原料技师培训教材.docx
《原料技师培训教材.docx》由会员分享,可在线阅读,更多相关《原料技师培训教材.docx(27页珍藏版)》请在冰点文库上搜索。
原料技师培训教材
原料车间培训教材
(技师部份)
2006年7月
氧化铝原料车间编
1.配矿
1.1流程概述
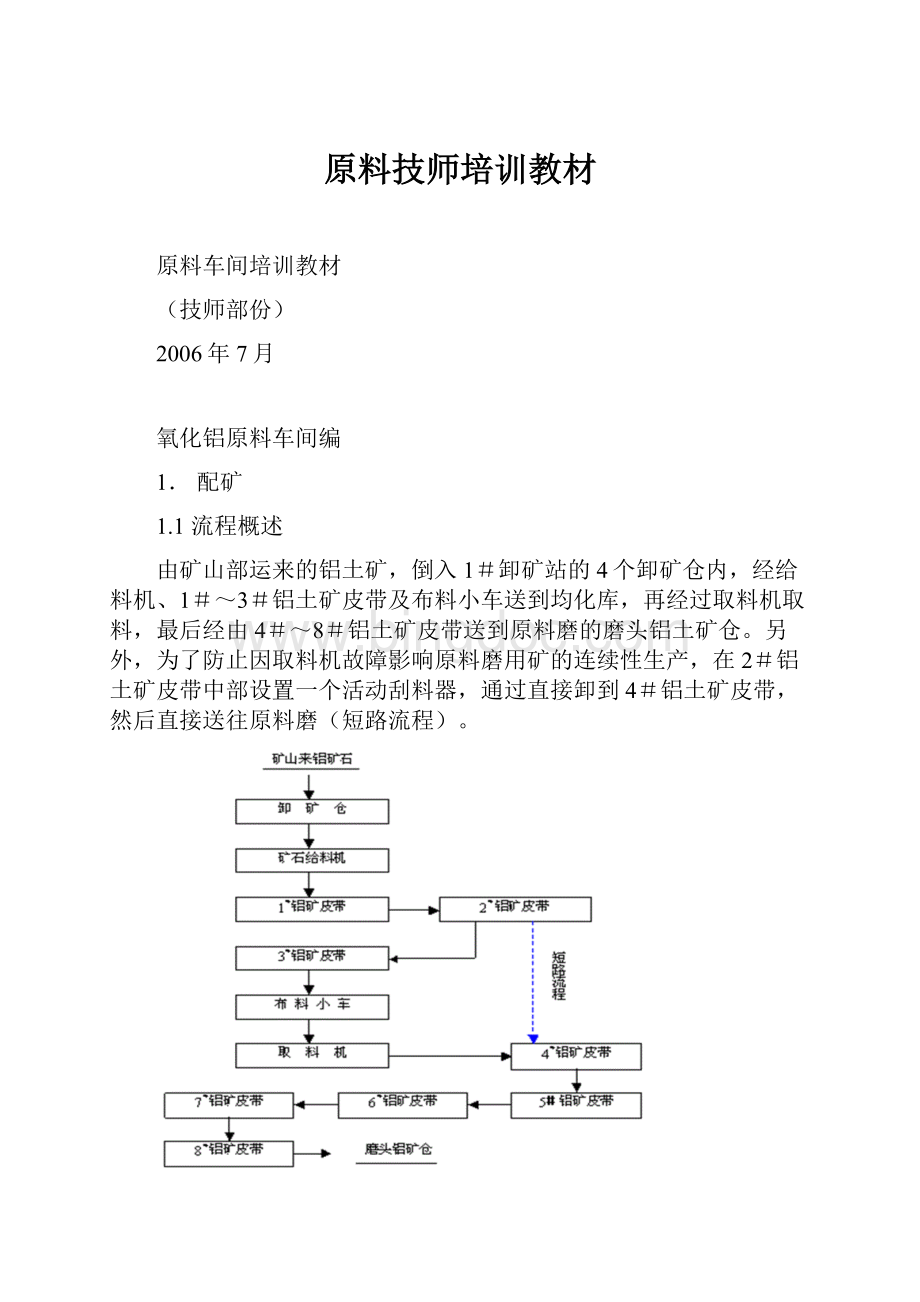
由矿山部运来的铝土矿,倒入1#卸矿站的4个卸矿仓内,经给料机、1#~3#铝土矿皮带及布料小车送到均化库,再经过取料机取料,最后经由4#~8#铝土矿皮带送到原料磨的磨头铝土矿仓。
另外,为了防止因取料机故障影响原料磨用矿的连续性生产,在2#铝土矿皮带中部设置一个活动刮料器,通过直接卸到4#铝土矿皮带,然后直接送往原料磨(短路流程)。
工作原理:
矿山来的不同品位铝土矿通过多台给料机同时下料,使铝土矿达到初步的混合均化效果,其次是利用布料小车纵向匀速来回布料,使铝土矿进一步得到分层混合均化,最后通过取料机横向来回切取,使铝土矿的化学成份稳定在一定的范围内,以满足原料磨配料的需要。
同时铝土矿在均化库内有一段时间的堆存,通过自然渗透及风干降低铝土矿附水量。
矿石均化及输送流程图
1.2主要技术指标及控制
1.2.1进厂铝土矿石应符合下列要求:
①铝土矿A/S:
10天内平均波动为±3.0
②矿石块度≤15mm
③铝土矿石中不得混有泥土、石灰石及钢铁等杂物
④铝土矿石附水≤7%
1.2.2铝土矿主要成分及A/S计算
铝土矿中主要含有Fe203、AL203、SiO2、TiO2、CaO、ZnO等,其中AL203与SiO2百分比含量的比值(即A/S)常作为评价铝土矿品位高低的重要指标。
铝土矿的A/S=
举例:
日期
班次
化学成份(%)
Fe203
AL203
SiO2
TiO2
CaO
ZnO
A/S
20060705
4点班
21.01
55.84
4.71
3.78
0.44
0.0101
11.86
20060706
0点班
18.84
57.99
4.58
3.85
0.37
0.0099
12.66
20060706
白班
19.7
55.21
5.04
3.83
0.19
0.0109
10.95
1.2.3布矿原则
①高低品位铝土矿搭配布料;
②根据供矿情况计算各个给料机的下料量;
③尽可能以多给料机同时运行布料;
④确保布料小车来回匀速布料,避免定点布料作业;
⑤堆场尽可能布满后再取用。
1.3常见故障处理
1给料机
故障
原因
处理方法
整机无法启动
电源没有接通、控制开关失效
通知电工处理
皮带跑偏
机尾拉紧装置过松
使用扳手拧紧
机尾两个拉紧装置拉力不合理
根据现场情况调整
减速机振动偏大或表面温度偏高
减速机内缺油
给减速机加润滑油
减速机内部部件磨损或断裂
通知车间处理
