铁塔生产成品、半成品检验规程Word格式文档下载.doc
《铁塔生产成品、半成品检验规程Word格式文档下载.doc》由会员分享,可在线阅读,更多相关《铁塔生产成品、半成品检验规程Word格式文档下载.doc(13页珍藏版)》请在冰点文库上搜索。
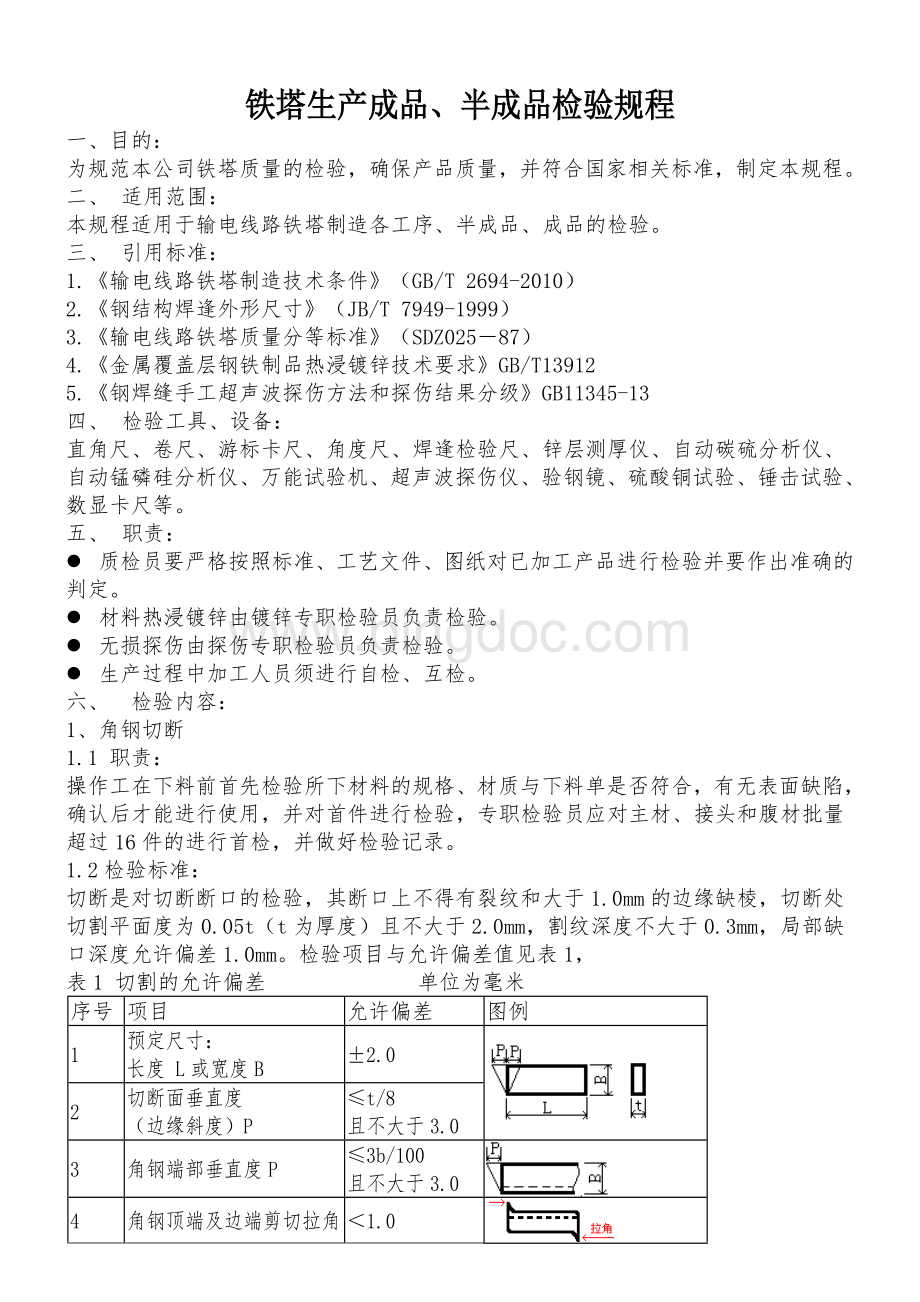
角钢顶端及边端剪切拉角
<1.0
1.3切断部分检验方法:
1.3.1检测角钢两端头剪切后的倾斜度,用号料过线直角尺检测。
1.3.2检测角钢两端头剪切后的长度,用钢卷尺检测。
1.3.3检测角钢两端头剪切后的直线度、平面度,用钢板尺及专用平直尺检测。
1.3.4检测角钢两端头剪切后拉角,用手触摸。
1.3.5检测角钢肢宽、厚度,用游标卡尺进行测量。
1.4检验量:
每一种编号按量抽检5%,且不得少于4件。
并填写完整的检验记录。
2剪板
2.1职责:
操作工在剪板前首先检验所剪铁板的规格与材质是否与下料单和图纸相符,确认后,用样板划线进行剪板,并对首件进行检验,专职检验员对挂线板、地脚板进行首件检验,并做好检验记录。
2.2检验标准:
参考角钢切断的相关标准。
2.3检验方法:
2.3.1检测所剪切铁板的大小,用样板进行对照检验。
2.3.2检测板材剪切端处倾斜,用直角尺检测。
2.3.3检测板材剪切是否有拉角、毛刺,用目检测,用手触摸。
2.3.4检测筋板剪切角度,用直角尺及专用角度卡板检测。
2.3.5检测气割后的平面度,用钢直尺检测。
2.4检验量:
3压钢印
3.1职责:
操作工在操作前,查看零件上的件号与下料单是否相符,相符后进行操作,并由操作工进行自检。
检验员进行抽检。
3.2钢印的要求:
3.2.1零件制印的深度:
材料厚度在6mm以下时为0.5~0.7mm,厚度大于6mm时为0.6~1.0mm。
字体高度在8mm~18mm之间,钢印深浅要求一致。
钢印附近的钢材表面不得产生凹凸面,不得在边缘存在裂纹或缺口。
3.2.2角钢制品零部件上的钢印,字码正上方必须对着角钢的直角边(角钢背方向)
3.2.3所有零件上的钢印不得进入制孔区、铣刨区、焊接区,以保证所制出的钢印完整性不受损坏。
3.2.4字迹必须清晰、排列整齐,不得有遗漏、残缺、错误,焊接件的焊工代号,钢印不得被覆盖。
3.3检验方法:
3.3.1检测零件钢印深浅一致,用手触摸、目测。
、
3.3.2检测零件钢印号数是否齐全、正确。
3.3.3目测钢印位置,不允许将钢印压制在孔位上和零件边缘处。
3.4检验量:
4.矫正
4.1职责
由操作工用专用设备进行矫正,并进行自检。
4.2检验方法:
检测角钢的挠曲度和板材的内挠度,用目测法、吊线。
5划线
5.1职责
由划线工对所划首件进行首检,专职检验员对主材、接头、地脚板、横担首件进行检验,以及腹材批量超过32件以上进行首件检验,正常生产进行抽检,做好记录。
5.2检测内容
5.2.1检测端距用卷尺检测。
5.2.2检测孔距用卷尺检测。
5.2.3检查准线标识。
