关于FANUC系统PMC的介绍.doc
《关于FANUC系统PMC的介绍.doc》由会员分享,可在线阅读,更多相关《关于FANUC系统PMC的介绍.doc(3页珍藏版)》请在冰点文库上搜索。
关于FANUC系统PMC的介绍
2006-4-716:
51:
00 赖洪波 供稿 收藏
简单地说 ,FANUC 系统可以分为两部分 :
控制伺服电动机和主轴电动机动作的系统部分和控制辅助电气部分的 PMC 。
PMC 与 PLC 非常相似 , 因为专用于机床 , 所以称为可编程序机床控制器。
与传统的继电器控制电路相比较 ,PMC 的优点有 :
时间响应快 , 控制精度高 , 可靠性好 , 控制程序可随应用场合的不同而改变 , 与计算机的接口及维修方便。
另外 , 由于 PMC 使用软件来实现控制 , 可以进行在线修改 , 所以有很大的灵活性 , 具备广泛的工业通用性。
FANUC 0系统使用的 PMC 有 PMC-L 和 PMC-M 两种型号 , 它们所需硬件不同 , 性能也有所区别 。
PMC-M 需要一块专门的电路板 , 地址范围也有所扩大 , 使用时请注意。
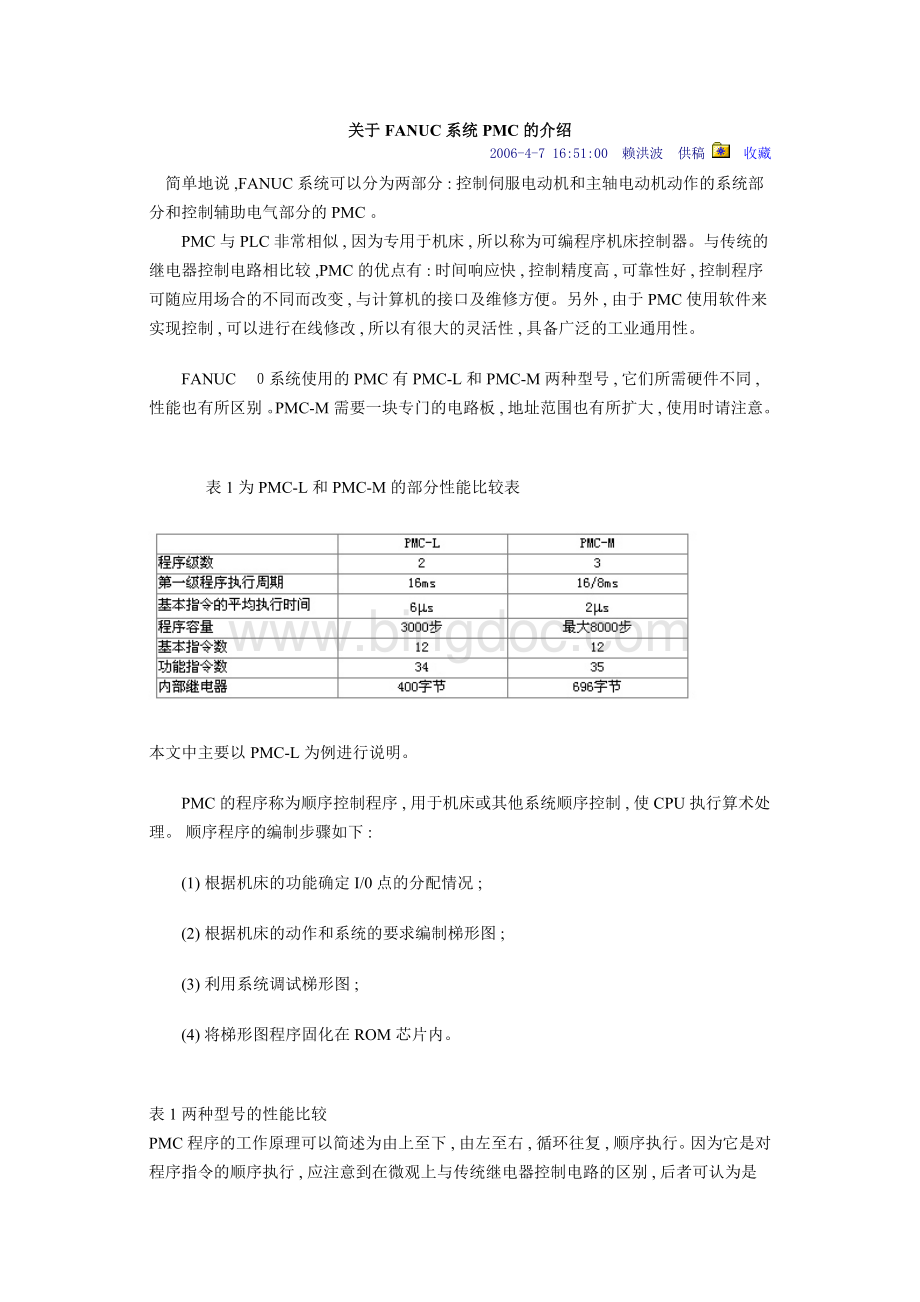
表 1 为 PMC-L 和 PMC-M 的部分性能比较表
本文中主要以 PMC-L 为例进行说明。
PMC 的程序称为顺序控制程序 , 用于机床或其他系统顺序控制 , 使 CPU 执行算术处理。
顺序程序的编制步骤如下 :
(1) 根据机床的功能确定 I/0 点的分配情况 ;
(2) 根据机床的动作和系统的要求编制梯形图 ;
(3) 利用系统调试梯形图 ;
(4) 将梯形图程序固化在 ROM 芯片内。
表 1 两种型号的性能比较
PMC 程序的工作原理可以简述为由上至下 , 由左至右 , 循环往复 , 顺序执行。
因为它是对程序指令的顺序执行 , 应注意到在微观上与传统继电器控制电路的区别 , 后者可认为是并行控制的。
以图 1 、图 2 两个电路为例 , 在 A 触点接通以后 ,B 、 C 线圈会有什么动作 ?