皮带托轮不转
托轮内部缺油
停机、拆卸保护罩,对托轮进行敲击、加油或更换
2取料机
故障
原因
处理方法
整机无法启动
电源没有接通、控制开关失效
通知电工处理
连锁时4#~8#皮带未启动
通知启动4#~8#皮带
部分无法启动
设备机械卡死
现场检查清理
电机烧或线路断线
通知电工处理
动力连接不上
现场检查处理
振动偏大
取料斗轮形变或托轮轴承磨损
汇报车间处理
料斗托轮卡死
清理积料或更换
3皮带机
故障
原因
处理方法
皮带
跑偏
主、被动轮不平行
调整被动轮
下料位置不正
校正下料位置
主、被轮粘料
清理粘料
皮带接头不正
重新粘接
皮带
打滑
皮带太松
调整拉紧或配重
皮带轮粘泥水,摩擦力不够
停车或清理泥水、往滚筒上缠碎布及草绳等以增加摩擦阻力
负荷过大
减少下料量
附主要设备表:
设备名称
规格、性能
给料机
Q=400t/h
布料小车
B=1000V=3~30m/minQ=600t/h
附电机
JZT-42-4N=5.5KW
附电缆卷筒电机
JLJ132-2.5/6N=5.0KW
双斗轮取料机
Q=400t/hLK=32mL=29mN=110KW
附斗轮电机
Y225M-6-WF1N=22KW
附小车电机
Y132M2-6N=5.5KW
附皮带电动滚筒
B=800D=400N=13KW
附大车驱动电机
JZ2-51-16/4N=16KW/4KW
2.石灰炉烧制
2.1流程概述
外运来的石灰石和焦炭,在2#卸矿站分别卸入石灰石仓和焦炭仓,经板式给料机、1#焦石皮带、振动筛、2#焦石皮带、卸料小车分别卸入炉前石灰石仓和焦炭仓,然后经给料机、电子磅秤以一定的比例进行混合,最后经卷扬机加入到石灰炉内,同时从炉底鼓入空气,焦炭在石灰炉内不断地燃烧,为石灰石分解提供足够的热量。
分解好的石灰从石灰炉底转盘间断地卸到石灰小仓内,经给料机、3#石灰皮带、破碎机、4#、5#石灰皮带分别卸入消化仓及转运仓。
消化仓的石灰通过给料机进到化灰机,与同时加入化灰机的热水反应,生产出的石灰乳再通过灰乳槽、灰乳泵送往蒸发、沉降工序,而未被消化的灰渣则通过灰渣皮带外排;转运仓的石灰通过7#石灰皮带、5#~8#铝矿皮带及10#石灰皮带送往原料磨的磨头石灰仓供原料磨配灰使用。
除此外,5#~8#铝矿皮带还是原料磨用铝矿的主要输送设备。
2.2石灰烧制原理
原理:
石灰石和焦炭按照一定的比例经卷扬及炉顶布料器均匀地加入到石灰炉中,使石灰炉内料层保持一定的高度,从炉底鼓入一定压力的风量而炉顶通过调整排气孔开度控制一定的正压,使炉内的焦炭在预定区域(煅烧带)充分燃烧,为石灰石分解提供足够的热量,按照石灰炉热工制度,分为以下几个带:
㈠、预热带:
位于石灰炉上部,约占石灰炉有效高度的25%,温度由常温升至900℃左右,本区域完成混合料的预热及脱水,同时热炉气温度降低到170℃以下。
