大唐多伦项目与神华包头项目神华宁煤项目对照表文档格式.docx
《大唐多伦项目与神华包头项目神华宁煤项目对照表文档格式.docx》由会员分享,可在线阅读,更多相关《大唐多伦项目与神华包头项目神华宁煤项目对照表文档格式.docx(12页珍藏版)》请在冰点文库上搜索。
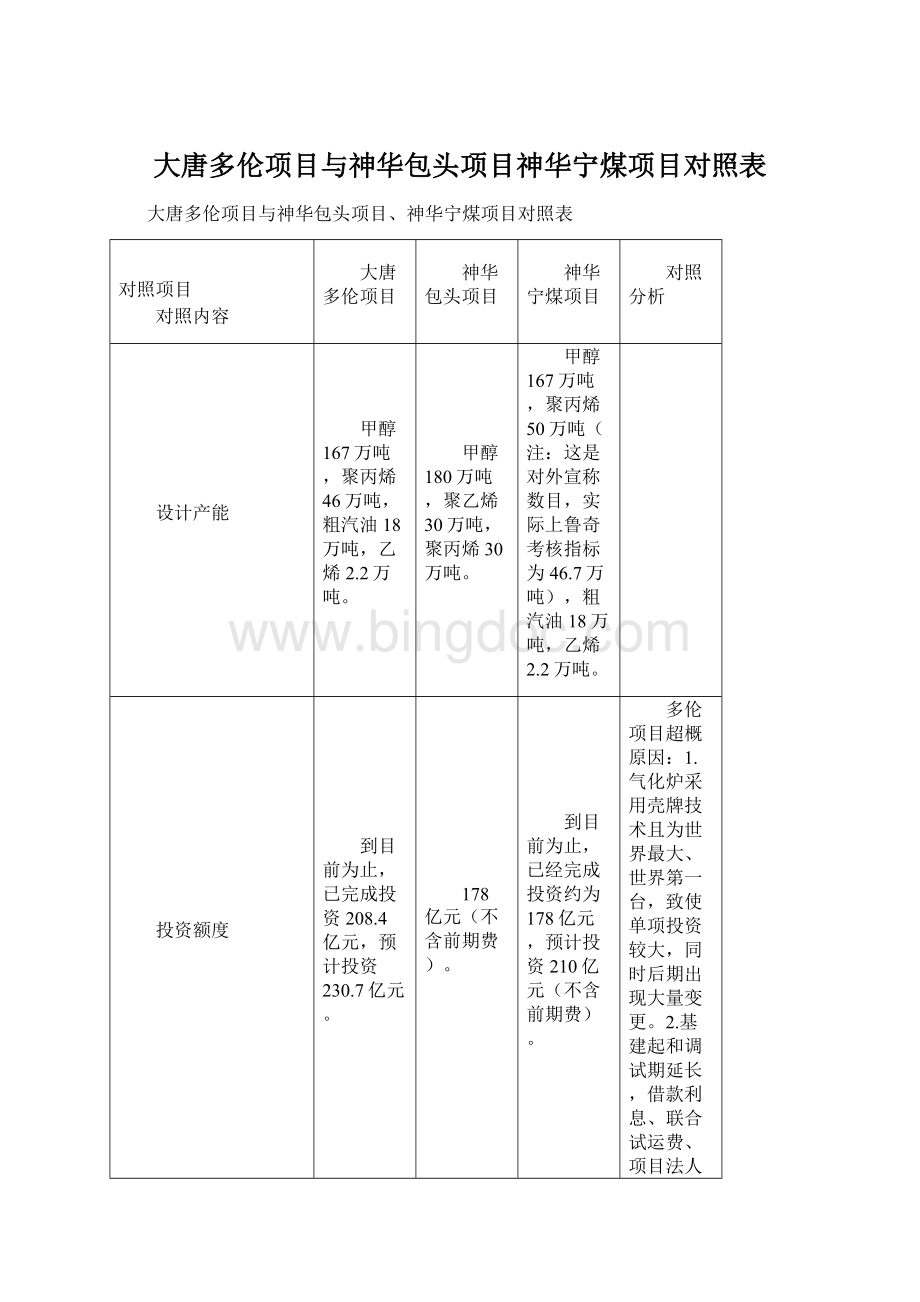
178亿元(不含前期费)。
到目前为止,已经完成投资约为178亿元,预计投资210亿元(不含前期费)。
多伦项目超概原因:
1.气化炉采用壳牌技术且为世界最大、世界第一台,致使单项投资较大,同时后期出现大量变更。
2.基建起和调试期延长,借款利息、联合试运费、项目法人管理费超概。
3.多伦地处偏僻,项目无依托,增加铁路专用线建设等辅助系统投资。
4.多伦项目设备采购期基本在2009年以前完成,国家增值税转型动产增值税的留抵政策只享受到3.5亿元,与包头、宁煤项目相比少10亿元以上。
设计煤种
采用褐煤,设计煤种发热量约为3400大卡。
设计煤种发热量为6722大卡。
设计煤种发热量为6000~7000大卡。
多伦项目采用劣质褐煤,符合近期国家发改委限制煤化工项目的要求:
1.新上甲醇项目的年产能须在100万吨以上,并重申在煤炭调入省份、缺水和环境容量不足的地方严格限制煤化工发展。
2.煤化工原料将以高硫煤与褐煤为主。
核心
技术
及
工艺
路线
气化装置
煤气化装置采用荷兰壳牌粉煤气化技术。
3台六喷嘴气化炉,无备用炉。
每台炉入炉干基煤为2870t/d。
煤气化装置采用美国GE公司水煤浆加压气化技术。
设计5开2备,共7台气化炉.
