载重卡车铝合金燃油箱.docx
《载重卡车铝合金燃油箱.docx》由会员分享,可在线阅读,更多相关《载重卡车铝合金燃油箱.docx(8页珍藏版)》请在冰点文库上搜索。
载重卡车铝合金燃油箱
载重卡车铝合金燃油箱
焊接技术研究及产业化开发
摘要:
本文介绍了载重卡车铝合金燃油箱焊接技术,对该产品的焊接结构、焊接工艺、焊接夹具等方面进行了系统的研究,使批量生产的载重卡车铝合金燃油箱质量、成本和制造技术达到了国际先进水平。
关键词:
载重卡车、焊接、铝合金、燃油箱
前言
采用铝合金制造汽车燃油箱,具有耐腐蚀、重量轻、产品生命周期内经济效益好、材料的再生利用率高等优点,符合目前国际上汽车生产向绿色制造、减少有限资源消耗、节能、环保方向发展的趋势。
2000年起国外的大容积汽车燃油箱已普遍采用铝合金制造,欧洲与美国目前生产的重型卡车中几乎100%采用铝合金燃油箱,同时随着大马力发动机的使用,燃油箱容积在不断增大,国内传统的电阻焊燃油箱已不能满足使用寿命的要求,因此,研究铝合金燃油箱产品及其制造技术非常必要。
该项目2002年立项,03年完成产品开发,05年在生产线上生产出鼓型铝合金燃油箱,装配在一汽新研制的J6卡车上参加了上海汽车展,经过不断改进提高,到2007年底实现了年产6万辆铝合金燃油箱的能力,产品质量、成本在国际上都具有竞争力。
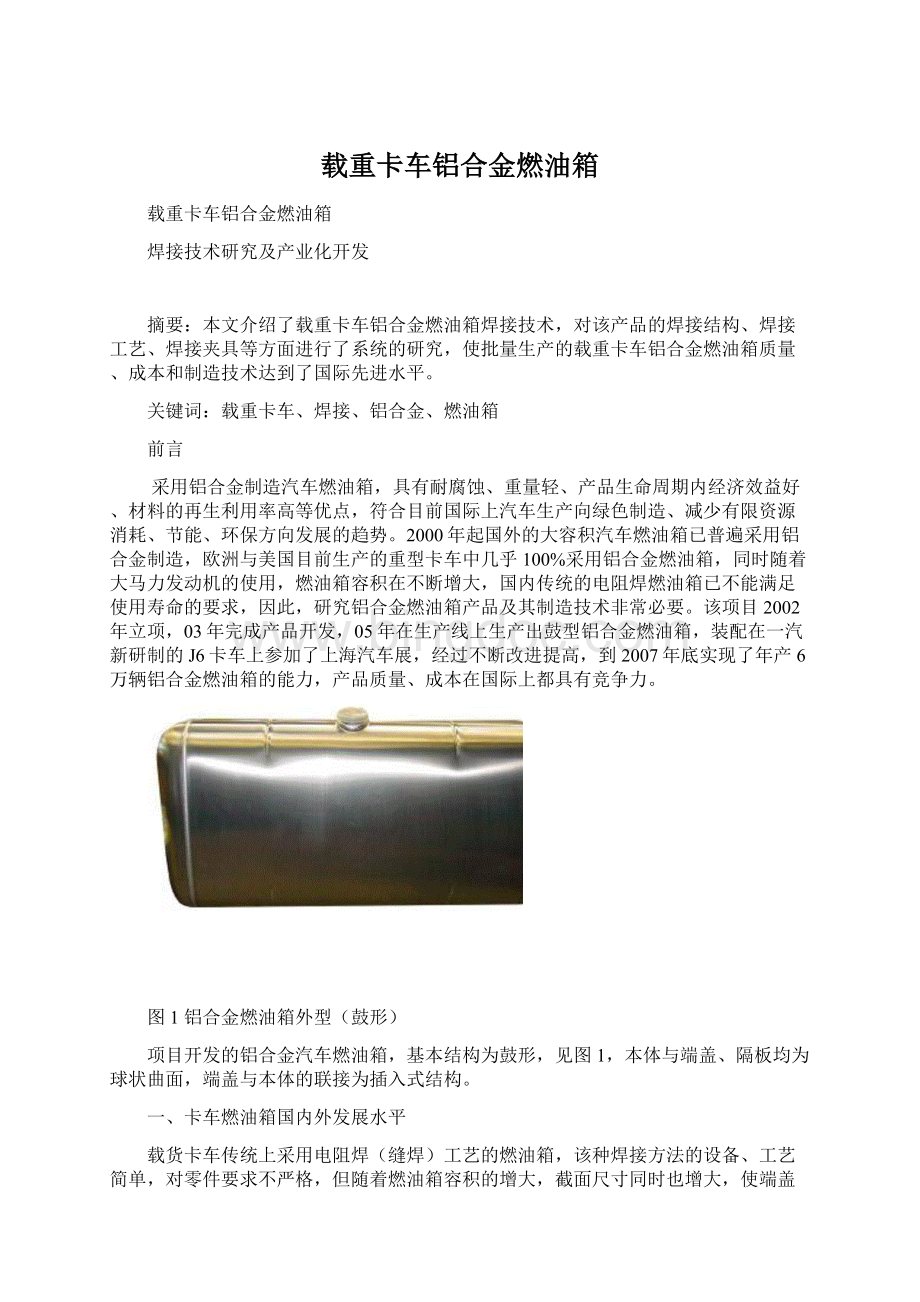
图1铝合金燃油箱外型(鼓形)
项目开发的铝合金汽车燃油箱,基本结构为鼓形,见图1,本体与端盖、隔板均为球状曲面,端盖与本体的联接为插入式结构。
一、卡车燃油箱国内外发展水平
载货卡车传统上采用电阻焊(缝焊)工艺的燃油箱,该种焊接方法的设备、工艺简单,对零件要求不严格,但随着燃油箱容积的增大,截面尺寸同时也增大,使端盖的刚性下降,当燃油箱使用时受到油的冲击,端盖会产生变形,在焊缝处产生一个弯曲的力。
燃油箱下部受到液体的压强较大,弯曲一定次数后会在下部焊缝处产生裂纹。
因此对于大容积,大截面燃油箱的焊接,采用传统的缝焊工艺是不能满足强度要求的。
并且缝焊工艺在大容积燃油箱上应用不能通过强度试验,必须改为对接接头的电弧焊结构。
该种结构的端盖环焊缝工作时主要承受拉应力,燃油箱的刚性也好,寿命会大大提高,但制造难度增加,需要采用自动化焊接才能保证焊接质量,因此很多国外生产的电弧焊结构的燃油箱为圆桶形的,主要原因是方型燃油箱的自动化焊接难度较大,但圆桶形燃油箱不能很好的利用汽车的下部空间,在车上的美观性也不如方形燃油箱。
随着国际上对汽车绿色制造、节能、环保要求的进一步提高,铝合金燃油箱开始投入应用,1980年欧洲生产出了第一只铝合金燃油箱,到2004年欧洲一年生产的铝合金燃油箱多于40万只,容积最大达到1100升,奔驰、MAN公司生产的载货卡车燃油箱已100%采用铝合金制造。
其优点是重量轻,仅为同容积钢燃油箱的40%;不需要油漆,生产过程环保;寿命长,可以达到十年不锈蚀,是同结构钢燃油箱的2倍以上;材料可以再生利用,铝合金燃油箱报废后材料再生利用率在85%以上。
因此国际上载货卡车燃油箱的应用情况是:
中、重型卡车采用铝合金材料,轻型卡车采用非金属材料。
见图2。
图2MAN卡车上装配的带脚踏板大容积鼓形铝合金燃油箱
在燃油箱外形上,到2003年美国只能生产圆形铝合金燃油箱,见图3,但已经着手开发方形的。
韩国至今仍只生产四面为平面只有四个角是圆弧的铝合金燃油箱,只有欧洲开发的铝合金燃油箱大体上是方型,但其所有的面都是曲面,我们称其为鼓形,该形状的燃油箱外形美观、承载时受力状况好。
方形和鼓形燃油箱制造困难的原因是方型燃油箱的自动化焊接难度较大,鼓形燃油箱焊接难度更大,因为要满足焊接质量要求,需要焊枪的姿态随时都要变化,对焊接夹具、零件精度要求也很高。
图3美国卡车生产线上的圆形铝合金燃油箱(装车前带保护膜)
二、产业化开发研究
产品研发完成后,2004年开始进行批量生产铝燃油箱生产准备,产品容积为400升,当时国内没有鼓形电弧焊结构燃油箱(钢、铝)应用的先例,很多问题需要研究解决,并且批量生产要全面考虑产品质量、生产效率、产品成本等各方面因素,在产业化开发中对以下问题进行了试验研究,并开发了专用设备。
1、端盖、隔板成型
端盖与隔板成型采用拉延工艺,不产生压边废料,以提高材料
利用率,隔板上的孔直接冲出来。
端盖收口采用模具收口,经过反复试验研究,解决了四个角出褶的问题后,端盖质量可以满足焊接工艺要求,实现了端盖与隔板的大批量生产。
2、本体折弯、焊接直缝、鼓形截面成型
将尺寸合适的铝板在折弯机上初成型,采用熔化极氩弧焊(MIG焊)自动焊机焊接直焊缝,形成一个近似于方形的筒体。
鼓形的成型难度较大,要保证成型后尺寸稳定,必须使铝板产生一定的塑性变形,根据材料的机械性能,计算得到本体塑性变形量要达到1.5—3%,这样还可以使本体的刚性、强度提高。
经过对各种方案论证,采用了专用设备配模具内胀成型的方案,当产品变化时更换模具即可。
如图4。
图4本体胀型专机(鼓形成型)
采用内胀成型效率高,胀型后尺寸一致性好,可以满足后续的焊接工序要求,生产效率高,设备投资相对较小。
经生产验证该方案是可行的。
3、注油口、放油螺塞孔、油量传感器口加工及装配工序
产品上对这些孔的位置精度要求不是很高,生产中采用油压机压型的工艺加工。
4、隔板装配、压筋
为该工序设计制造了专用设备,采用压筋方式固定隔板可以避免在本体上焊接焊缝,对本体强度有利。
并且生产效率高、成本低,但采用该方案对本体和隔板的尺寸精度,材料强度都要求较高。
如图5。
图5、隔板固定压筋
三、铝合金燃油箱焊接技术研究及产业化开发
铝合金材料的可焊性较差,由于铝具有较强的氧化性,表面形成的Al2O3熔点高达2050°C,在焊接过程中氧化膜阻碍金属之间的结合,容易形成气孔、夹渣。
其较高的导热系数和比热容(比钢大一倍),在焊接过程中大量的热量被传导到金属内部,需消耗较大的热能。
铝的线膨胀系数较大,是钢的两倍,容易产生裂纹及较大的热变形。
焊接技术是铝合金燃油箱开发的难点和核心技术,薄板铝合金封闭结构焊接更困难,因此在产业化过程中要解决以下几方面问题:
①、焊接夹具的铝合金燃油箱定位夹紧问题;
②、铝合金燃油箱注油口薄板焊接工艺问题;
