塑料工艺文件Word格式.docx
《塑料工艺文件Word格式.docx》由会员分享,可在线阅读,更多相关《塑料工艺文件Word格式.docx(10页珍藏版)》请在冰点文库上搜索。
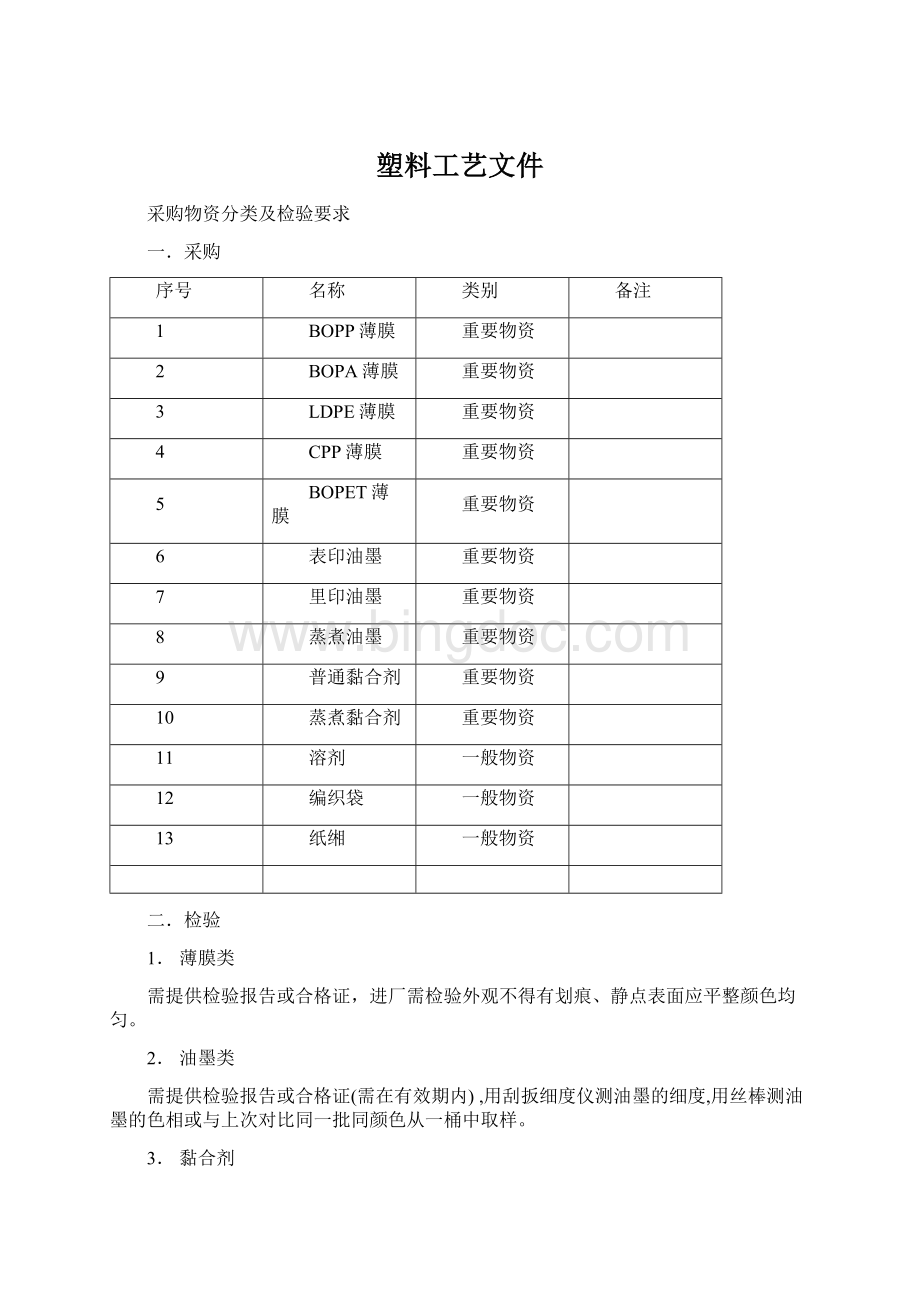
普通黏合剂
10
蒸煮黏合剂
11
溶剂
一般物资
12
编织袋
13
纸缃
二.检验
1.薄膜类
需提供检验报告或合格证,进厂需检验外观不得有划痕、静点表面应平整颜色均匀。
2.油墨类
需提供检验报告或合格证(需在有效期内),用刮扳细度仪测油墨的细度,用丝棒测油墨的色相或与上次对比同一批同颜色从一桶中取样。
3.黏合剂
需提供检验报告或合格证,外观应透明微黄不得有沉淀物。
4.溶剂
外观均匀透明无杂志沉淀。
5.包装物
无破损
采购物资检验表
ZJ/JL-8.2.4-04年月日
数量
检验项目
要求
实际
判断
检验员
ZF—250型号中封制袋机
一、操作须知:
1.机器开动前需将机器擦净,加油润滑,认真检查各部位有无松动,台面及齿轮有无异物。
2.基材穿行路线按规定执行,基材本身应无折。
3.工作中保持蕺菜平整运行,发现平行失准应及时调整。
二、电气操作:
合上1k接通电源,将电子调节器设定纽按设定温度调整好,合上电热开关2k,加热开始,电子调节器运行,自动控制加热温度,达到工作温度,接1QA使直流电机低速启动逐渐升至工作速度,按2QA开动风机可开始工作,停机时先关闭2k再将直流电机降速后按1TA即可停机。
三、维护保养:
1.每班应向链条、链轮加注机油2-3次,每月2-3次向开式齿轮传动的齿面加润滑脂。
2.工作中有异响应立即停机检查.。
W2D—420全自动制袋机
1.清除机床上各种异物。
2.机床各部位分油杆,联动杆与轴套传动齿轮、齿条、链轮、链条、滑板、滑快、丝杠与轴套,花键合凸轮等加注润滑油
3.热电偶通电加温并保持温度相对恒定。
.
