CrMo钢连续1预热及热处理焊接工艺卡.docx
《CrMo钢连续1预热及热处理焊接工艺卡.docx》由会员分享,可在线阅读,更多相关《CrMo钢连续1预热及热处理焊接工艺卡.docx(96页珍藏版)》请在冰点文库上搜索。
CrMo钢连续1预热及热处理焊接工艺卡
乌鲁木齐石油化工总厂
设备安装公司
管道焊接工艺卡
工程名称:
管线编号:
焊接工艺库序号
G307QQ002D301B01
焊接工艺评定号:
2001GD05
接头号:
焊接过程
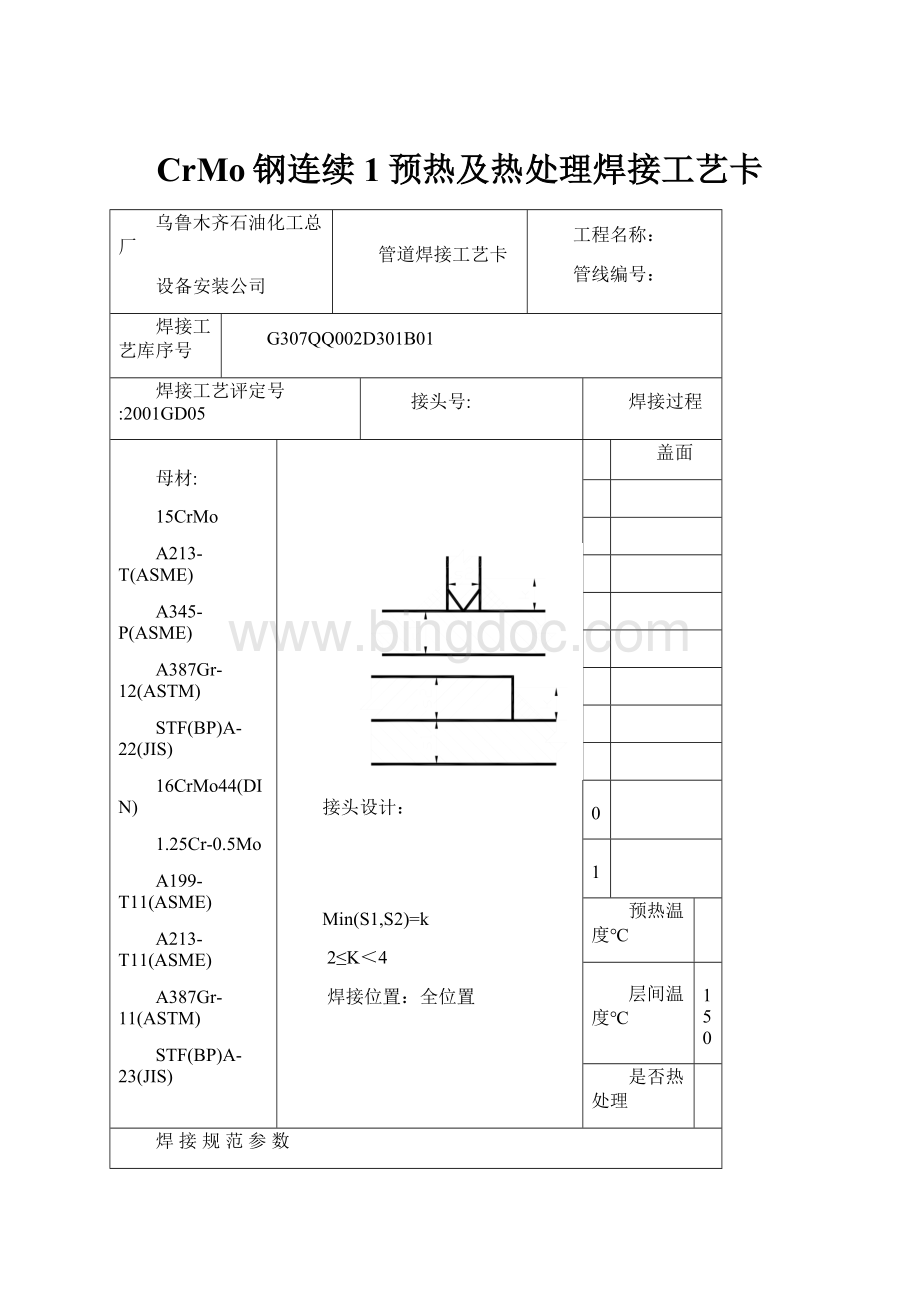
母材:
15CrMo
A213-T(ASME)
A345-P(ASME)
A387Gr-12(ASTM)
STF(BP)A-22(JIS)
16CrMo44(DIN)
1.25Cr-0.5Mo
A199-T11(ASME)
A213-T11(ASME)
A387Gr-11(ASTM)
STF(BP)A-23(JIS)
接头设计:
Min(S1,S2)=k
2≤K<4
焊接位置:
全位置
1
盖面
2
3
4
5
6
7
8
9
10
11
预热温度℃
层间温度℃
≤150
是否热处理
否
焊接规范参数
层序
焊接
方法
焊接材料
规格
极性
电流(A)
电压(V)
焊接速度
cm/min
盖面
D
R307
Φ3.2
DCˉ
120~140
20~22
8~10
特殊技术要求及说明:
1.当焊件温度低于0℃时,所有钢材的焊缝应在始焊处100mm范围内预热到15℃以上。
2.R307焊条也可用E5515-B2(型号)焊条替代。
编制
日期
审批
日期
复制
日期
工艺卡-02
乌鲁木齐石油化工总厂
设备安装公司
管道焊接工艺卡
工程名称:
管线编号:
焊接工艺库序号
G307QQ004D301B01
焊接工艺评定号:
2001GD05
接头号:
焊接过程
母材:
15CrMo
A213-T(ASME)
A345-P(ASME)
A387Gr-12(ASTM)
STF(BP)A-22(JIS)
16CrMo44(DIN)
1.25Cr-0.5Mo
A199-T11(ASME)
A213-T11(ASME)
A387Gr-11(ASTM)
STF(BP)A-23(JIS)
接头设计:
Min(S1,S2)=k
4≤K<8
焊接位置:
全位置
1
填充
2
盖面
3
4
5
6
7
8
9
10
11
预热温度℃
层间温度℃
≤150
是否热处理
否
焊接规范参数
层序
焊接
方法
焊接材料
规格
极性
电流(A)
电压(V)
焊接速度
cm/min
填充
D
R307
Φ3.2
DCˉ
120~140
20~24
10~12
盖面
D
R307
Φ3.2
DCˉ
120~140
24~26
8~10
特殊技术要求及说明:
1.当焊件温度低于0℃时,所有钢材的焊缝应在始焊处100mm范围内预热到15℃以上。
