设计说明书(T55001).doc
《设计说明书(T55001).doc》由会员分享,可在线阅读,更多相关《设计说明书(T55001).doc(22页珍藏版)》请在冰点文库上搜索。
余热锅炉设计说明书
1、概述(总体结构如下图)
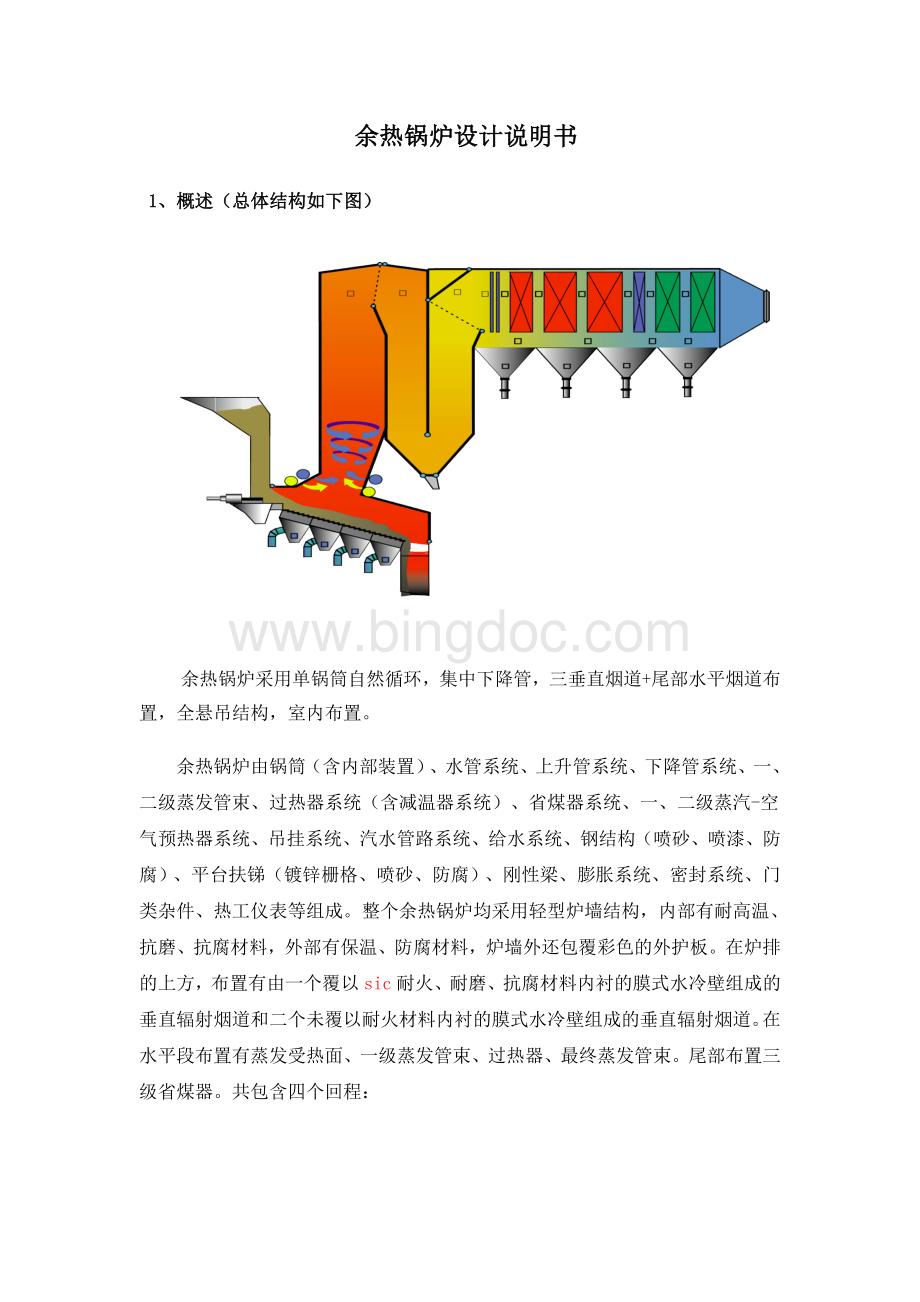
余热锅炉采用单锅筒自然循环,集中下降管,三垂直烟道+尾部水平烟道布置,全悬吊结构,室内布置。
余热锅炉由锅筒(含内部装置)、水管系统、上升管系统、下降管系统、一、二级蒸发管束、过热器系统(含减温器系统)、省煤器系统、一、二级蒸汽-空气预热器系统、吊挂系统、汽水管路系统、给水系统、钢结构(喷砂、喷漆、防腐)、平台扶锑(镀锌栅格、喷砂、防腐)、刚性梁、膨胀系统、密封系统、门类杂件、热工仪表等组成。
整个余热锅炉均采用轻型炉墙结构,内部有耐高温、抗磨、抗腐材料,外部有保温、防腐材料,炉墙外还包覆彩色的外护板。
在炉排的上方,布置有由一个覆以sic耐火、耐磨、抗腐材料内衬的膜式水冷壁组成的垂直辐射烟道和二个未覆以耐火材料内衬的膜式水冷壁组成的垂直辐射烟道。
在水平段布置有蒸发受热面、一级蒸发管束、过热器、最终蒸发管束。
尾部布置三级省煤器。
共包含四个回程:
一回程:
垂直辐射段,由内衬耐火材料的膜式蒸发受热面组成,耐火材料一直覆盖到本回程的出口。
二回程:
垂直辐射段,由膜式蒸发受热面组成。
三回程:
垂直辐射段,由膜式蒸发受热面组成。
四回程:
水平对流段,由膜式蒸发受热面、一、二级蒸发管束,过热器、减温器及省煤器组成,省煤器部位采用轻型护板式炉墙组成。
锅炉所产生蒸汽的温度由过热器减温器控制。
在整个操作过程中,过热器入口的烟气温度保持在650°C以下。
总之余热锅炉与焚烧炉配合良好,本身钢结构计算稳妥,各受热面配置合理,水循环良好,可确保锅炉安全、稳定、长期运行,且一定的超负荷能力。
同时也充分考虑了今后的维修保养工作。
2、烟气侧特点说明
余热锅炉的第一通道是二燃室,二燃室的空间设计充分考虑最优气流分布与锅炉容量。
由炉排燃烧产生的热烟气进入二燃室。
在入口处注入二次空气,使烟气充分燃烧,保证低排放。
二燃室的体积保证烟气在正常操作时,在高于850°C的区域停留时间不低于2秒。
二燃室配备了助燃燃烧器,确保炉膛温度不低于850°C。
二次空气经过流量优化后涡流喷射注入二燃室,凭借二次风喷嘴的分布在二燃室内产生涡流,进一步改善操作状况。
由于涡流的作用,气流中温度、速度和浓度方面都呈均匀分布。
温度、速度和浓度的峰值都被极小化,达到:
提高烟气的燃烬程度
使二燃室温度的均匀分布
降低一氧化碳的浓度70%(约15mg/Nm3)
减少对无防护的加热表面造成腐蚀的风险
减少二恶英的形成
为SNCR脱氮系统提供最优的反应环境
第一通道从焚烧炉出口开始,为垂直布置,辐射换热面。
为保护水冷壁和满足烟气在850°C停留2秒以上,第一通道内壁敷设耐火材料。
为保障第一通道膜式水冷壁与焚烧炉体的相对膨胀,两者间采用大型膨胀节联接。