每台气化炉投煤量约为1500t/d。
煤气化装置采用西门子GSP气化技术。
设计4开1备,共5台气化炉。
每台炉投煤量为2000t/d。
多伦项目的气化炉无备用,是影响长周期稳定运行的致命缺陷。
下一步将研究解决方案。
净化装置
变换技术采用国内比较成熟的技术:
五环设计院开发的工艺包技术。
低温甲醇洗采用德国鲁奇“三合一”工艺包。
虽然低温甲醇洗技术比较成熟,但是大唐多伦项目低温甲醇洗设计成单系列。
硫回收装置采用德国鲁奇公司两级氧化克劳斯工艺。
低温甲醇洗采用Linde公司低温甲醇洗工艺技术,本装置分为双系列。
硫回收装置采用山东三维公司的部分燃烧法工艺技术。
变换装置采用德国鲁奇“五合一”工艺包。
低温甲醇洗采用德国鲁奇“五合一”工艺包。
硫回收装置采用德国鲁奇“五合一”工艺包。
甲醇装置
甲醇合成采用德国鲁奇“三合一”工艺包,甲醇合成技术相对来说比较成熟。
甲醇合成装置采用英国Davy公司技术。
甲醇合成采用德国鲁奇“五合一”工艺包。
甲醇制
烯烃装置
MTP(甲醇制丙烯)采用德国鲁奇“三合一”工艺包,此项技术是鲁奇公司的核心技术,而且工业化放大倍数较大,可能存在风险。
烯烃分离技术采用德国鲁奇工艺包。
虽然烯烃分离装置技术很成熟,但因鲁奇公司没有这方面的相关经验,如果采用德国鲁奇工艺包也存在风险。
有这方面的经验的大公司如:
ABBLummus、SW和KBR公司。
甲醇制烯烃装置采用中科院大连化学物理研究所、中石化洛阳石油化工工程公司、陕西新兴煤化工科技三方共同研究开发的DMTO专利技术。
烯烃分离装置采用ABBLummus前脱丙烷后加氢、丙烷洗工艺技术。
MTP(甲醇制丙烯)采用德国鲁奇“五合一”工艺包。
聚烯烃
装置
聚丙烯装置采用美国陶氏化学公司气相法丙烯聚合技术。
聚乙烯装置采用Univation公司UNIPOL工艺技术。
聚丙烯装置采用ABB聚丙烯工艺。
设计院选择
本项目总体设计院是五环设计院。
空分装置、气化装置、净化装置和MTP装置都是由五环设计院完成。
聚丙烯装置基础设计由日本东洋设计院设计,详细设计由五环设计院设计。
本项目总体设计院是天辰工程。
空分装置和气化装置是由天辰设计院负责。
净化装置是由五环设计院负责。
甲醇装置由成都化八院负责。
甲醇制烯烃装置由洛阳设计院负责。
烯烃分离装置由上海石化设计院负责。
聚乙烯装置由宁波工程公司负责。
聚丙烯装置由上海石化设计院负责。
本项目总体设计院是寰球工程。
气化装置由山西二院负责设计。
净化装置、甲醇装置、MTP装置和PP装置都由寰球工程公司负责设计。
关键
里程碑
进度
2005年6月30日,内蒙古自治区建设厅以内建规[2005]155号文(《关于大唐国际多伦年产46万吨煤基烯烃项目选址的批复》)的形式批准了本项目选址位置,即位于内蒙古多伦县。
2005年7月8日,在项目选址处举行奠基仪式。
2006年6月1日,气化装置破土动工。
2007年5月,净化、甲醇、MTP和聚丙烯装置开始进驻施工单位,进行土建施工。
2009年11月18日,聚丙烯装置二线系统流程打通。
2010年10月18日,3#气化炉打通流程。
2011年1月15日,MTP装置反应系统一次投料成功。
2011年1月18日12点30分,2#气化炉六个烧嘴投入正常运行,装置于19点20分停车,系统平稳运行8小时,完成了水冷壁的挂渣工作。
从2006年12月11日国家发改委核准立项,到2010年10月31日生产出合格的PP、PE产品,共历时46个月。
2006年6月完成试验,2006年8月在北京通过技术成果鉴定,工厂在工业试验成功的基础上再放大100倍。
2006年12月11日,获得国家发改委核准。
2007年9月23日,开始生产装置桩基施工。
2010年底基本建成。
2010年10月31日,打通全流程,生产出合格聚乙烯和聚丙烯产品。
2010年12月30日,已累计生产聚烯烃产品8万吨。
2011年1月1日起,正式进入商业化运行阶段。