4.开车前仔细检查整机各部件,开车进行空运转试验工作节拍30次/分,逐渐升高到120次/分,注意异常情况。
5.接通冷却水源。
6.将制袋膜安装于上料辊中心位置。
7.按规定穿料。
8.将制袋参数输入定长系统,开低速进行试运转。
9.检查输入袋长合实做袋长,要求输入袋长合实做袋长误差在±
1mm以上。
10.按电动在橡胶辊不转动时,调整切入位置。
11.调整光电头位置及灵敏度。
12.调整对切中心与台面基本。
13.开启跑偏控制器调整光电边线跟踪固定上下两光电头。
14.调整对切之薄膜前后及左右重叠。
15.调整手轮使张力辊处于中间位置。
16.如薄膜粘性过大可加玉米粉或淀粉作成润滑。
FD—350/600多功能微机控制封剪机
一.操作须知
1.上控制挡片电位器元器件操作者不可随意调整
2.将料膜放在料轴上固定,按规定穿好膜料
3.生产空白袋时,按实际袋长预制,检查实际控料长度进行调整
4.生产印刷袋时,按实际袋长减10毫米,提前数置袋长,提前数一般为2~3毫米
5.打开总电源开关,电热开关,温控仪功能开关拨在设定挡,设定所需温度。
再将功能开关拨在测量挡.待温度升高到所需温度后将主电机启动,打开微机电源开关,旋动主机调整旋纽,使主电机升速到需要转速,然后按复位键,清零键.
6.按正反转键,将料膜拉到切口位置,选择各工作方式开关.将检测方式开关拨到慢检测一挡.
7.调节光电检测点纵横位置,选好检测色标,调整光电检测的灵敏度,紧固手轮.
8.调整热封一,热封二和冷压装置的工作位置,使之重合.
9.按运行键,整机开始工作,观察光电检测点与色标的距离,一般为2~3毫米.如超过可增大提前数.反之减少.
10.将微机控制箱的慢检测/快检测开关拨到快检测挡位.开始正常工作.
二.维护和安全
1.润滑处定期注油
2.保持扒器清洁特别是热封刀工作面,注意聚四氟乙烯布,如破损及时更换.
3.切入热封刀不应有异物,严禁手伸入.
4.切入滑轨处不可松动.