由于焚烧炉体为适宜中国垃圾特点的风冷式结构,出口烟温相对较高,因此膨胀节采用了耐高温、耐磨、耐腐蚀的金属材料。
第二、三通道采用水冷结构,内壁不敷设耐火材料。
第四通道为水平布置,其侧墙采用水冷壁结构至对流蒸发屏末端,省煤器区域侧墙则采用护板炉墙。
汽包布置在炉外,垂直烟道的上方。
下降管接至各蒸发段下集箱。
焚烧炉上部的锅炉辐射受热面为膜式结构,水冷壁从二次风喷口和辅助油燃烧器之后的焚烧炉出口开始。
水冷壁管端部接至共用集箱,再通过引出管接至汽包。
在第一通道的顶部,烟气转向180度流向第二通道。
在第二通道,烟气向下流动。
在第二、三通道的下部布置为水冷漏斗,用来收集锅炉飞灰。
在第四通道,布置对流传热管束。
第一级受热面时保护性蒸发屏,用来使烟气在进入末级过热器之前,将烟温降至650°C以下。
在保护性蒸发屏后的水平通道内,布置有三级过热器,第二级对流蒸发屏和三级省煤器。
3汽水侧特点说明
锅炉给水经加热、除氧,给水温度130°C。
为了调节控制锅炉出口烟气温度,将给水在进入第一级省煤器前,设一可调旁路进入汽包内将给水预热。
省煤器分二级布置。
给水进入锅筒前,在省煤器内被加热至距饱和温度最小10°C以下。
省煤器给水从锅筒水空间引入。
锅筒内部装置能满足在所有负荷范围内,蒸汽品质达到要求。
所有蒸发受热面均采用自然循环原理,不同的蒸发段由不同的下降管从锅筒引入,汽水混合物由引出管引入锅筒。
为防止锅筒超压运行,锅筒上安装安全阀,安全阀排汽管需配置消声器。
蒸汽导出锅筒前,经过除雾器,避免蒸汽带水进入过热器。
过热器系统设置为三级对流管束。
为了控制调节蒸汽温度,在两级过热器间布置减温器。
一级减温器布置在第一、二级过热器间,以控制二级过热器出口蒸汽温度。
在第二、三级过热器间布置第二级减温器,以控制锅炉出口蒸汽温度不超过450°C(偏差+3、-5°C)。
第三级过热器的出口管道上安装安全阀(安全阀排汽管需配置消声器),以避免过热器超压运行。
4设计制造规范、标准和原则要求
4.1设计制造规范、标准
投标方提供的设备和材料遵守下列标准和规范的最新版本及替代版本,并按这些规范和标准制造及验收。
(1)《生活垃圾焚烧炉及余热锅炉》(GB/T18750-2008)
(2)《生活垃圾焚烧污染控制标准》(GB18484-2001)
(3)《蒸汽锅炉安全技术监察规程》(1997年1月1日起施行)
(4)《电力工业锅炉监督规程》(SD167-85);
(5)《电力工业锅炉压力容器安全监察规定》(电站[1995]36号);
(6)《水管锅炉受压元件强度计算》(GB9222-88);
(7)《工业锅炉热工试验规范》(GB10180-88);
(8)《高压锅炉用无缝钢管》(GB5310-1995)
(9)《低中压锅炉用无缝钢管》(GB3087-1999)
(10)《固定式锅炉建造规程》(GB/T16503-96);
(11)《工业锅炉锅内装置设计导则》(JB/Z198-83);
(12)《锅炉钢结构设计导则》(JB/T6736-93);
