普通螺纹低孔和深度Word下载.docx
《普通螺纹低孔和深度Word下载.docx》由会员分享,可在线阅读,更多相关《普通螺纹低孔和深度Word下载.docx(2页珍藏版)》请在冰点文库上搜索。
1、
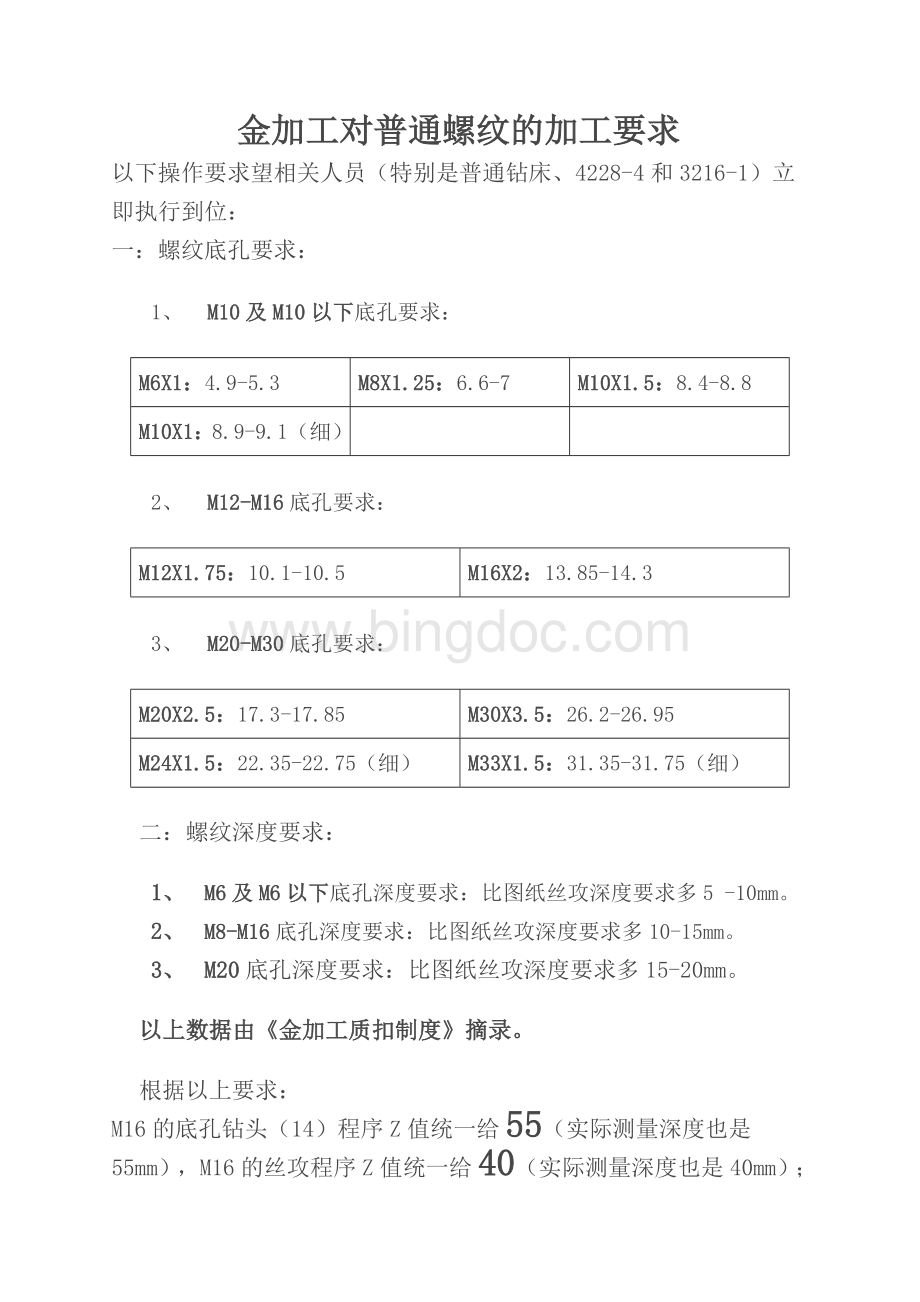
M10及M10以下底孔要求:
M6X1:
4.9-5.3
M8X1.25:
6.6-7
M10X1.5:
8.4-8.8
M10X1:
8.9-9.1(细)
2、
M12-M16底孔要求:
M12X1.75:
10.1-10.5
M16X2:
13.85-14.3
3、
M20-M30底孔要求:
M20X2.5:
17.3-17.85
M30X3.5:
26.2-26.95
M24X1.5:
22.35-22.75(细)
M33X1.5:
31.35-31.75(细)
二:
螺纹深度要求:
M6及M6以下底孔深度要求:
比图纸丝攻深度要求多5-10mm。
M8-M16底孔深度要求:
比图纸丝攻深度要求多10-15mm。
M20底孔深度要求:
比图纸丝攻深度要求多15-20mm。
以上数据由《金加工质扣制度》摘录。
根据以上要求:
M16的底孔钻头(14)程序Z值统一给55(实际测量深度也是55mm),M16的丝攻程序Z值统一给40(实际测量深度也是40mm);
M20的底孔钻头(17.4)程序Z值统一给70(实际测量深度也是70mm),M16的丝攻程序Z值统一给50(实际测量深度也是50mm)。
粗镗人员对螺纹底孔及深度应立即改变观念,今后螺纹底孔及深度要当精加工的精镗孔一样做,考虑到粗精铣大面的余量,误差控制在正负3mm。
以上两值必须固定下来,有出入的一律修正刀长,今后若粗镗的程序不按此规定做的,一律按每人每次扣款200元执行,此标准必须立即推上!
模板一律不得打穿,当按以上要求不得不打穿时,操作工应及时与检验员沟通,深度可统一(底孔和丝攻深度)抬上5-10mm,具体以检验员标准为准。
以上资料由uuu9电影视频网提供
 升级会员
升级会员 