5.4检验量:
6制孔
6.1职责
由操作工按划线标识进行制孔,并进行首检,专职检验员对主材、接头、地脚板以及腹材进行首检,正常生产进行抽检,并做好记录。
6.2检验标准:
制孔表面不得有明显的凹面缺陷,制孔表面大于0.3mm的毛刺应清除。
制孔的允许偏差按表2的规定。
表2制孔的允许偏差单位为毫米
孔直径
非镀锌件
直径D
+0.8
0
镀锌件
D
+0.5
-0.2
D1—D
≤0.12t
圆度
Dm—D
≤1.2
孔垂直度S
≤0.03t
且≤2.0
准距a
多排孔和接头处
0.7
其它
1.0
5
排间距离s
6
同组内不相邻两孔距离S1
同组内相邻两孔距离S2
0.5
相邻组两孔距离S3
不相邻组两孔距离S4
1.5
7
端边距
端距和边距Sd
切角边距Sg
注:
1、第1、2项偏差不允许同时存在。
2、冲制孔的位置测量应在其小径所在平面进行。
6.3检验方法:
6.3.1制孔光洁度用目测法。
6.3.2检测孔径,用游标卡尺及塞规检测。
6.3.3检测孔形(孔圆度、孔垂直度、孔锥度),用游标卡尺检测。
6.3.4检测准线、端距、间距,用游标卡尺、卷尺检验。
6.4检验量:
7切角
7.1职责
有操作工按图纸要求进行切角,并进行首件检,专职检验员对腹材批量超过32件以上进行首检,正常生产进行抽检,并做好检验记录。
7.2检验内容
检测角钢端头、切除的角度、形状,用专用切角样板或钢直尺检测。
7.3检验量:
8、制弯
制弯、开合角
8.1职责:
由操作工按图纸要求,选择相关的模具进行制弯、开合角,并进行首检,正常操作时应随时抽检,专职检验员对主材、接头和横担进行首件检验和抽检,并做好记录。
8.2检验标准:
零部件在制弯后,其边缘应圆滑过渡,表面不应有明显的折皱、凹面和损伤,划痕深度不应大于0.5mm。
制弯的允许偏差见表3。
表3制弯的允许偏差单位为毫米
制
弯
f
钢板
5L/1000
接头角钢,不论肢宽大小
1.5L/1000
非接头角钢
b≤50
7L/1000
50<b≤100
100<b≤200
3L/1000
曲点(线)位移S
1、零件制弯后,角钢边厚度最薄处不得小于原厚度的70%。
2、表中符号b表示角钢肢宽
8.3检验方法:
8.3.1检查胎具,用专用工具和万能角尺检测。
8.3.2检测制弯和开合角角度,用样板、专用工具和万能角尺检测。
8.3.3检测制弯、开合脚位移,用卷尺检测。
8.3.4检验制弯的方向与放样小图、图纸是否一致。
8.4检验量:
每一种编号按量抽检50%,且不得少于4件。
9.清根、铲背和开破口
9.1职责
由操作工按图纸要求进行加工,并进行首件检,专职检验员进行抽检,并做好检验记录。
9.2检验标准:
清根、铲背和开破口的允许偏差见表4,
表4清根、铲背和坡口的允许偏差单位为毫米
清根
t≤10
-0.4
10<
t≤16
+1.2
t>
16
+1.6
-0.6
铲背
长度L1
圆弧半径R1
+2.0
0
开坡口
开角α
5°
钝边c
9.3检验方法:
9.3.1检测坡口,按样板进行检测,用钢直尺检验。
9.3.2检测表面光洁度,做到光滑、平整、无裂纹、毛刺现象,用目测法检测。
9.3.3检测清根、铲背,用游标卡尺检验清根壁厚。
用直角尺和专用样板进行检测铲背。
9.4检验量:
10.焊缝、焊接件组装
10.1职责:
操作工在组对过程中应按图纸进行组对点焊,点焊应牢固稳定后,操作工进行自检,合格后交专职检验员全数检验后,流入下道工序进行焊接,焊接后由操作工进行自检,合格后交专职检验员全数检验,并做好检验记录。
10.2检验标准:
应符合以下规定。
10.2.1表5对接焊缝及完全熔透组合焊缝尺寸允许偏差单位为毫米
对接焊缝余高C
一级、二级
三级
B<20:
0~3.0
B≥20:
0~4.0
0~4.0
0~5.0
对接焊缝错边d
d≤0.15t且≤2.0
10.2.2表6部分熔透组合焊缝和角焊缝外形尺寸允许偏差单位为毫米
焊脚尺寸hf
hf≤6:
0~1.5
hf>6:
0~3.0
角焊缝余高C
10.2.3焊缝最大宽度Cmax和最小宽度Cmin的差值,在任意50mm焊缝长度范围内偏差值4.0mm,整个焊缝长度范围内偏差值5.0mm。
10.2.4焊缝边缘直线度f,在任意300mm连续焊缝长度内,焊缝边缘沿焊缝轴向的直线度f见图1,埋弧焊f的偏差值为4.0mm,手工电弧焊及气体保护焊f的偏差值为3.0mm。
10.2.5焊缝表面凹凸,在焊缝任意25mm长度范围内,焊缝余高的允许偏差值2.0mm,见图2。
图1图2
10.2.6角焊缝的焊角尺寸K值由设计或有关技术文件注明,其焊角尺寸K值的偏差应符合表7的规定。
表7角焊缝焊角尺寸偏差单位为毫米
焊接方法
尺寸偏差
K<12
K≥12
埋弧焊
+4.0
+5.0
手工电弧焊及气体保护焊
+3.0
10.2.7焊缝的外形尺寸
I形坡口对接焊缝(包括I形带垫板对接焊缝)见图3,其焊缝宽度c=b+2a。
非I形坡口对接焊缝见图4,其焊缝宽度C=g+2a。
它们的余高值应符合图4的规定。
图3图4
10.2.8.焊缝质量检查项目,检查数量和检查方法见表8的规定。
表8焊缝质量等级及缺陷分级单位为毫米
焊缝质量等级
一级
二级
内部缺陷超声波探伤
评定等级
Ⅱ
Ⅲ
——————
检验等级
B级
探伤比例
100%
20%
外部缺陷
未焊满(指不足设计要求)
不允许
≤0.2+0.02t且≤1.0
≤0.2+0.04t且≤2.0
每100.0焊缝内缺陷总长小于或等于25.0
根部收缩
长度不限
咬边
≤0.05t且≤0.5;
连续长度≤100.0且焊缝两侧咬边总长≤10%焊缝全长
≤0.1t且≤1.0,长度不限
裂纹
弧坑裂纹
允许存在个别长≤5.0的弧坑裂纹
电弧擦伤
允许存在个别电弧擦伤
飞溅
清除干净
接头不良
缺口深度≤0.05t且≤0.5
缺口深度≤0.1t且≤1.0
每1000.0焊缝不得超过1处
焊瘤
表面夹渣
深≤0.2t,长≤0.5t且≤20.0
表面气孔
每50.0焊缝内允许直径≤0.4t且≤3.0气孔2个;