(13)《锅炉构架抗震设计标准》(JB/T5339-91);
(14)《锅炉原材料入厂检验标准》(JB/T3375-91);
(15)《锅炉水压试验条件》(JB/T1612-94);
(16)《锅炉焊接工艺评定》(JB4420-89);
(17)《锅炉受压元件焊接技术条件》(JB/T1613-1993);
(18)《锅炉锅筒制造技术条件》(JB/T1609-1993)
(19)《锅炉集箱制造技术条件》(JB/T1610-1993)
(20)《锅炉管子制造技术条件》(JB/T1611-1993)
(21)《锅炉油漆包装技术条件》(JB/T1615-1991);
(22《管式空气预热器技术条件》(JB/T1616-1993);
(23)《锅炉钢结构技术条件》(JB/T1620-93);
(24)《焊制鳍片管(屏)技术条件》(JB/T5255-91);
(25)《锅炉产品钢印及标记移植规定》(JB/T4308-1999);
(26)《锅炉管道附件承压铸钢件技术条件》(JB/T9625-1999);
(27)《锅炉锻件技术条件》(JB/T9626-1999);
(28)《螺旋翅片管箱组装技术条件》(JB/T6511-92);
(29)《锅炉用高频电阻焊螺旋翅片管制造技术条件》(JB/T6512-92);
(30)《锅炉膜式壁管屏(轧制鳍片管)技术条件》(JB/T2635-93)
(31)制造厂工厂标准及技术规范
4.2锅炉设计原则
在可能运行的各种工况下,各受热面的金属温度均在允许范围内(普通管≤370°C,过热器合金管≤450°C)。
锅炉的蒸汽品质达到《火力发电厂机组及蒸汽动力设备水、汽质量标准》
(GB12145)的规定。
锅炉有良好的密封结构,炉膛及各烟道采用膜式壁结构,运行中无漏烟、漏灰现象,炉顶密封,采取成熟的迷宫式结构,确保良好的密封。
锅炉在投产第一年内,因制造质量不良而引起的强迫停炉次数不多于2次。
锅炉年利用小时数大于8000h。
锅炉启动时间(从点火到机组带满负荷)能满足以下要求:
启动方式
汽包锅炉
允许次数
冷态启动
6~8h
>500次
温态启动
3~4h
>1000次
热态启动
1.5~2h
>10000次
锅炉按负压运行设计。
锅炉各受热面管子的焊缝进行100%的无损检验,并有钢厂检验合格证明。
出厂前严格地检查,保证无任何异物和焊渣遗留在管内和联箱内。
所用的合金钢材在加工过程及运到现场均保证有明显标志。
对承压部件的焊接及检验应严格按《电力工业锅炉、压力容器监察规程》的规定进行。
对锅炉承压件中合金元素差异较大的异种钢焊接,在制造厂内完成,并有焊接记录(包括焊前预热、焊接方法、接头型式、电焊条、焊后热处理等)。
所采用的焊接工艺保证与材质相应(包括母材、焊条、焊丝、保护气体等)。
任何新工艺必须通过鉴定试验合格后并征得业主用意后才能采用。
锅炉的受热面各外部连接管接头,联箱管接头,出厂前均在保证整体尺寸前提下,根据所需的焊接工艺,做好焊接接口的准备工作,如做好焊接坡口,消除管接头内外的氧化铁,涂以防腐涂层,装以密封性能好,不易脱落的封头等。