神华宁煤煤制烯烃项目于2004年由寰球公司完成可研报告。
2005年10月通过自治区发改委核准批复。
2006年8月神华宁煤集团与德国鲁奇工程咨询签订了煤基烯烃项目技术转让合同。
2007年2月由寰球工程公司完成了项目总体设计。
MTP装置于2008年4月8日土建工程开工,装置建设历时两年零一个月,于2010年5月15日机械竣工。
2010年10月4日,MTP装置生产出丙烯产品(纯度达到99.6%以上,但水含量超标),甲醇由神华宁煤集团公司其他煤化工装置生产。
2010年12月31日,从气化装置至甲醇装置流程打通,生产出合格的精甲醇产品。
2011年4月,准备开聚丙烯装置。
多伦项目工期延期的原因:
1.气化炉采用壳牌技术且为世界最大,导致配套的干燥系统庞大,研发、建设时间较长。
2.褐煤气化技术问题较复杂,影响开车顺利推进。
3.用电力管理思维搞化工,理念融合过程带来了许多弯路。
4.地处偏远,项目无依托,辅助系统建设工作量较大。
管理
模式
基建
采用业主直接管理的模式:
设计由工艺商和设计院来负责,业主进行招标采购,业主直接进行工程管理,并根据工程建设相关规定,聘用施工监理。
由神华煤制油化工工程公司总体负责,实行EPC(设计、采购和施工)管理模式。
采用了国际通用的项目管理模式,招标选择了一家国际项目管理承包商(PMC)与项目业主共同组建项目管理团队(IPMT)进行全过程、全方位的项目管理。
人才
来源
多伦项目人员来自电力行业、化工行业、石油行业,学生较多,且高层缺乏化工行业人才,基层化工熟练技术工人严重缺乏。
无论高层、中层,还是基层人员,全部来自化工行业,且30%的基层技术人员为熟练工。
多伦项目受电力企业思维管理影响较大,缺乏化工管理和技术的高端人才。
包头、宁煤项目从开始就引入化工行业管理模式。
人才大部来自化工领域,并非是电力和石油行业。
开车过程
遇到的重大问题
1、Shell气化炉开工烧嘴在点火过程中发生多次烧坏的情况。
2、气化装置在试车过程中磨煤机振动大,并且不能连续下煤,通过增加旋转给料机改造,现在这项问题已经得到解决。
3、丙烯压缩机在试车过程中,停车时发生反转的现象。
4、在试车过程中,MTP反应器出口膨胀节底部已经顶死,无可调节余地。
5、MTP装置激冷系统油水效果分离不好,急冷水中油含量较高。
6、多伦煤化工装置在冬季试车过程中,冷凝液回收系统问题比较严重,出现振动大情况,有时现场需要直接排放。
1、丙烯产品中水含量过高的问题。
自MTP装置10月2日开车以来,在最终的丙烯产品中,虽然丙烯纯度已经合格,但是由于丙烯中水含量过高而无法作为下游的原料使用。
2、丙烯中乙烯含量过高的问题。
正常聚合级丙烯中乙烯含量小于100PPM,由于脱乙烷塔系统操作不好,导致丙烯中乙烯含量达到几百个PPM。
3、工艺蒸汽中K+和Na+离子超标的问题。
工艺蒸汽中K+和Na+离子超标,据了解,神华宁煤公司其含量一直在4ppm以上,而MTP催化剂对进料K+和Na+离子含量要求在50ppb以下。
4、工艺蒸汽塔负荷提不起来,不能同时投入两台反应器的问题。
据说,神华宁煤煤基系统项目在11月3日停车以前,一直是一台MTP反应器运行,另外一台反应器已经汽蒸完成,但是由于工艺蒸汽塔产汽量达不到148吨/小时,导致无法投用第二台MTP反应器。
5、急冷水系统带油的问题。
这个问题在神华宁煤公司很严重,据说,因为急冷塔油水分离效果不好曾经造成急冷水泵P-60311入口带油,汽油进入泵体发生汽化并导致汽蚀,进而导致烯烃压缩机入口温度高高跳车的事故。
6、C3分离塔系统存在的问题。
由于E-60567A/B为板式换热器(板式换热器传热系数高),在投用E-60567A/B蒸气时很容易发生水击,经过几次水击后,这个形式的换热器易造成内漏。
在投料初期,急冷水温度偏低,E-60567A/B必须投用,当发生内漏时,影响到E-60567A/B正常运行,最终结果是影响到C3分离塔底部的温度。
 升级会员
升级会员 