孔距≥6倍孔径
角焊缝厚度不足(按设计焊缝厚度计)
≤0.3+0.05t且≤2.0;
每100.0焊缝内缺陷总长≤25.0
注:
1、超声波探伤用于全熔透焊,其探伤比例按每条焊缝计算百分比,且探伤长度应不小于200mm;
2、除注明角焊缝缺陷外,其余均为对接,角接焊缝通用;
3、咬边如经磨削修整并平滑过度,则只按焊缝最小允许厚度值评定。
10.2.9局部探伤的焊缝,发现有不允许的缺陷时,要在该焊缝的延伸部位增加探伤长度,增加的长度不应小于该焊缝长度的10%,且不应小于200mm;
仍有不允许的缺陷时,应对该焊缝100%探伤检查。
焊缝金属表面焊波应均匀,不得有裂纹,夹渣,焊瘤,烧穿,弧坑和针状气孔等缺陷,焊接区不得有飞溅物。
10.2.10表9焊接件组装允许偏差mm
重心Z0
主材
腹材
2.5
端距Sd
3.0
无孔节点板位移e
跨焊缝相邻两孔间距离S
搭接构件的同心孔中心相对偏差K
搭接间隙m
b>
50
T接板位移δ
有孔
无孔
5.0
8
T接板倾斜距离f
10.3检验方法:
10.3.1检测组对件的尺寸、方向是否与图纸相符。
10.3.2检测组对件点焊的牢固性与稳定性。
10.3..3检测焊接的变形量,用钢直尺检测。
10.3.4检测焊脚高度、焊缝余高、对接焊缝错边,用焊缝检验尺检测。
10.3.5检测焊缝外观质量及裂纹、气孔、夹渣、咬边,用目测和放大镜检测。
10.3.6检测电焊是否焊透,用钻孔法检测或无损探伤仪检验
10.4检验量:
全数检验,并填写完整的检验记录。
11.试组装
9.1职责:
为了彻底检验铁塔在设计、加工的整个过程中由于放样、代料、工艺变动、工胎卡具失控、错误操作等方面的工作过失,所造成的批量性加工质量问题。
有必要对出厂前的铁塔进行代表性的试组装。
试组装人员应按试组装工艺规程进行试组装,组装后进行自检,自检合格后交专职检验员进行验收检查,并做好检验记录。
11.2检验要求:
各零部件应处于自由状态,不得强行安装。
所使用螺栓的数目应能保证构件的定位需要,且每组孔不少于该组螺栓总数的30%,接头处螺栓要装上50%以上。
要采用比螺栓公称直径大0.3mm的试孔器检查通孔率,每组孔通孔率要达到100%。
并检测根开、横担、挂线部位等控制尺寸,并认真填写检验记录,确认合格后方可拆卸。
11.2检验内容
11.2.1检测组合同心孔,用塞规检测。
11.2.2检测就位合格率,是否全部安装到位。
11.2.3检测铁塔根开,用卷尺进行检测。
11.2.4检测铁塔横担上拱度、长度、横担之间的距离,用卷尺检测。
11.2.5检测挂线孔孔径和挂线板厚度,用游标卡尺检测。
12.镀锌
12.1职责
镀锌人员必须熟悉镀锌工艺规程,并对所加工的镀件进行自检,专职检验员进行抽检,并做好检验记录。
12.2检验标准:
12.2.1热镀锌应依据GB/T2694《输电线路铁塔制造技术条件》要求对镀锌层厚度、附着性、外观质量进行检验,并出具合格证、质量保证书、锌锭质量保证书
12.2.2角钢均不得有弯曲、扭曲等变形现象。