㈡、煅烧带:
位于石灰炉中部,约占石灰炉有效高度的50%,温度约为1250℃左右,本区域焦炭燃烧发热供石灰石的分解。
燃烧反应:
C+O2→CO2+Q
分解反应:
CaCO3→CaO+CO2↑-Q
㈢、冷却带:
位于石灰炉下部,约占石灰炉有效高度的25%,温度由900℃降至75℃以下,本区域完成石灰的冷却,同时对冷空气进行预热。
炉内耐火砖分布示意图
2.2主要指标及控制
2.2.1进厂石灰石标准:
CaO含量≥54%
SiO2含量≤1.0%
MgO含量≤3.0%
块度40-80mm石灰石中不得含有泥土、铝矿石、钢铁等杂物
2.2.2控制条件:
石灰煅烧分解率≥89%
湿焦比8-11%(进厂焦炭粒径为25~40mm)
出灰温度≤75℃
炉顶温度<170℃
炉顶压力:
100-400Pa
石灰破碎后粒度:
20~30mm
2.2.3主要计算
石灰分解率的计算
石灰分解率是石灰中有效钙CaOf与全钙CaOT的比例
石灰分解率η=
举例:
序号
石灰成份(%)
分解率(%)
CaOT
CaOf
1
82.90
72.30
87.21
2
84.00
73.00
86.90
3
86.30
77.10
89.34
2.2.4日常控制注意事项
①、石灰炉加料按照每半个小时一次进行,加料量视生产情况及石灰炉状态而定;
②、鼓风正常情况下执行连续、稳定鼓风制度,鼓风量视产量及炉内燃烧情况而定;
③、石灰炉出灰以每15分钟或30分钟一次进行,出灰量视加料量及石灰炉状态而定;
④、焦炭给料误差不得大于2Kg,石灰石给料误差不得大于10Kg;
⑤、正常情况下,石灰炉应尽可能避免料层高度的波动;
⑥、混合料中不得带有爆炸物、不准有铝矿、铁矿、泥巴等杂物;
⑦、正常情况下,石灰炉要尽量避免停风闷炉,实在无法避免时,要采取各种措施控制炉内火层的上移速度(如关闭炉顶排气孔、鼓风机进风口),在卷扬故障无法加料的情况下,应逐渐降低料层高度,提前减风操作,减少高温对炉顶设备及耐火砖受的不良影响。
2.3常见生产故障处理
2.3.1、火层上移
火层上移的影响
a、预热带缩短,物料预热不够;
b、小块燃料过早燃烧,顶温升高,热量损失大;
c、容易使炉顶布料器及炉内保护板产生形变,损坏预热带耐火材料。
火层上移的原因
a、风压大、顶压小;
b、燃料粒度小、粉末多或石灰石块度大;
c、加料、出灰不平衡;
d、石灰生烧后,加风量偏大;
火层上移的处理方法
a、根据产量确定合理的鼓风压力、提高顶压;
b、严格控制原燃料粒度;
c、加强料层测量,合理设定加料出灰;
d、解决石灰生烧问题,尽可能降低鼓风量;
2.3.2、火层下移
火层下移的影响
a、石灰冷却时间不够、灰温升高;
b、冷风预热时间不足、造成热量浪费;
c、容易使内出灰转盘产生形变、损坏冷却带耐火材料。
