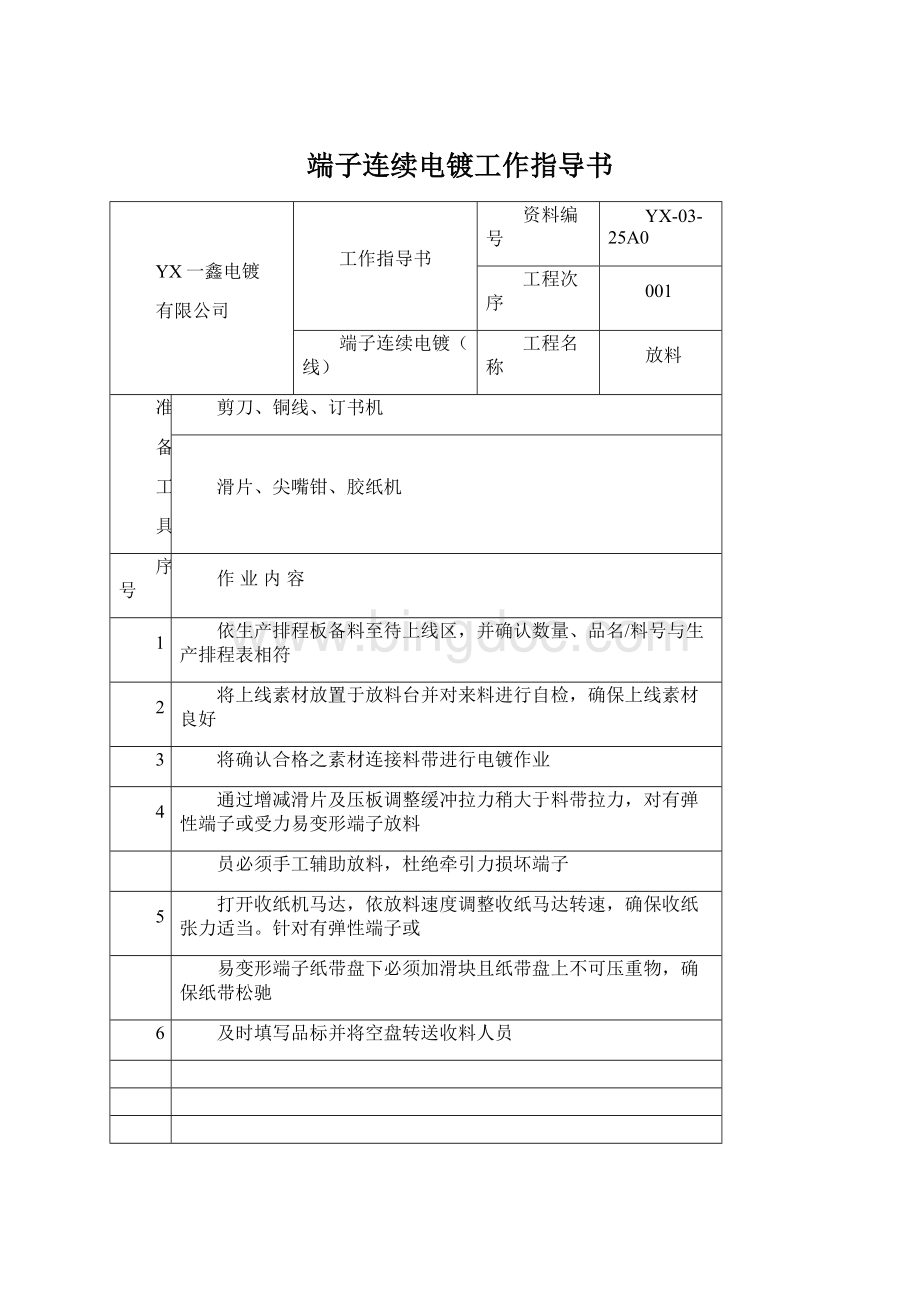
端子连续电镀工作指导书
YX一鑫电镀
有限公司
工作指导书
资料编号
YX-03-25A0
工程次序
001
端子连续电镀(线)
工程名称
放料
准
备
工
具
剪刀、铜线、订书机
滑片、尖嘴钳、胶纸机
序号
作业内容
1
依生产排程板备料至待上线区,并确认数量、品名/料号与生产排程表相符
2
将上线素材放置于放料台并对来料进行自检,确保上线素材良好
3
将确认合格之素材连接料带进行电镀作业
4
通过增减滑片及压板调整缓冲拉力稍大于料带拉力,对有弹性端子或受力易变形端子放料
员必须手工辅助放料,杜绝牵引力损坏端子
5
打开收纸机马达,依放料速度调整收纸马达转速,确保收纸张力适当。
针对有弹性端子或
易变形端子纸带盘下必须加滑块且纸带盘上不可压重物,确保纸带松驰
6
及时填写品标并将空盘转送收料人员
序号
注意事项
1
确认数量时应依据客户要求对重量进行确认,重量短缺时及时反映带线主管和IQC
2
素材自检应每盘拉出1-3米,检查来料是否有氧化、变形、铜屑、油污过多或模痕等
3
不良素材应及时知会IQC并根据IQC判定结果进行相应作业
4
铜线缠绕接头时,应将接头前端扎紧,前端位于尾端后且接头不能太厚
5
断线时,及时通知收料人员停机并同收料人员迅速接好料带,重新启动机器
核准
审核
制表
YX一鑫电镀
有限公司
工作指导书
资料编号
YX-03-25A0
工程次序
003
端子连续电镀(线)
工程名称
电解脱脂
工
艺
条
件
操作温度:
50-70℃槽液比重:
5-25Be°(比重仅供生产参考)
镀浴浴浓度控制范围:
氢氧根浓度:
40-80g/L
电压:
0-10V电流:
5-60A
序号
作业内容
1
设定镀浴温度至60℃
2
检查液位并打开加热器,将槽液温度加热到设定温度
3
启动泵浦,调节流量阀,使槽液呈四面溢流状
4
启动风机,打开整流器依电镀规格或《作业标准表》调整电流电压
5
依端子形状及厚度调整导电轮,使导电轮与端子接触良好
6
调整风刀、水刀对准端子吹洗
7
生产完毕后关闭整流器、加热器及泵浦并清理子槽
序号
注意事项
1
每2小时巡检一次(温度、电流、电压等),并补加液位至标准
2
风刀、水刀应依端子形状硬度距离端子1-2cm,防止端子打歪变形,风刀落点在挡板上,
防止药液飞溅
3
药液碱含量分析频率:
1次/天
4
水洗水开溢流,确保最后一道水洗水电导率低于30us/cm
5
更换频率依油脂皂化物而定,一般为1次/1-2周
6
添加:
依化验分析结果添加,一般每班1-2Kg
核准
审核
制表
YX一鑫电镀
有限公司
工作指导书
资料编号
YX-03-25A0
工程次序
004
端子连续电镀(线)
工程名称
活化
工
艺
条
件
硫酸浓度:
60-100g/L
比重:
5-18Be°(比重仅供生产参考)
序号
作业内容
1
启动泵浦,调整流量阀使子槽槽液呈四面溢流状
2
打开风机,调整风刀水刀位置,对准端子吹洗(一般对准端子杯口或与端子成45°角)
3
适量开启溢流水,确保水洗水的清洁
4
生产完毕后,按下泵浦开关,关闭泵浦并清理子槽
序号
注意事项
1
每2小时巡检一次(液位、风刀、水刀等)