锅炉汽包及所有汽水联箱上的排污管、疏水管、空气管、加热管,取样管等接头,采取加强结构的焊接型式。
锅炉在运行时,炉墙、炉内悬吊受热面、本体范围内汽水管道、空气予热器及风道等不允许有晃动及异常振动。
炉膛、顶、水平烟道和尾部竖井等的设计保证有良好的密封性。
同时确保各承压部件的膨胀良好,不因热应力使密封件开裂损坏。
锅炉炉顶采用金属密封结构,对炉顶吊杆安装方法将在安装说明书中加以说明,并提供安装接点图和密封板成品,保证吊杆受力合理,炉顶密封良好。
锅炉设计时,将对各部件进行膨胀量计算,并在重要部位装设膨胀指示器。
燃烧室看火孔的布置便于运行人员观察炉内各燃烧器出口燃料的着火情况;人孔门的布置便于检修人员进入。
所有管道间、管道与集箱间、管道与锅筒间的连接焊缝为全焊透型式。
炉膛中部布置有NH3喷嘴孔,可在需要使用时及时投运。
余热锅炉分模块整体组装后运抵现场,以减少现场工作量及保证锅炉性能。
锅炉承压部分的组装设计要求:
锅筒和内部装置一起装配出厂;三个烟道膜式水冷壁的分片应在满足国内运输条件下,最大限度地减少分片数量。
锅炉各部件在运输条件许可的情况下最大限度地在工厂组装成完整部件,并做好调整、校正和试验工作。
4.3锅炉制造原则要求
锅炉各受热面管子应进行100%涡流检查,焊缝进行100%无损探伤检验,并有检验合格证书。
出厂前进行严格检查,不允许有任何异物和焊渣遗留在管内和集箱内。
对锅炉受压部件中如有合金元素差异较大的异种钢焊接,在制造厂内完成,并有焊接记录(包括焊前预热,焊接方法,接头型式,焊材,焊后热处理等)
与工地现场外部配管连接的集箱界面处应在制造厂车间内预先加工好坡口。
所有受压元件间的焊接均要求采用带坡口的氩弧焊。
集箱及管束均要求进行单根100%水压试验。
如果管组整组出厂,每组受热管束与集箱组装制作完毕后遵照JB/T1612-94要求进行整体水压试验,水压试验后及时吹净积水。
所有受压元件的水压试验检测报告在规定时间内提供给招标方。
用焊接组装的锅炉构架,出厂前控制分段立柱和横梁尺寸,做好安装焊缝的坡口,避免在工地对接拼装时进行切割和开坡口。
锅炉构架的立柱、横梁及其他人型构件在设计和制造中妥善地设置为运输、起吊(包括吊鼻、绑扎绳扣、保护铁等)及防止变形的临时加强措施。
并有必需的爬梯、操作平台和临时安装栏杆的生根节点。
水冷壁在设计和制造时,尽量能单片组件运输;水冷壁出厂前严格控制零件公差尺寸,为保证整体尺寸不至超过允许偏差;
所有承压受热面管排及组件,在出厂前必须经水压试验合格,将水放净并烘干、加封头。
锅炉范围内的管道弯头,特别是低合金钢弯头,制造公差符合标准,避免在安装时需强力对口和加强烘烤。
各受热面的布置尽量为检查、焊接、换管及使用机械化工具提供方便。
锅炉本体及系统的设计、制造,予留在进行考核验收时所需的测点及装设调试设备的予留孔等。
5、详细技术规范
[1]汽包
1.1汽包结构要求
汽包(¢1492*46)布置在烟道外,第一通道的上方,用于分离汽水混合物。
汽包材料采用Q245R(20g)。