火层下移的原因
a、风压小、顶压大;
b、燃料粒度大或石灰石块度小;
c、出灰偏多或正常生产停风偏多;
d、石灰生烧,冷却速度慢;
e、石灰炉产量偏高。
火层下移的处理方法
a、适当增大鼓风压力和降低顶压;
b、严格控制原燃料粒度;
c、加强料层测量,合理设定加料出灰,合理组织检修及维护尽量避免不必要的停风操作;
d、解决石灰生烧问题,降低鼓风量;
e、避免石灰炉超设计产能运行。
2.3.3、火层拉长
火层拉长的影响
a、石灰冷却时间不够,灰温升高,原料预热时间不够,顶温高,热量浪费;
b、煅烧带温度不集中、偏低,石灰出现生烧;
c、炉内耐火砖及机械损伤。
火层拉长的原因
a、原燃料粒度不均匀,出现偏大及偏小现象;
b、处理顶温偏高时减风过多或处理灰温偏高时加风过量、过快;
c、闷炉后的出灰量过大;
d、石灰生烧,冷却速度慢;
e、石灰炉产量偏高、风压偏大、顶压偏小。
火层拉长的处理方法
a、严格控制原燃料粒度;
b、处理灰温及顶温偏高时,加、减风量适度;
c、闷炉后的生产恢复速度不宜过快,以降低顶温为主,避免大量出灰操作;
d、加大顶压,调整焦比,解决石灰生烧问题;
e、避免石灰炉超设计产能运行,合理确定鼓风及顶压。
2.3.4、火层偏烧与棚炉
火层偏烧与棚炉的影响
a、燃料燃烧不均匀,造成石灰即有生烧又有过烧;
b、炉内局部温度偏高及棚炉料下落时,容易造成耐火砖损坏,影响石灰炉寿命;
c、焦炭燃烧不完全,造成燃料浪费;
d、影响石灰炉提产。
火层偏烧与棚炉的原因
a、原燃料粒度不均匀,出现偏大或偏小现象,粉料偏多;
b、焦比偏高造成炉内温度过高致使结瘤偏多;
c、闷炉时间过长;
d、炉顶排气孔开度不合理或炉底有漏风现象长期存在;
e、布料器影响不正常或出灰不均造成料面偏斜。
火层偏烧与棚炉的处理方法
a、严格控制原燃料粒度;
b、适当降低配焦量减少结瘤产生;
c、闷炉期间要尽可能的活动料层,避免瘤子长大;
d、确认棚炉位置,集中火力进行软化和排除;
e、炉顶排气孔开度均衡,处理炉下漏风点;
f、调整布料器运行方式、及时处理出灰口瘤块,确保料面平整。
2.4常见设备故障
故障
原因
处理方法
给料偏差大
振动给料机电流过大
调整给料电流
电子秤参数设定不合理
联系计控处理
传感元件故障
联系计控处理
卡料
焦炭或石灰石卡气动阀
取掉卡料
给料机限位开关失灵
联系电工处理
给料
振动给料机电流过小
调整给料机电流
过慢
振动间隙小
调整间隙
回料过多
钢丝绳拉长、配重限位开关位置不合理
调整钢丝绳、调整限位开关位置
附:
主要设备表
设备名称
规格、性能
石灰炉
φ4.5×22.25m
附螺锥电机
Y160M-8N=5.5KWn=750r/min
附钟罩电机
YZR132mN=2.2KWn=1000r/min
附布料电机