如果是继电器电路 , 可以认为是并行控制 , 动作与电路的分布位置无关 , 图 1 、图 2 的情况相同 , 均为 B 、 C 先同时接通 , 而后 B 断开。
如果是 PMC 程 序的话 , 那么两图的情况会有所不同。
在图 1 中 , 与继电器的情况相同 ,B 、 C 先接通 , 而后由于 C 的接通断开B。
在图 2 中 , 按顺序执行的话 , 却只有 C 接通 , 因为 C 的接通使 B 线圈不能接通。
在实际运用中 , 图 1 中的 B 线圈可以用作输入信号 A 的上升沿脉冲信号。
B 的接通时间只有一个循环周期。
PMC 顺序程序按优先级别分为两部分 :
第一级和第二级顺序程序。
划分优先级别是为了处理一些宽度窄的脉冲信号 , 这些信号包括紧急停止信号以及进给保持信号。
第一级顺序程序每 8ms 执行一次 , 这 8ms 中的其他时间用来执行第二级顺序程序。
如果第二级顺序程序很长的话 , 就必须对它进行划分 , 划分得到的每一部分与第一级顺序程序共同构成 8ms 的时间段。
梯形图的循环周期是指将 PMC 程序完整执行一次所需要的时间。
循环周期等于 8ms 乘以第二级程序划分所得的数目 , 如果第一级程序很长的话 , 相应的循环周期也要扩展。
在 PMC 顺序程序中 , 为了提高安全性 , 应该注意使用互锁处理。
对于顺序程序的互锁处理是必不可少的 ,然而在机床电气柜中的电气电路终端的互锁也不能忽略。
因为 , 即使在顺序程序上使用了逻辑互锁 ( 软件), 但当用于执行顺序程序的硬件出现问题时 , 互锁将失去作用。
所以 , 在电气柜中也应提供互锁以确保机床的安全。
PMC 顺序程序的地址表明了信号的位置。
这些地址包括对机床的输入输出信号和对 CNC 的输入 / 输出信 号、内部继电器、计数器、保持型继电器、数据表等。
每一地址由地址号 ( 每 8 个信号) 和位号 (0 到 7) 组成。
可在符号表中输入数据表明信号名称与地址之间的关系。
地址有以下种类 , 不同类别地址符号也不相同。
X:
由机床至 PMC 的输入信号 (MT → PMC)
Y:
由 PMC 至机床的输出信号 (PMC → MT)
F:
由 NC 至 PMC 的输入信号 (CNC → PMC)
G:
由 PMC 至 NC 的输出信号 (PMC → CNC)
R:
内部继电器
D:
非易失性存储器 ;
FANUC O 系统提供专用操作面板 , 使用时面板的按键和 LED 通过地址 G 、 F 与 PMC 进行通信 , 此时不能使用输入地址 X20 、 X22 和输出地址 Y51, 因为它们被面板用于对按键和 LED 进行扫描。
另外 , 此时应在编辑顺序程序时的参数设定中选择使用操作面板。
PMC 的地址中有 R 与 D, 它们都是系统内部存储器 , 但是它们之间有所区别。
R 地址中的数据在断电后会丢失 , 在上电时其中的内容为 0 。
而 D 地址中的数据断电后可以保存 , 因而常用来做 PMC 的参数或用作数据表。
通常情况下 ,R 地址区域 R300-R699 共 400 字节。
应注意 ,D 区域与 R 区域的地址范围总和也是 400 字节。
此时在 R 地址内为 D 地址划分出一定范围。
比如 , 给 D 地址定义出 200 个字节 , 那么它们的地址范围为 D300-D499, 而此时 R 地址的区域为 R500-R699。
我们必须在编辑顺序程序时在参数设定中为 D 地址的数目做出设定。
在 PMC 顺序程序的编制过程中 , 应注意到输入触点 X 不能用作线圈输出 , 系统状态输出 F 也不能作为线圈 输出。
对于输出线圈而言 , 输出地址不能重复 , 否则该地址的状态不能确定。
到这里 , 还要提到 PMC 的定时器指令和计数器指令 , 每条指令都要用到 5 个字节的存储器地址 , 通常使用 D 地址 , 这些地址也只能使用一次而不 能重复。
另外 , 定时器号不能重复 , 计数器号也不能重复。
PMC 的指令有两类 :
基本指令和功能指令。
基本指令只是对二进制位进行与、或、非的逻辑操作; 而功能指令能完成一些特定功能的操作 , 而且是对二进制字节或字进行操作 , 也可以进行数学运算。
本文对 FANUC 系统 PMC 程序编程的一些基本概念进行了简单的介绍 , 希望对用户有所帮助。
更详细的资料请参看 FANUC 的 PMC-L 编程手册。
 升级会员
升级会员 