火电厂设备及管道保温外护示范施工工艺.doc
《火电厂设备及管道保温外护示范施工工艺.doc》由会员分享,可在线阅读,更多相关《火电厂设备及管道保温外护示范施工工艺.doc(6页珍藏版)》请在冰点文库上搜索。
火电厂设备及管道保温外护示范施工工艺
1质量要求
1)样式一致统一,表面无划痕;
2)折变板棱角明显,无明显圆弧过渡现象;
3)加筋距离均匀,筋勒样式一致;
4)压缝紧密,无翘口现象;
5)表面平整、圆弧过渡圆滑,波纹对接整齐,铆钉间距均匀。
2控制措施
2.1总体部分
1)在同一工程点上,保温开工前应对保温外护样式进行统一规划,针对外护材料类别、设备管道类别、特殊部位进行分类,同一类型应采用同一种工艺方案;
2)外护材料下料应在干净地毯上进行,断料采用剪板机,折边采用折边机进行;
2.2大面外护(水冷壁、电除尘仓体、烟风道)
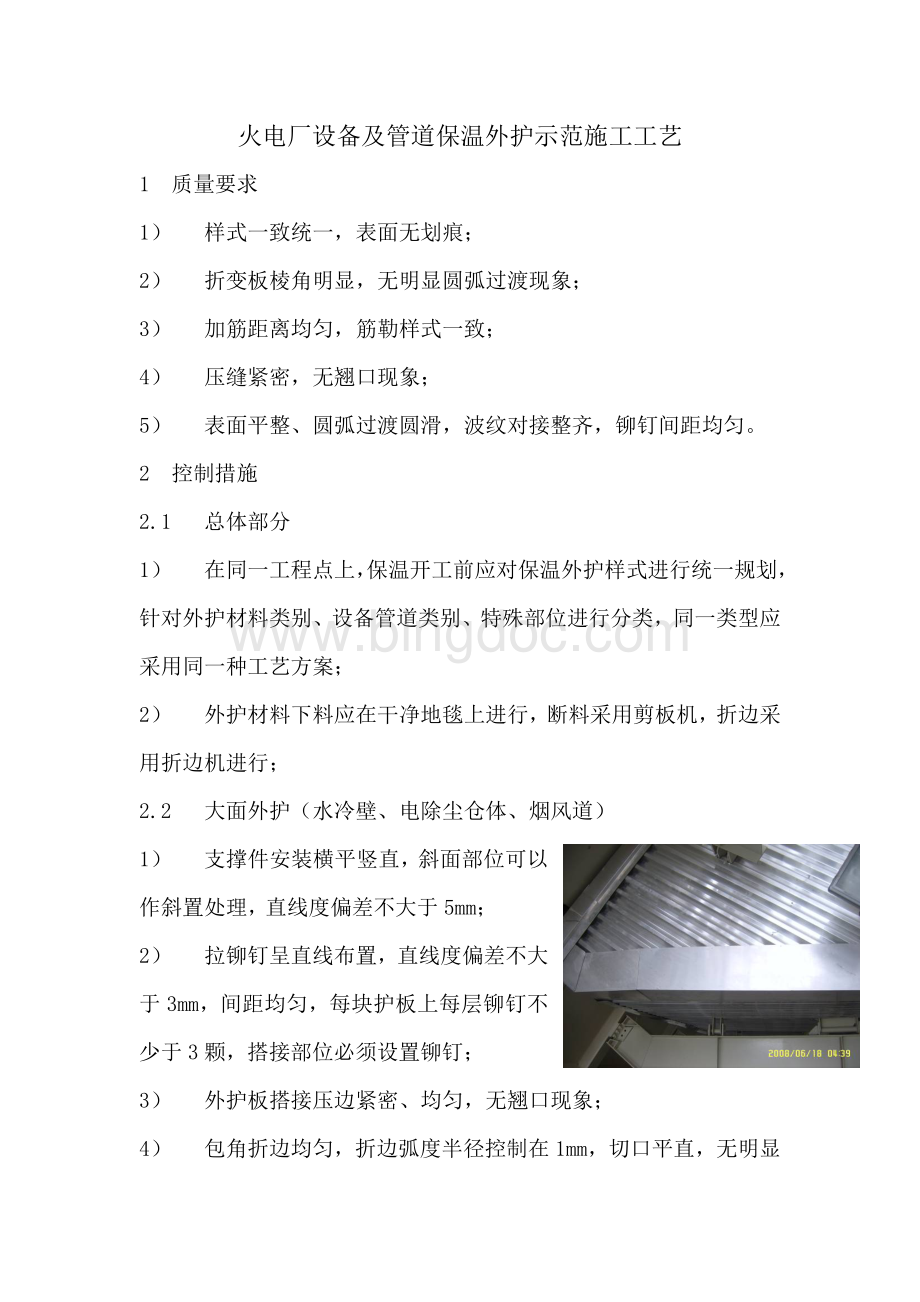
1)支撑件安装横平竖直,斜面部位可以作斜置处理,直线度偏差不大于5mm;
2)拉铆钉呈直线布置,直线度偏差不大于3mm,间距均匀,每块护板上每层铆钉不少于3颗,搭接部位必须设置铆钉;
3)外护板搭接压边紧密、均匀,无翘口现象;
4)包角折边均匀,折边弧度半径控制在1mm,切口平直,无明显波浪;
2.3管道外护
1)管道外护无论采用平板、单筋、双筋或轧花工艺,必须工艺统一;
2)管道外护径向接口部位应背对临近走道,外护搭轴向接口平齐,缝隙小于0.5mm,同等管径弯头外护分片相等;
3)外护径向接口应在同一直线或圆弧上,拉铆钉均匀布置,同样成直线或圆弧;
4)外护运输应人工装卸运输,立式存放;
5)铝皮外护收紧扎带应采用织物,宽度不小于10mm;
6)外护安装后两端周长偏差不大于1mm,无大小头现象,相临平行管道外护安装后应保持平行,不允许有弯曲、局部鼓起等现象;
2.4支吊架节点处理
1)支吊架管部应采用统一外护罩壳形式,根据支吊架大小划分罩壳大小级别,统一罩壳形式、尺寸;
2)支吊架罩壳与外护面板配合紧密,间隙不大于1mm;
3)对称支吊架,罩壳标高一致,偏差小于1mm;
4)罩壳制作应棱角分明,折边均匀,折边弧度半径控制在1mm,切口平直,无明显波浪;
2.5阀门罩壳
1)阀门套应现场单个逐一测量安装,阀门套与接管外护间隙1mm长度不超过圆周50%,局部最大间隙不超过3mm;
2)阀门套表面应清洁、无划痕;
3)阀门套螺栓长短一致、朝向一致;
4)阀门套安装就位后,其轴线应与管道轴线重合,端面与轴线垂直;
 升级会员
升级会员 