5.调整切刀时,不能使切刀相撞刀刃钝时应拆下磨
6.操作动作用力适中不得野蛮操作
7.电器控制箱不得重压敲打受潮震动严禁工作中或未关电源触摸集成电路
8.穿料时应使料绷紧土无松弛封刀压力大小随袋厚传热性及工作速度而定
AYDF-600-1100型凹版彩色印刷机
一.印前准备
在印刷机组上装好印版,辊筒和刮墨刀用油石修磨,墨刀刃口操纵刮墨机构使墨刀与版面保持70度左右,紧贴于版辊分别在放料机组和收料机,组装好薄膜卷和收料卷筒展开料膜,并按规定穿好卷好卷在料筒上,操纵压印辊筒牵引机构压辊和张紧导辊初步压紧料膜,低速起动主电机,料膜行走中调整牵引机构收料机构和放料机构的恒力矩装置,使张力适当,印刷和收料速度同步启动,墨泵在墨斗中灌上油墨油墨升高墨斗让版辊半浸入墨中,打开烘箱开关,使加热和鼓风正常。
二.试印调整
低速试印操纵版辊调节机构使套印准确,操纵后辊机构使油墨充分传印到料膜上,直到获得清晰图案操纵刮墨机构,提高刮墨效果使图案空白部分清洁,适当调整放料机构,收卷机构和牵引的恒张力装量,使张力适宜,工作正常可逐渐提高印刷速度。
三.维护保养
各润滑点加注润滑油,运转中经常检查各轴承温度停机必须将墨斗下降,升上后印辊筒,退出刮刀擦洗版辊,刮刀,长期停机应在各导辊表面浇上防锈油。
GF600/1100型节能高速干法复杂机
一.操作
1.开机前应仔细检查机器有无异常。
2.按规定将基料穿好,基料不应有皱折。
3.起动要慢,停车先降速,基材行走时保持适当的张力,尤其使二基料的张力相协调,注意调整磁粉的输入电流。
4.注意调整放料及各微动导辊的斜度以消除斜向皱纹,保持各固定导辊的平行度。
5.空车转动网纹辊使上胶辊带上一层均匀的胶水,二者表面不得粘上油脂,遇干的胶水应将其溶化或擦除,禁用硬器铲利。
6.经常调整料轴轴向位置,使基料行走适中,换基料应减速停车并用后敏胶带使其首尾相接。
7.掌握烘箱温度,车速,胶水三者关系以控制复合牢度,烘箱温度高,车速应快些,保持溶剂挥发干净,胶水应充分搅匀,随配随用,溶剂加入量视天气而调整,复合后料筒应熟化48小时。
8.注意影响复合质量的因素,将胶量大小,将胶均匀性,复合辊后力大小,后辊两侧后力一致性,烘箱温度及热鼓温度。
三.维护
1.机械润滑各印位应及时加注润滑油。
2.保持整机清洁。
3.网纹辊,上胶辊,复合热鼓及复合后辊不应粘土杂质,不得与硬物接触,碰撞。
4.防止胶水过量到处流,随时擦净清除。
5.定期清除传动防护罩壳及烘道门窗内尘埃,杂质。
DFQ600----1300型电脑控制分切机
一.操作
1.将原料装入卷轴固定,按规定穿到收卷轴并固定。
调整上收卷轴右侧手轮使膜保持一定的初始张力。
2.将光电眼移至所要跟踪的料膜的边,线附近。
调整光电眼位置,角度,使照射在料膜上的光斑为最小,一般光电眼头距跟字处的垂直距离10~15毫米。
3.调节光电眼上旋纽,使料膜边,线在光点左右移动时红色指示灯闪烁。
4.纠偏调到自动位置,拉出膜片,根据所切幅度确定切刀位置,距离,装入刀片使上切刀紧贴下切刀。
5.拉出收卷轴,装入低管并合理定位,用胶带把膜粘好,将初切的废边放入风管内或绕在废边收卷轴上,打开风机。
6.慢速启动主机,无异常后再加快主机速度。
7.注意调整自动张力,使膜带张力适当。
8.根据原料调整放卷张力,使之无卡阻又无松滞。
二、维护
1.机器各润滑部位及时加油。
2.保持机器整洁。
成品包装运输贮存规定
1.包装
一般采用低箱内衬牛皮低或蒲膜进行包装,也可与顾客商定。
2.运输
运输时,应防止机械碰撞或接触锐利物体,轻装轻卸,同时应避免日晒雨淋,保持包装完好及品不受污染。
3.贮存
产品应贮存在清洁,干燥通风,温度适宜的库房,距热源不少于1米,不得堆放过高,产品贮存期自生产日起不得超过一年。
软包装密封试验机
1.操作程序
电源线接通电源→扳开电源开关关上电→系统待机→设置试验真空空度→设置真空保持时间→按“停止”键锁定时间设制→打开真空罐上盖放入试摔→盖妥真空罐上盖→按“启动”键启动试验(试验完成,启动反吹或试验中止,手动反吹)→按“停止”键返回待机状态→打开真空罐取出试样,置入上一个试样准备下次试验。