2
风刀、水刀应依端子形状硬度距离端子1-2cm,防止端子打歪变形,风刀落点在挡板上,
防止药液飞溅
3
药液硫酸含量分析频率:
1次/天
4
水洗水开溢流,确保最后一道水洗水电导率低于30us/cm
5
更换频率一般为1次/1-2周
6
添加:
依化验分析结果添加
核准
审核
制表
YX一鑫电镀
有限公司
工作指导书
资料编号
YX-03-25A0
工程次序
005
端子连续电镀(线)
工程名称
预镀镍
工
艺
条
件
室温:
10-40℃电压:
0-10V电流:
0-30A
镀浴成份浓度控制范围:
氯化镍:
60-80g/L盐酸:
120-140ml/L
序号
作业内容
1
启动子槽泵浦,调整流量阀,使各子槽液面槽液不浸没阳极袋
2
跟随产品进入子槽打开相对应的整流器,依端子形状调整电流电压
3
调整导电座,使导电座与端子接触良好,并调整阴极水洗水充分润滑子槽口导电轮
4
调整风刀及水洗水,对准端子杯口或45°斜角吹洗
5
生产完毕后,关闭整流器、泵浦并清洗子槽
序号
注意事项
1
每2小时巡检一次(温度、电流、电压等)
2
风刀、水刀应依端子形状硬度距离端子1-2cm,风刀落点在子槽挡板上
3
导电轮与端子间不能太松(防止产生火花)及太紧(防止变形)
4
电流电压以产品表面起泡为基准
5
水洗水开溢流,确保最后一道水洗水导电率低于30us/cm
6
盐酸易挥发,依化验分析结果添加
核准
审核
制表
YX一鑫电镀
有限公司
工作指导书
资料编号
YX-03-25A0
工程次序
006
端子连续电镀(线)
工程名称
镀光亮镍
工
艺
条
件
操作温度:
50-65℃电压:
0-10V电流:
0-50A
镀浴成份浓度控制范围:
氨基磺酸镍:
380-600g/L镍离子:
50-100g/L氯化镍:
5-15g/L硼酸:
30-40g/L
比重:
28-38g/LPH值:
3.8-4.6
序号
作业内容
1
调整控制面板的温控表,设定镀锡温度至标准范围(50-65℃)
2
打开加热器使镀浴温度达到设定温度
3
启动所需子槽泵浦,调整流量阀,使各子槽液面不浸没阳极袋
4
打开对应的整流器,依端子形状及电镀规格或《作业标准表》调整电流电压
5
调整导电座,使导电座与端子接触良好,并调整阴极水洗水充分充分润滑导电轮
6
打开过滤机及弱电解整流器,调整电流至1A左右
7
调整风刀及水洗水,对准端子杯口或成45°斜角吹洗
8
生产完毕后关闭整流器及泵浦并清洗子槽导电轮
序号
注意事项
1
每2小时巡检一次(温度、电流、电压等)
2
风刀、水刀应依端子形状硬度距离端子1-2cm,风刀落点在子槽挡板上
3
导电轮与端子间不能太松(防止产生火花)及太紧(防止变形)
4
阳极应及时填充与补加
5
滤芯更换:
15天/次
6
依X-Ray检测结果及时调整电流电压及生产速度。
7
水洗水开溢流,确保最后一道水洗水导电率低于30us/cm
核准
审核
制表
YX一鑫电镀
有限公司
工作指导书
资料编号
YX-03-25A0
工程次序
007
端子连续电镀(线)
工程名称
镀高温镍
工
艺
条
件
操作温度:
50-65℃电压:
0-10V电流:
0-50A
镀浴成份浓度控制范围:
氨基磺酸镍:
380-600g/L镍离子:
50-100g/L氯化镍:
5-15g/L硼酸:
30-40g/L
比重:
28-38g/L
序号
作业内容
1
调整控制面板的温控表,设定镀锡温度至标准范围(50-65℃)
2
打开加热器使镀浴温度达到设定温度
3
启动所需子槽泵浦,调整流量阀,使各子槽液面槽液不浸没阳极袋
4
打开对应的整流器,依端子形状及电镀规格或《作业标准表》调整电流电压
5
调整导电座,使导电座与端子接触良好,并调整阴极水洗水充分润滑导电轮
6
打开过滤机及弱电解整流器,调整电流至1A左右。
7
调整风刀及水洗水,对准端子杯口或成45°斜角吹洗
8
生产完毕后关闭整流器及泵浦并清洗子槽导电轮
序号
注意事项
1
每2小时巡检一次(温度、电流、电压等)
2
风刀、水刀应依端子形状硬度距离端子1-2cm,风刀落点在子槽挡板上
3
导电轮与端子间不能太松(防止产生火花)及太紧(防止变形)
4
阳极应及时填充与补加
5
滤芯更换:
15天/次
6
依X-Ray检测结果及时调整电流电压及生产速度
7
水洗水开溢流,确保最后一道水洗水导电率低于30us/cm
8
添加剂补充:
N616-B:
100-200ml/L,N616-A:
300-500ml/L湿润剂视镀层表面状况添加
核准
审核
制表
YX一鑫电镀
有限公司
工作指导书
资料编号
YX-03-25A0
工程次序
008
端子连续电镀(线)
工程名称
刷镀金
工
艺
条
件
操作温度:
50-65℃槽液比重:
10-20Be°PH值:
4.0-4.8
镀浴成份浓度控制范围:
金离子浓度:
4.0-10.0g/L钴光泽剂:
0.5-1.0g/L金添加剂:
0.5-1.0g/L
电压:
0-7V电流:
0-10A
序号
作业内容
1
按SET键约1秒,通过调整UP或DOWN设定镀浴温度至55℃后再按SET键返回
2
检查液位并打开加热器,将镀浴温度加热到设定温度
3
依端子形状刷镀区域调整刷台上部的升降螺杆与前后螺杆,使端子刷金区域与刷布完全接
触
4
启动泵浦,调节流量阀,使镀液充分湿润刷布
5
打开整流器依电镀规格或《作业标准表》调整电流电压
6
端子进入刷台时,用手将其导入阴极平台,并调整压轮位置
7
调整风刀水刀对准端子吹洗
8
检测电镀区域及膜厚,并做相应调整
9
生产完毕后关闭整流器、加热器及泵浦并清洗刷台
序号
注意事项
1
每2小时巡检一次(温度、电流、电压等),并补加回收水至标准液位
2
槽液比重PH值检测频率:
1次/班
3
依X-Ray检测结果及时调整电流电压
4
滤芯更换:
15天/次
5
水洗水开溢流,确保最后一道水洗水导电率低于30us/cm
6
添加剂补充:
金添加剂0.5ml/lg氰化金钾
7
添加剂含量分析由供应商提供:
3-6月/次
核准
审核
制表
YX一鑫电镀
有限公司
工作指导书
资料编号
YX-03-25A0
工程次序
009
端子连续电镀(线)
工程名称
浸镀金
工
艺
条
件
操作温度:
50-65℃槽液比重:
10-20Be°PH值:
4.0-4.8
镀浴成份浓度控制范围:
金离子浓度:
4.0-10.0g/L钴光泽剂:
0.5-1.0g/L金添加剂:
0.5-1.0g/L
电压:
0-7V电流:
0-10A
序号
作业内容
1
按SET键约1秒,通过调整UP或DOWN设定镀浴温度至55℃后再按SET键返回
2
检查液位并打开加热器,将镀浴温度加热到设定温度
3
打开泵浦,使子槽液位适当
4
调整子槽内定位杆,使定位杆到液面高度稍高于端子镀金区域
5
打开整流器依电镀规格或《作业标准表》调整电流电压
6
调整风刀水刀对准端子吹洗
7
检测电镀区域及膜厚,并做相应调整
8
生产完毕后关闭整流器、加热器及泵浦并清洗子槽
序号
注意事项
1
每2小时巡检一次(温度、电流、电压等),并补加回收水至标准液位
2
槽液比重PH值检测频率:
1次/班
3
依X-Ray检测结果及时调整电流电压
4
滤芯更换:
15天/次
5
水洗水开溢流,确保最后一道水洗水导电率低于30us/cm
6
添加剂补充:
金添加剂0.5ml/lg氰化金钾
7
添加剂含量分析由供应商提供:
3-6月/次
核准
审核
制表
YX一鑫电镀
有限公司
工作指导书
资料编号
YX-03-25A0
工程次序
010
端子连续电镀(线)
工程名称
镀亮纯锡
工
艺
条
件
操作温度:
10-20℃
镀浴成份浓度控制范围:
甲基磺酸:
120-180g/L锡离子(+2):
40-60g/L
电压:
0-7V电流:
0-80A
序号
作业内容
1
启动循环水塔泵浦,并打开冷冻机电源控制开关
2
按冷冻机控制面板上的SET键约1秒,通过按UP或DOWN键调整参数增减键至18℃后再按
SET键返回
3
启动所需子槽泵浦,调整流量阀,使各子槽液面高度大致等高,同时调整子槽定位杆,使
定位杆以上槽液深度稍高于端子镀锡所需区域
4
打开对应的整流器,依端子形状及电镀规格或《作业标准表》调整电流电压
5
调整导电座,使导电座与端子接触良好,并调整阴极水洗水充分润滑导电轮
6
调整子槽内扶正杆,使玻璃杆稍靠近端子,防止料带倾斜
7
调整风刀及水洗水,对准端子杯口或成45°斜角吹洗
8
生产完毕后关闭整流器、冷冻机及泵浦并清洗子槽导电轮
序号
注意事项
1
每2小时巡检一次(温度、电流、电压等)
2
导电轮易长锡,应及时清理,防止镀层刮伤
3
导电轮与端子间不能太松(防止产生火花)及太紧(防止变形)
4
阳极应及时填充与补加
5
滤芯更换:
15天/次
6
沉降处理:
一般3-6个月/次
7
添加剂补充:
SA1428:
500-700ml/L,BR14:
50-100ml/L
核准
审核
制表
YX一鑫电镀
有限公司
工作指导书
资料编号
YX-03-25A0
工程次序
011
端子连续电镀(线)
工程名称
镀雾纯锡
工
艺
条
件
操作温度:
40-60℃
镀浴成份浓度控制范围:
甲基磺酸:
150-200g/L锡离子(+2):
50-80g/L
电压:
0-7V电流:
0-80A
序号
作业内容
1
调整控制面板的温控表,设定镀锡温度至标准范围(40-60℃)
2
打开加热器使镀浴温度达到设定温度
3
启动所需子槽泵浦,调整流量阀,使各子槽液面高度大致等高,同时调整子槽定位杆,使
定位杆以上槽液深度稍高于端子镀锡所需区域
4
打开对应的整流器,依端子形状及电镀规格或《作业标准表》调整电流电压
5
调整导电座,使导电座与端子接触良好,并调整阴极水洗水充分润滑导电轮