12.2.3外观质量:
主要表面平滑,无滴瘤、粗糙和锌刺,无起皮,无漏镀,无残留的溶剂渣,在连接处不允许有毛刺,滴瘤、多余结块和锌灰,不得有过酸洗或露铁等缺陷。
12.2.4 锌层厚度要求表
板材/角钢厚度mm
锌层厚度μm
最小平均附着量g/㎡
2≤t<5
≥65
460
≥5
≥86
610
12.2.5附着力:
正常工作条件下不得有剥落和起皮现象。
12.3检验方法:
12.3.1检测酸洗液(硫酸、盐酸)的浓度,由理化人员检测。
12.3.2检测助镀剂(氯化锌铵)的浓度,由理化人员检测。
12.3.3检测锌温,由操作工用锌温检测仪检测。
12.3.4检测锌层厚度,由专职检验员用涂层测厚仪检测。
12.3.5检测锌层附着性,由专职检验员用锤击试验装置进行检测。
12.3.6检测锌层均匀性,由理化人员用硫酸铜试验法进行检测。
12.3.7检测外观(不得有毛刺、滴瘤、多余结块和露铁、过酸现象),用目测法检测。
12.3.8检测镀件的弯曲度,用目测法和直尺检测。
12.3.9对镀件夹渣材料进行剔除。
12.4检验量:
根据SDZ025《输电线路铁塔质量分等标准》,公司对铁塔产品锌层厚度检测采取抽样方法,抽样量及合格判定见下表:
批量范围
(件)
样本
单件项次合格率判定指数(%)
判定数组
样 本 品 种
品种的样本大小
批的样本大小
Ac
Re
501~1200
主件
主 材
32
>95
接头角钢或接头板
塔 脚
其他
连接板
斜材及水平材
10
>90
辅助材
>85
1201~3200
11
3201~10000
80
25
17
10000以上
15
125
24
40
28
13包装、标记
13.1职责:
由包装捆扎工对所包装的件数负责,准确无误,交专职检验员进行抽包检验,并做好记录。
13.2要求:
角钢的包装长度、捆扎道数及重量应便于包装和标识。
弯曲角钢、角钢焊接件等不能进入包捆的,可以用角钢框架或镀锌铁线包装。
包捆的捆扎用角钢框架、螺栓的连接形式,角钢框架、螺栓做防腐处理。
连接板包装一般采用螺栓穿入办法。
包装要牢固,保证在运输过程中包捆不松动,避免角钢之间、角钢与包装物之间相互摩擦,损坏镀锌层。
13.3检验内容
13.3.1包装数量,进行清点。
13.3.2检测产品标识是否齐全。
13.3.3检测包装件是否捆扎牢固、整齐。
13.4标记
目测包装的明显位置是否已作标记,标记内容应包括工程名称、塔型、呼称高、捆号、制作单位及收货单位名称。
七、最终检验
最终检验是对过程检验的总体复检。
1最终检验是采用抽检的方式;
2检验零部件标识是否清楚;
3材料规格是否正确;
4制孔、铲背、切断、焊缝外部尺寸误差是否符合GB/T2694-2010标准;
5制弯材料方向、角度、位置是否正确;
6进行镀锌层附着量、附着性、均匀性的试验检验;
7进行包装、标记各项规定的检验。
经以上检验程序检验合格后,填写最终检验记录,由质量部签发产品合格证,方可入库或发运。
 升级会员
升级会员 