2.R307焊条也可用E5515-B2(型号)焊条替代。
编制
日期
审批
日期
复制
日期
工艺卡-02
乌鲁木齐石油化工总厂
设备安装公司
管道焊接工艺卡
工程名称:
管线编号:
焊接工艺库序号
G307QQ008D301B01
焊接工艺评定号:
2001GD06
接头号:
焊接过程
母材:
15CrMo
A213-T(ASME)
A345-P(ASME)
A387Gr-12(ASTM)
STF(BP)A-22(JIS)
16CrMo44(DIN)
1.25Cr-0.5Mo
A199-T11(ASME)
A213-T11(ASME)
A387Gr-11(ASTM)
STF(BP)A-23(JIS)
接头设计:
Min(S1,S2)=k
8≤K<10
焊接位置:
全位置
1
填充
2
盖面
3
4
5
6
7
8
9
10
11
预热温度℃
层间温度℃
≤150
是否热处理
否
焊接规范参数
层序
焊接
方法
焊接材料
规格
极性
电流(A)
电压(V)
焊接速度
cm/min
填充
D
R307
Φ4.0
DCˉ
150~160
24~26
10~12
盖面
D
R307
Φ4.0
DCˉ
140~150
24~26
8~10
特殊技术要求及说明:
1.当焊件温度低于0℃时,所有钢材的焊缝应在始焊处100mm范围内预热到15℃以上。
2.R307焊条也可用E5515-B2(型号)焊条替代。
编制
日期
审批
日期
复制
日期
工艺卡-02
乌鲁木齐石油化工总厂
设备安装公司
管道焊接工艺卡
工程名称:
管线编号:
焊接工艺库序号
G307QQ010D301B01
焊接工艺评定号:
2001GD06
接头号:
焊接过程
母材:
15CrMo
A213-T(ASME)
A345-P(ASME)
A387Gr-12(ASTM)
STF(BP)A-22(JIS)
16CrMo44(DIN)
1.25Cr-0.5Mo
A199-T11(ASME)
A213-T11(ASME)
A387Gr-11(ASTM)
STF(BP)A-23(JIS)
接头设计:
Min(S1,S2)=k
10≤K<12
焊接位置:
全位置
1
填充
2
盖面
3
4
5
6
7
8
9
10
11
预热温度℃
150~250
层间温度℃
150~250
是否热处理
是
焊接规范参数
层序
焊接
方法
焊接材料
规格
极性
电流(A)
电压(V)
焊接速度
cm/min
填充
D
R307
Φ4.0
DCˉ
150~160
24~26
10~12
盖面
D
R307
Φ4.0
DCˉ
140~150
24~26
8~10
特殊技术要求及说明:
1.当焊件温度低于0℃时,所有钢材的焊缝应在始焊处100mm范围内预热到15℃以上。
2.R307焊条也可用E5515-B2(型号)焊条替代。
编制
日期
审批
日期
复制
日期
工艺卡-02
乌鲁木齐石油化工总厂
设备安装公司
管道焊接工艺卡