汽包为焊接结构,包括椭圆型封头,其它必要的管接头,如下降管、给水管、排污管、事故放水管、饱和汽引出管以及其它必要的附件。
汽包内件的设计确保满足蒸汽品质的要求,使得主蒸汽中二氧化硅的含量不超过0.02mg/Kg。
汽包内部设置一给水预热器,以便于在锅炉低负荷和清洁条件下,调节和保持锅炉出口烟气温度在最低温度以上。
该预热器将设置在汽空间内,一方面保证良好的传热效果,另一方面可防止受炉水的腐蚀。
在汽包上设置一路供空气预热器用的蒸汽管路,为蒸汽-空气预热器提供热源。
汽包端部的椭圆型封头上分别设置人孔门,以便于检查和维护。
汽包内部装置设计合理,严密,固定可靠,旋风分离器的顶帽与基体的固定牢固,确保不会脱落。
制造汽包的钢板将提供脆性转变温度的数据,每块钢板及焊缝均经过检验和100%的无损探伤,并提供合格证明书。
汽包的纵向、环向焊缝打磨光滑。
汽包设有运输、吊装时所需的吊耳。
汽包采用双色水位计(采用高压无盲区双色窗式水位计),水位计安全可靠,便于观察,指示正确。
同一汽包上两端就地水位计的指示,相互偏差不大于20mm。
同时设置有1对电接点水位计和3对平衡容器;
在图纸中标明汽包的正常水位,允许的最低和最高水位,保证蒸汽品质合格和水循环可靠。
汽包设置电接点水位表,作最高和最低水位的指示、报警及保护功能。
汽包上有供热工测量、加药、排污、再循环管、炉水及蒸汽取样、锅炉自用汽源等管座和相应的阀门,并设有上下壁温测点插座。
在合格证中将提供汽包的各项工艺记录、检验记录等档案副本,并提供下列文件:
(1)水压试验的水质、水温和环境温度;
(2)进水温度与汽包壁温的允许差值;
(3)启动升温、停炉降温曲线和允许的升温、降温速率的上限值;
(4)汽包上、下壁和内、外壁允许的温差值。
锅筒和锅筒内部装置一起在厂内预配装好后出厂,厂内组装件最大尺寸要求小于6.5mx4mx16m,最大重量小于40T;
1.2汽包内给水加热器
锅筒内蒸汽空间内布置有给水加热器,以保持锅炉在低负荷运行时,锅炉出口烟气温度处于最低要求温度以上。
给水加热器将按照业主提供的技术参数并经校核后采用,具体如下:
给水温度(正常工况):
130°C
给水出口最高温度:
260°C
换热量(最大):
1.350kW
管径/壁厚:
外径38mm,壁厚4mm
管子长度:
2x7500mm
管子数量:
8
热面积:
12,9m²
设计压力:
7,0Mpa
设计温度:
300°C
[2]水冷系统
锅炉设计在各种可能工况下,保证水冷壁管束中有足够的重量流速。
水冷壁管内的水流分配和受热合理,保证沿燃烧室宽度均匀产汽,沿汽包全长的水位均衡,防止发生水循环不良现象。
水冷壁采用全焊接的膜式水冷壁,保证燃烧室的严密性。
对水冷壁管子及鳍片应进行温度和应力验算,无论在锅炉起动、停炉和各种负荷工况时,管壁和鳍片的温度均应低于钢材许用值,应力水平亦应低于许用应力。
锅炉排污率为:
1%左右。
水冷系统由下列构成:
。
辐射受热面(1、2、3通道)
。
对流受热面(4通道)
。
保护性蒸发屏(EVA1)
。