6
调整子槽内扶正杆,使玻璃杆稍靠近端子,防止料带倾斜
7
调整风刀及水洗水,对准端子杯口或成45°斜角吹洗
8
生产完毕后关闭整流器、冷冻机及泵浦并清洗子槽导电轮
序号
注意事项
1
每2小时巡检一次(温度、电流、电压等)
2
导电轮易长锡,应及时清理,防止镀层刮伤
3
导电轮与端子间不能太松(防止产生火花)及太紧(防止变形)
4
阳极应及时填充与补加
5
滤芯更换:
15天/次
6
沉降处理:
一般3-6个月/次
7
添加剂补充:
GR33:
300ml/L,WA33:
300ml/L
核准
审核
制表
YX一鑫电镀
有限公司
工作指导书
资料编号
YX-03-25A0
工程次序
012
端子连续电镀(线)
工程名称
后处理
工
艺
条
件
热水洗温度:
40-60℃中和温度:
40-60℃
中和浓度:
3-8%封孔浓度:
封孔剂/稀释剂=2/8
烘烤温度:
80-200℃
序号
作业内容
1
调整温控器温度设定键,将热水温度及中和槽温度设定在工艺范围内
2
按规定浓度配制中和液及封孔液
3
打开加热器将槽液温度加热到设定温度
4
打开烤箱电源开关及加热开关,根据生产速度调整至适宜温度
5
启动泵浦及风机,调整风刀、水刀对准端子吹洗干净
6
生产完毕后关闭加热器、风机及烤箱
7
停机后打开烤箱取出母带,防止母带熔化
序号
注意事项
1
每2小时巡检一次(温度、液位、风刀、水刀等),并补加液位至标准
2
风刀、水刀应依端子形状硬度距离端子1-2cm,防止端子打歪变形,风刀落点在挡板上,
防止药液飞溅
3
烤箱温度不可太高,否则易产生熔锡现象
4
水洗水开溢流,确保完全纯水洗
5
端子烘烤后表面不能有水痕、水纹等
核准
审核
制表
YX一鑫电镀
有限公司
工作指导书
资料编号
YX-03-25A0
工程次序
013
端子连续电镀(线)
工程名称
收料
准备
工具
剪刀、尖嘴钳、胶纸机、滑片
压板、空纸盘、纸带、3M胶纸
序号
作业内容
1
依产品高度准备纸带、空盘及滑片、压板等
2
依客户要求之卷绕方向或《加工式样表》规定之方向,调整收料马达与要求方向一致并选
择好收料方式
3
依端子形状、生产速度调整收料线之转速,并通过增减滑片或压板使收料松紧适度
4
依计数器填写成品品标,将有孔之成品贴上品标后送烤箱烘烤。
无孔产品无需烘烤,直接
送待检区
5
按检验标准及时填写数量表和成品自检表并留样
6
将烘烤合格(半小时以上)之成品送待检区待检
7
将FQC检验合格之产品装箱并贴上外箱标签放置待入库区
8
依据《成品制令单》、《领料单》、《生产日报表》核对成品数量
9
填写入库单经部门主管、品管签名核对后入库
序号
注意事项
1
绕盘方向正确、整齐且标示与实物相符
2
来料不足应及时通报线长及检验人员
3
剥拉试验需采用3M胶纸并在放大镜下观察是否有脱落现象
4
断线时应立即停机,并协同放线人员接好料带后重新开机
5
对于突发事件(如停电、机故等)引起停机超过30秒则整个机台内端子作报废处理;30
秒内需剪除锡发白、色差等外观不良品
6
牵引轮需保持清洁,保护膜需定期更换
7
作业过程中应对材料进行保护,必须戴手套作业
核准
审核
制表
 升级会员
升级会员 