JTC562N=3KWn=48r/min
附卷扬电机
YZR225MN=37KWn=750r/min
附螺锥减速机
XWE5.5-117i=731
附钟罩减速机
XWE2.2-84I=385
附卷扬减速机
ZLH85-40TI=38.67
离心通风机
9-26NO8-4Q=24180m3/hP=1520mmH2O
附电机
JK-122-2N=185KWh=2900r/min
化灰机
φ1200×10500
附电机
JZT-62-4N=17KW
附化灰机减速机
ZL50i=20
颚式破碎机
ST-60×100
双齿辊破碎机
D600×750Q=60t/h
3.矿浆制备
3.1流程概述
经过均化库混均后的铝矿通过皮带系统送至原料磨磨头铝矿仓,再通过板式给料机、9#皮带加入到棒磨机内;石灰通过电子皮带秤、9#皮带加入到棒磨机内;还有通过管道送来的蒸发循环母液一起被加入到棒磨机内,磨出的矿浆通过泵池、中间泵打到水旋器分级,细度不合格的矿浆通过管道进入球磨机内进行细磨,合格的矿浆经回转筛、矿浆槽、矿浆泵送往溶出前槽进行下一步的溶出作业。
原料磨的工作原理:
铝矿、石灰、母液按一定的配料比例,加入到棒磨机内,利用旋转的磨机带起的钢棒落下时所产生的冲击力和棒与棒相对滚动所形成的磨剥力,使铝矿、石灰得到粗磨,经粗磨后得到的矿浆进入泵池,通过中间泵打到水旋器,利用不同细度矿粒在水旋器内旋转所形成离心力的大小不同实现细度分级,细度不合格的矿浆(底流)从排砂嘴,通过管道送到球磨机内,利用球磨机旋转带起钢球滚落时形成的磨剥和冲击力,对矿浆进行细磨,磨出的矿浆再进入到泵池内和棒磨机磨出的矿浆混和后再通过中间泵打到水旋器进行细度分级,合格的矿浆(溢流)通过管道流到回转筛,把一些水旋器无法筛选的碎布、木块、焦炭等较轻的杂物筛除后进入矿浆槽,通过矿浆泵送往溶出前槽,进行溶出作业(生产工艺流程图见下图)。
两段磨流程图
3.2磨机系统工作原理
棒磨机的工作原理:
铝土矿、石灰、母液按一定的配料比例,加入到棒磨机内,利用旋转的磨机带起的钢棒落下时所产生的冲击力和棒与棒相对滚动所形成的磨剥力,使铝矿、石灰得到破碎、磨细,经磨细后的矿浆则从棒磨机溢流口流出。
球磨机的工作原理:
球磨机主要是处理经棒磨机处理后仍未达到要求的矿浆,由于球磨机处理的矿浆中的矿粒较小,因此选用直径较小的钢球作为磨矿介质,球磨机的原理与棒磨机的原理类似,不同的是球磨机主要球与球相对滚动所形成的磨剥力,这也是球磨机筒体衬板的波纹略比棒磨机的筒体衬板小、转速比棒磨机转速快的原因之一。
名词解释:
球磨机的临界转速:
开始发生离心运动状态的筒体转速
超临界状态:
研磨体将贴紧筒体作周转状态运动,不能起任何粉磨作用的状态。
水旋器的分级原理:
通过中间泵打到水旋器的矿浆沿着水旋器筒体内壁切入,在水旋器内旋转,利用不同粒度矿石在水旋器内旋转所形成离心力的大小不同,把细度较粗的矿浆(底流)甩到靠近筒体内壁的边上旋转过程中从下部的排砂嘴排出,而粒度较细的矿浆由于离心力小而滞留在水旋器筒体的中央,在不断积累后被从溢流管中排出,从而实现细度分级的过程。
3.3磨机介质及填充率计算
棒磨机的规格是:
φ3.2×4.5m理论装棒量:
65吨
球磨机的规格是:
φ3.6×8.5m理论装球量:
131吨
磨机填充率计算:
磨机填充率为介质所占的体积与球磨机容积的比例,可通过计算磨机截面示意图中的弓形面积换算出来。
S弓形=S扇行-S三角形
填充率b=
3.4紧急停车程序
3.4.1、磨机在运行过程中,当发生下列情况之一时,应立即停磨进行故障处理:
①、电机瓦及大瓦温度超过上限,并继续上升;
②、磨机传动部分及筒体连接件断裂;
③、大齿圈附近的磨皮螺丝严重漏料;
④、磨机润滑系统发生断油无法即时恢复;
⑤、减速机及电机响声异常和振动严重超标或有异味;
⑥、棒磨机发生乱棒;
⑦、磨机控制柜故障起火。
在紧急停车后,必须向及时厂调度室汇报情况,及时联系有关单位处理故障。
3.4.2、中间泵、矿浆泵在电机有异响,传动皮带断裂或打滑,泵壳或管道严重漏料,泵机械卡死时必须即时停车,并向主控室、值班室汇报处理。
3.4.3、原料磨在发生中间泵跳停、矿浆槽冒槽时必须进行系统紧急停车。
3.4.4、9#皮带下料口发生堵料时,9#皮带岗位必须进行紧急停车,停车后通报主控室、值班室,并尽快做疏通处理。
3.5原矿浆指标的调控方法
3.5.1、影响磨矿细度的因素及对策
a、铝矿质量
铝矿质量包括铝矿的粒度偏大或含有大块矿石、铝矿的成分变化(如铝矿中含铁量的增加)等等都会对影响到原矿浆的细度控制。
——做好铝矿均化,确保成份稳定,加强流程监控,杜绝大块铝矿进入,适当降低下矿量,增加磨矿介质,及时清理碎棒、碎球,适当调小棒磨机磨内液固比
b、石灰质量
石灰出现生烧、结瘤多等情况时,由于硬度比烧透石灰的硬度大得多,因此很难在有限的时间和空间内磨细到规定的要求。
另外石灰含焦炭核时也影响到细度的控制,主要是由于焦炭质轻,浮与料浆上部,钢棒、钢球较难对其进行有效的破碎、磨剥。
——提高石灰炉操作质量,稳定热工制度,降低棒磨机的磨内液固比,增加磨矿介质,加强溜槽筛网的清理及回转筛的检查杜绝大块物料进入矿浆槽。
c、下料量波动
由于磨机处理量有限,而磨机的下矿量往往是维持在接近于磨机产能的上限,甚至是超负荷运行,因此,如稍有不慎就会出现下矿过量现象,在这种情况下细度很难保证。
——加强下矿量监测和校正,及时纠正下矿偏差,定期清理皮带秤工作面结疤,调整皮带刮料器。
d、母液波动影响
在母液配入量偏少时(原矿浆固含大于300g/l)就会严重影响到矿浆细度的保证,这主要是固含偏高的矿浆的分离性能相对较差,因此在溢流型磨机出口会出现偏大颗粒的矿浆提前出来,在水旋器中由于分离阻力大而无法取得理想的分离效果,从而影响细度指标的控制。