蒸发屏(EVA2)
。
下降管和引出管等
2.1辐射受热面(1、2、3通道)
三个垂直通道的包墙为辐射受热面,组成蒸发受热面系统。
包墙式蒸发受热面均采用膜式结构,膜式水冷壁均需在厂内焊接、组装、分片出场,水冷壁下部集箱设疏水管接口,并配置检查用手孔及端盖。
在第一垂直烟道内,水冷壁上焊有销钉,以利于耐火料的砌筑;销钉在厂内焊接。
2.2水平烟道(4通道)
第四通道的包墙,在过热器和蒸发屏区域也采用膜式结构,但其管间距比前三个通道的膜式水冷壁管间距要大。
第四通道的包墙后半部分,在省煤器区域,采用护板结构。
在水冷结构与护板结构间,采用膨胀节连接。
为防止烟气旁通,在第四通道相应的部位都设有隔烟墙,隔烟墙为水冷壁结构,与侧墙膜式水冷系统相连。
受热面管束间的距离设为840mm。
2.3保护性蒸发屏(EVA1)
在对流受热面入口,末级过热器前,布置一保护性蒸发屏,可使进入第四通道的烟气流更均匀,也可降低进入末级过热器的烟温。
蒸发屏采用顺列布置,由上下小集箱及管子组成,管子均采用无缝管,蒸发屏在厂内成片制作,分片出厂,现场组装,从而保证了产品质量,减少了工地安装量;
蒸发屏为悬吊结构,通过吊杆安装在顶板梁;蒸发管屏下部通过尾部的集中下降管进行供水。
2.4蒸发屏(EVA2)
在过热器管束后,布置有二级蒸发屏,用以将烟温在进省煤器前降至400°C以下。
该蒸发屏采用顺列布置,由上下小集箱及管子组成,管子均采用无缝管,蒸发屏在厂内成片制作,分片出厂,现场组装,从而保证了产品质量,减少了工地安装量;
蒸发屏为悬吊结构,通过吊杆安装在顶板梁;蒸发管屏下部通过尾部的集中下降管进行供水。
2.5下降管和引出管
采用集中下降管,炉外布置。
整个水冷系统循环回路布置合理,并确保水循环的安全。
[3]过热系统
过热器的设计保证各段受热面在启动、停炉、汽温自动控制失灵、事故跳闸以及事故后恢复到额定负荷时不致超温过热。
各段过热器合理选择热力偏差系数,并进行管壁温度的计算验证。
过热器两侧的汽温偏差小于10℃。
提供各段过热器管内介质出口温度的计算控制指标,温度测点布置图或测点布置说明。
过热器全部采用无缝钢管,使用的管材品种、材质种类尽可能少。
异种钢的焊口在厂内完成。
过热器管排采用顺列布置,留出合理的净空间距,防止受热面灰搭桥或形成烟气走廊,减少积灰及局部磨损;防止个别管子出现过热;各管排固定牢固,留有检修空间,便于易损管件检修和更换。
过热器出口联箱至集汽联箱的导管设计合理,凡与电站主蒸汽管道直接连接的联箱,集汽集箱等,均能承受一定的管道热膨胀所给予的推力及力矩或给定能承受推力及力矩的极限值。
3.1过热器(SH1/SH2/SH3)
过热器由三级组成,分别为SH1,SH2和SH3,包括集箱、连接管,以及疏水、排气管;过热器受热面管均采用顺列布置;为防止高温过热器的腐蚀,延长过热器的使用寿命,三级(SH3)、二级(SH2)过热器采用材料为:
12Cr1MoV。
为了在不同负荷情况下,控制蒸汽温度,在第一、二级间和第二、三级间布置有两级喷水减温器。