③、铝合金燃油箱薄板封闭结构长焊缝焊接工艺及焊接变形问题;
④、鼓型截面焊缝自动化焊接问题;
⑤、材料成本约占铝合金燃油箱成本的80%,焊接质量不合格将导致材料报废,因此焊接废品率高将使产品没有竞争力。
1、注油口、端盖环焊缝焊接夹具设计
注油口座与燃油箱本体的焊缝是空间曲线结构,并且是壁厚较薄的铝合金板(壁厚分别为1.5mm和2.5mm),非常容易焊穿,。
必须采用机器人与变位机多自由度协调动作才能完成空间焊缝的焊接,经过论证分析确定了由6自由度机器人与2自由度变位机组成8自由度机器人焊接工作站。
燃油箱本体外形尺寸较大,经过焊接直焊缝和整形后,仍然是一个弹性体,整体受力后将产生变形,为此该焊接夹具采用悬臂粱结构,采用燃油箱的注油口座内孔定位,对燃油箱本体和注油口座进行定位和夹紧。
夹具结构情况如图6。
图6燃油箱注油口夹具结构
端盖环焊缝焊接夹具设计的难点是,第一、端盖装配后,被焊零件是一个封闭的整体,定位基准不好找。
第二、鼓形的外形不同于圆形,鼓型燃油箱不好找回转中心,并且外型不是回转面使装卡定位难度很大。
第三、鼓型燃油箱的回转中心与变位机的回转中心很可能不重合,焊接时随着工件的转动,电弧长度不断变化,导致焊接质量不稳定,设备选型和夹具设计时必须解决上述问题。
对于上述问题,经过分析最后确定采用外型定位,两端面夹紧,在不引起燃油箱变形的前提下通过燃油箱本体传递扭转力,以使得端盖环焊缝能够一次焊接完成,还有利于散热,防止在端盖侧焊穿。
鼓型燃油箱不好找回转中心的问题采用焊接机器人与变位机协调动作的方案来解决,因此在生产设备选型时选择了双机器人与变位机三者相互协调动作,使得回转中心变化不会影响电弧的长度,稳定焊接质量。
2、焊接工艺研究
注油口座与燃油箱本体的连接焊缝是空间曲线,注油口壁厚为1.5mm的铝合金板,非常容易焊穿,奔驰样品是手工焊接的,效率低,成本高。
我们采用的机器人自动焊接,采用MIG焊工艺要求焊接速度要快,但由于焊接空间曲线时机器人姿态变化复杂,如焊接速度过快机器人焊枪不容易调整到姿态正确,焊缝成型不好,还容易产生气孔,不能满足燃油箱的密封要求。
因此焊接燃油箱口座的关键是焊接电流、焊接速度、机器人运行姿态的合理匹配。
经过反复研究调试,注油口的焊接质量满足了产品要求,并且焊接效率很高。
注油口与燃油箱本体的连接焊缝如图7。
图7铝燃油箱注油口与燃油箱本体的连接焊缝
环缝焊接的难点是由于环缝的焊接部位是悬空的,而且焊缝长度较长,随着焊接时间的增加焊接区温度不断增加,容易造成焊缝塌陷和焊穿,如图8。
图8塌陷焊缝的正面、背面
造成焊缝塌陷和焊穿的原因主要有以下几个方面:
①、焊接热输入过大,如焊接电流过大或焊接速度较慢;②、端盖与本体配合间隙大,热量传导不均匀,铝合金导热好,本体的热容量大于端盖,当间隙大时电弧热量向本体传递的少,在端盖造成焊缝塌陷和焊穿。
③、端盖由于收口拉延使棱边部位产生厚度减薄,在正常工艺焊接时造成焊缝塌陷和焊穿。
④、燃油箱尺寸径向偏差过大,焊接时电弧长度变化大,当弧长过小时电弧吹力过大,造成焊穿。