——调大母液量、降低下矿量、增加磨机的磨矿介质、降低棒磨机的液固比,改用新型水旋器(小口排砂嘴及小口溢流管)。
e、磨机内衬的磨损
磨机的的磨矿是靠磨机筒体转动带起的钢棒或钢球从空中落下时产生的冲击或磨剥力来完成的,介质扬起的高度在一定程度上会影响到磨矿效果(影响有效空间及冲击和磨剥力的大小),这个道理显而易见,而介质扬起的高度在磨机转速一定的情况下,磨机内衬与介质之间的阻力的大小就决定了介质的扬起高度,因此在磨机内衬寿命后期的磨矿效果要比前期效果要差。
——及时更换内衬、降低棒磨机的液固比、以偏低的填充率运行、及时清理碎棒、碎球。
f、磨机磨矿介质
磨机的填充率与磨矿效果是一个辩证统一的关系,从磨矿力学的角度考虑,介质越多磨矿效果越好,但是,从磨矿时间、空间的角度考虑,介质越少磨矿效果越好,因此摸索出合适恰当的填充率是取得理想磨矿效果的关键。
一般棒磨机的填充率控制在40%左右,球磨机的填充率控制在35%左右(球磨机的理论适宜最大填充率为42%)。
另外钢棒、钢球的磨损、磨断等情况也在一定程度上影响到细度的控制。
——合理控制磨机填充率(棒磨机以加棒高出出口100mm、加球量平出口),并及时清理碎棒、碎球。
g、棒磨机的磨内液固比控制
磨内液固比与磨矿效果也是一个辩证统一的关系,液固比大,矿浆在磨内的流速快,停留时间断,被冲击、磨剥的概率小,磨矿效果就差,相反液固比小,矿浆在磨内流动过程中的粒度沉降分离效果就差,造成部分未经充分磨制的矿浆提前流出,从而影响磨矿效果。
——一般情况下,磨内液固比的控制以目测为准,以观看棒磨机出口扬起的矿浆呈颗粒状较合适,液固比大概在0.3~0.5之间。
h、泵池的液位影响
泵池液位的影响主要是临界于空槽状态运行而造成流速波动,而流速的波动造成矿粒在水旋器内形成的离心力不稳定,最终导致分离效果不理想。
——避免空槽运行,正常维持半槽以上液位运行。
i、中间泵的调速的影响
由于水旋器的处理量有限,因此在中间泵调速过高时,造成流量过大,致使部分不合格矿浆从水旋器溢流口流出影响细度指标控制。
——设定合理的转速、保持水旋器的压力在0.7~0.9Mpa,并避免转速波动过大。
j、水旋器内衬损坏的影响
水旋器内的损坏,会造成不同矿粒在水旋器内的运动不规则,离心分层遭到破坏,因而影响粒度分级。
——避免超负荷运行(流速快则磨损快)、加强检查力度,及时发现及时切换损坏的水旋器、更换损坏的水旋器。
3.5.2、影响溶出Rp的因素及对策
a、铝矿成分的波动影响
溶出Rp是指溶出矿浆液相中的A2O3与Nk的比值,当铝土矿成分(主要指氧化铝含量)出现较大波动时,将直接影响到溶出Rp的稳定性,而造成铝矿成分波动的原因主要是由于均化库换堆、原料磨倒磨、均化库的布料不合理及矿山来矿组织不合理等因素造成的,因此必须针对相关因素采取不同的措施加以纠正和预防。