2.试验中出现下列情况时,操作程序
a.尚未达到认定的真空度,但试样已破裂
b.达到设定的真空度,但未完成或保持时间
按“停止”键→按“反吹”键→电子真空开关显示为“00”或接近于“00”后,按“停止”键→反吹,返回待机状态→取出试样记载试验情况→进行下一个试验。
3.维护保养
a.定期观察后缩空气进气端调压,过渡器状态,在水时指压排室
b.定期清洗真空罐至十字形按管段的过滤器,避免因堵塞造成的真空度达到困难
c.保持仪器及囝边环境清洁
d.及时更换真空罐因检验造成的不水液保持清澈,便于观察。
拉力试验机
1.运行步骤
上电→提示屏→主屏幕→选择试验项目→设置试验参数→返回主屏幕→启动试验待机→装关试样→启动试验→试验定成自动停机→关头自动复位→显示试验参数,试验结果→试验线→统计打印→关电源
2.下降过程中,须认真观察上关头与试样之间的距离,在该距离小于15毫米时,应迅速按“停止”键停止下降,防止夹头顶撞事故
a.试验结果,切断电源
b.保持机器清洁,非试验时间,应覆盖防尘布。
工艺检验规程
本规程规定3BOPP/LDPE复合膜袋,BOPA/LDPE复合膜袋,耐蒸煮复合膜的工艺控制要求。
一.分切
根据印刷品尺寸安排分切尺寸,偏差土1毫米,分切重量按标定重量的百分比计算
质量要求1。
尺寸准确无误2。
膜面平整3。
膜边无卷口4。
分切后薄膜两边不卷边5。
张力要适当
二.印刷
根据顾客的样品,领取相应的版辊,选择相应的颜色,如无合适的颜色,需配色,配色由专人负责,选好的色相或配色按印刷性质次序排列,印刷张力,根据印品选择合适的电流
一般在0。
2----2A包括张力,收卷,稀释剂按所印印品选择,一般为甲苯,异丙醇乙酸,乙酯
印刷出的试样(首件)需与质控部门核对无误后方可或批印刷,首件检验需在随工单上鉴字。
印刷中操作者应加强自控,发现问题及时停机处理。
张力要适当印膜要平整,2。
印品必须干燥彻底3。
印品整齐
三.复合
根据顾客要求选择合适的复合材料,根据复合材料材质,种类选择相应的粘合剂,一般是:
(单组伤复合胶,为组伤复合胶,耐蒸煮胶)复合张力根据复合材料选择合适的流质,一般为0。
2——2A,包括放卷,收卷。
温度控制根据复合材料一般在70~120℃粘合剂胶液浓度按复合材料的不同控制在40~50%
复合半径根据顾客样品要求填在随工单上
复合中需将复合料沿摸向材料截取10厘米左右一段,放到平面上,不得有翘曲,下弯,不得轻易撕开,为合格,操作者自检,如解决不了应停机反应,合格不再记录,遇问题可记录在随工单上。
质量要求
1.张力要适当
2.温度控制适当
3.复合平整,整齐
四.熟化
根据不同产品要求,需进行熟化的执行工序
熟化温度:
60~70℃
熟化时间24~48小时
产品上需带鉴,标明入熟化室时间相对应的标号
蒸煮产品在印刷工序后需进行熟化参数按上过执行。
五.再分切
卷材交货的需再分切,按顾客要求尺寸进行分切,控制在±
1mm之间。
卷材半径一般是13厘米,如顾客提出特殊要求,按顾客要求进行包装,一般为偏以袋,塑膜和低箱。
质量要求职
1.分切平整
2.张力适当
3.尺寸准确
六.制袋/包装
按顾客提供样品进行成型及尺寸控制,尺寸控制执行成品控验规程
上/下边距切边尺寸按顾客要求执行控制在±
1mm之间
根据不同的材料选择合适的热封温度,一般在100~200℃之间
有刺口要求的,按顾客图样进行相应的刺口按顾客要求包装,一般为偏以袋,低箱
质量要求
1.数量准确
2.或型尺寸准确
3.包装平整,热封面牢固平整
佳美公司随工单
SJ/JL——7。
5。
1——01填单人No
1.印品名称:
薄膜名称:
2.分切成膜尺寸:
(厘米*厘米*微米)
3.分切尺寸:
宽件,约米
4.分切重量:
5.薄膜厂家:
6.分时间:
7.机号:
分切人:
质量要求:
a.尺寸准确无误
b.膜面平整
c.膜边无缺口
d.分切后薄膜两边不卷边
e.张力要适当
f.填写要及时正确
二.印刷
1.印刷名称:
薄膜名称:
2.薄膜(长×
宽×
)
 升级会员
升级会员 