⑤、焊枪姿态不正确,尤其是在四个圆角的开始和结束部位,曲率变化大,焊枪姿态调整不合适时会产生成型不好和焊穿。
针对上述问题,在焊接工艺、焊接夹具、被焊零件尺寸精度方面进行了长时间的试验和改进,解决了以上问题。
本体直焊缝、端盖环焊缝外观见图9。
图9端盖环焊缝外观本体直焊缝外观
3、焊缝强度试验
对铝合金燃油箱不同部位的焊缝进行强度试验,静载试验焊接接头强度不低于母材,达到国外同类产品的焊接接头强度,并通过了耐压、强振、道路试验等法规要求的检验。
四、经济与社会效益
经过几年的不断改进提高,一汽目前已形成年产6万只、10多个品种卡车铝合金燃油箱的生产能力,为一汽换代卡车J6等车型配套。
由于目前一汽产品和市场的原因,对铝合金燃油箱的需求量还没达到生产线的设计能力,但是在建线时考虑了这一因素,生产线是柔性的,经过简单的更改既可以生产电弧焊结构钢燃油箱,既充分利用了生产能力,也解决了传统电阻焊钢燃油箱使用寿命低的问题,现在该生产线还生产10多个品种的电弧焊结构钢燃油箱,装配在一汽J5系列卡车上。
铝燃油箱开发生产的意义主要有:
1、采用铝合金取代镀铅钢板制造卡车燃油箱,满足了环保法规要求使用无铅汽油的问题,并提高了整车的技术水平和档次。
2、生产过程环保,材料可再生利用,符合目前国际上汽车生产向绿色制造、减少有限资源消耗、节能、环保方向发展的趋势。
3、产品生命周期内经济效益好,以400升同结构的燃油箱为例,铝合金燃油箱比钢燃油箱售价高300—400元,但铝合金燃油箱比钢燃油箱轻30公斤以上,以目前的公路运费吨公里0.3元、每台车年运行10万公里计算,一年可以多增加收入900元。
再加上铝合金燃油箱寿命比钢燃油箱长一倍以上,报废时回收废铝的收入等,铝合金燃油箱的优势更加明显。
4、耐腐蚀性好,铝合金燃油箱可以保证十年不锈蚀,可以做到与整车相同寿命。
5、铝合金燃油箱自2005年投产以来,产量逐年增加,该生产线还满负荷生产电弧焊结构钢燃油箱,生产企业每年可以获得一定的效益。
并且铝合金燃油箱的价格仅为国际市场的三分之一到二分之一,有出口进入国际市场的前景。
五、结论
1、本项目开发的400升铝合金燃油箱,比同结构镀铅钢板燃油箱重量轻30公斤以上,仅为镀铅钢板燃油箱重量的约40%。
且铝合金燃油箱结构简单合理,制造工艺简化,通过产品性能检验及道路试验,本项目研发的铝合金燃油箱,技术指标达到国外同类先进产品的水平。
2、通过项目试验研究,设计开发了新型鼓式铝合金燃油箱生产线,完成了材料开发、试验验证工作,掌握了铝合金燃油箱制造的关键技术。
3、通过产业化开发,掌握了鼓式铝合金燃油箱成型、隔板压配、胀型、焊接等成套技术。
该技术还移植到同结构的钢燃油箱的生产中,解决了传统电阻焊结构大容积燃油箱寿命低的问题。
4、开发了适合大批量生产的鼓形密闭结构薄板铝合金焊接技术,在焊接夹具、焊接工艺、机器人协调动作自动焊接技术方面都有一定的创新,在国内最早自行大批量生产出鼓式铝合金燃油箱,产品技术水平处于国际先进水平。
5、生产线适合中国国情,有较好的投资回报率。
批量生产的铝合金燃油箱具有较好的性价比,在国际市场具有竞争力。
 升级会员
升级会员 