——提高铝矿均化效果、减少磨机倒开次数(提高磨机维护质量、做好磨机补棒计划)
b、母液成分的波动
母液成分的波动对溶出Rp的影响与铝矿成分波动对溶出Rp的影响类似,除此外,母液Rp过低也会对溶出Rp的稳定与达标造成明显的影响,这主要是通过影响细度指标间接影响的。
——避免矿浆槽低液位运行、时根据母液分析结果调整下矿、使用计量准确的流量计、提高磨矿质量避免因细度不良影响配料稳定。
c、开停磨机、倒槽的影响
在倒磨时,要求在母液到来后才能启动棒磨机,停磨时要刷磨,因此下矿滞后或提前造成母液配入量波动而影响配料稳定,如发生棒磨机启动跳停等影响下矿的故障时,这种影响就更大。
另外在现有的矿浆槽运行方式下,每天至少要倒用一次备用矿浆槽,该槽的矿浆是前几个班配的料,与现时的配料有一定的差异,因此较难把握其配料是偏高还是偏低,在长时间存放后的矿浆温度也会稍有降低影响溶出效果,最终造成溶出Rp的波动。
——开停磨机时做好充分准备,减少没有下矿时的母液流量、增加矿浆混合量。
d、停汽检修的影响
停汽检修对配料的影响主要是停磨时刷磨冲母液多、槽内矿浆的温度降低,以及溶出条件未达到要求从而影响溶出效果,溶出效果的波动,表现出来的是溶出Rp偏低、固含偏高。
——缩短停汽检修时间、控制好刷磨的母液量、做好矿浆槽保温。
e、溶出效果的影响
当溶出效果差时,配入的铝矿没有完全溶解进入液相,而是留在固相中,因此显示出来的溶出Rp就会偏低现象。
——提高配灰稳定性、合理性
注意溶出条件变化(温度、压煮器投用数量等)及溶出效果,溶出效果差时,尽可能以偏低的Rp控制。
3.5.3、影响配钙指标的因素及对策
a、下矿量、下灰量误差
皮带秤下料误差——加强抽秤密度、提高下料精确度
岗位现场监测频度低——加强岗位监测及监督
铝土矿粒度波动——稳定铝矿粒度
石灰粒度波动——及时检查调整破碎机的间隙,确保石灰粒度均匀
铝矿、石灰仓出口开度变化——固定铝矿、石灰仓出口开度
b、铝土矿、石灰成份波动的影响
铝土矿制、取样的代表性差——提高制取样的质量
石灰生烧及过烧——提高石灰煅烧质量
3.6典型故障分析判断及处理方法
3.6.1磨机内衬掉落故障
磨机内部衬板使用后期,由于其磨损变薄,容易发生掉落现象,主要特征有:
㈠磨机筒体螺栓连续两颗以上漏料无法正常紧固;
㈡磨机转动声音有阵发性撞击声。
处理方法:
停机更换衬板。
3.6.2球磨机出口倒料故障
序号
原因
处理方法
1
球磨机跳停
停中间泵,停循环母液
2
中间泵调停或转速变慢
停循环母液
3
中间泵转速过低,水旋器压力低
提高中间泵转速
4
水旋器运行数量过大
关闭部份水旋器
 升级会员
升级会员 