末级过热器按烟气流向顺流布置,第一、二级过热器逆流布置。
过热器集箱、管道均采用无缝钢管。
过热器为悬吊结构,通过吊杆安装在顶板梁上;过热器管屏在厂内成片制作,分片出厂,现场组装,从而保证了产品质量,减少了工地安装量;
过热器弯管采用小R弯管半径;在每级过热器间留有足够的空挡,并设有检修门,以利于检修;在每排过热器下部小集箱都设有可靠的固定装置;
具体结构见下图:
过热器管屏结构图
3.2调温装置
在一、二级过热器和二、三级过热器间分别布置有减温器,以调节控制锅炉在70-110%负荷范围内运行时的蒸汽温度。
减温方式采用喷水减温器。
喷水减温供水管内径必须大于50mm,以便装设流量测量装置
喷水减温器的防护套筒始端与联箱可靠连接并保证套筒与联箱的相对膨胀。
引入减温器的喷水管在设计时采取固定措施,防止运行时振动。
喷水减温器的布置便于抽芯检修、喷嘴检修。
喷水减温器喷嘴的使用寿命应大于80000小时。
喷水减温器将按照业主提供的技术参数并经校核后采用,具体如下:
Ø冷却介质锅炉给水
Ø冷却介质正常温度130°C(设计值180°C)
Ø压力5,0-6,0MPa
Ø设计压力6,0MPa
ØSH1-SH2
·最小喷水量120kg/h
·最大计算喷水量3000kg/h
·设计喷水量4000kg/h
ØSH2-SH3
·最小喷水量120kg/h
·最大计算喷水量2750kg/h
·设计喷水量4000kg/h
[4]省煤器(ECO1/ECO2)
省煤器分三级,采用立式、逆流布置。
包括集箱及蛇形管,所用集箱、管子均采用碳钢管¢42*5(20G-GB5310)。
省煤器管为顺列排布。
省煤器为全悬吊、护板式结构,通过柔性膨胀节与第四通道相连,在两级省煤器间留有检查门,以方便检修。
省煤器由蛇形管组成,蛇形管在厂内制造后,工地安装。
管屏由管子弯制而成,现场与进、出口集箱连接;水从省煤器进口集箱给入,经省煤器加热后流进锅筒。
在每级受热面进、出口集箱上都设有压缩空气接口、排污口,以利于省煤器疏水,及停炉时方便将蛇形管内的水通过压缩空气排出;
省煤器见锅炉总图
[5]钢结构、平台和楼梯
5.1概述
梯子、平台的布置合理,两台炉相互连通,方便运行中巡回检查和检修时吊装构件的需要。
锅炉在结构上便于安装、运行、维护和检修。
钢架采用拴焊结构,并采用防腐、防锈措施;平台扶梯的布置应方便锅炉运行人员的巡回检查和检修。
平台采用热镀锌栅格结构,栅格孔不大于30×50mm。
锅炉扶梯采用双侧布置,倾角不大于45°,扶梯宽度850mm,踏板形式符合招标方规定。
平台宽度不低于1.0米,平台栏杆高度不低于1100mm,周围挡脚板高度不少于100mm,厚度不小于3mm。
。
所有平台、扶梯、栏杆的设计符合国家现行规范要求。
平台和扶梯有足够的强度和刚度,检修平台的基本活荷载为4.0KN/m2,其余各层平台的基本活荷载为2.0kN/m2,挠度小于1/300;扶梯的基本活荷载为2KN/m2
所有栏杆均应按GB4053.3-93《固定式工业防护栏杆安全技术条件》
 升级会员
升级会员 