工程名称:
管线编号:
焊接工艺库序号
G307QQ012D301B01
焊接工艺评定号:
2001GD06
接头号:
焊接过程
母材:
15CrMo
A213-T(ASME)
A345-P(ASME)
A387Gr-12(ASTM)
STF(BP)A-22(JIS)
16CrMo44(DIN)
1.25Cr-0.5Mo
A199-T11(ASME)
A213-T11(ASME)
A387Gr-11(ASTM)
STF(BP)A-23(JIS)
接头设计:
Min(S1,S2)=k
K≥12
焊接位置:
全位置
1
填充
2
盖面
3
4
5
6
7
8
9
10
11
预热温度℃
150~250
层间温度℃
150~250
是否热处理
是
焊接规范参数
层序
焊接
方法
焊接材料
规格
极性
电流(A)
电压(V)
焊接速度
cm/min
填充
D
R307
Φ4.0
DCˉ
150~160
24~26
10~12
盖面
D
R307
Φ4.0
DCˉ
140~150
24~26
8~10
特殊技术要求及说明:
1.当焊件温度低于0℃时,所有钢材的焊缝应在始焊处100mm范围内预热到15℃以上。
2.R307焊条也可用E5515-B2(型号)焊条替代。
编制
日期
审批
日期
复制
日期
工艺卡-02
乌鲁木齐石油化工总厂
设备安装公司
管道焊接工艺卡
工程名称:
管线编号:
焊接工艺库序号
G307DG002WD352301B01
焊接工艺评定号:
2001GD05
接头号:
焊接过程
母材:
15CrMo
A213-T(ASME)
A345-P(ASME)
A387Gr-12(ASTM)
STF(BP)A-22(JIS)
16CrMo44(DIN)
1.25Cr-0.5Mo
A199-T11(ASME)
A213-T11(ASME)
A387Gr-11(ASTM)
STF(BP)A-23(JIS)
接头设计:
Φ=a=60±5º
P=1±0.5b=2.5±0.52≤s<3
焊接位置:
水平位置
1
清理坡口
2
点固、打底
3
盖面
4
5
6
7
8
9
10
11
预热温度℃
层间温度℃
≤150º
是否热处理
否
焊接规范参数
层序
焊接
方法
焊接材料
规格
极性
电流(A)
电压(V)
焊接速度
cm/min
打底
Ws
TIG-R30
Φ2.5
DC+
80~90
8~10
5~7
盖面
D
R307
Φ2.5
DCˉ
70~80
22~24
8~10
特殊技术要求及说明:
1.当焊件温度低于0℃时,所有钢材的焊缝应在始焊处100mm范围内预热到15℃以上。
2.R307焊条也可用E5515-B2(型号)焊条替代。
3.TIG-R30焊丝也可用H13CrMoA焊丝替代。
编制
日期
审批
日期
复制
日期
工艺卡-02
乌鲁木齐石油化工总厂
设备安装公司
管道焊接工艺卡
工程名称:
管线编号:
焊接工艺库序号
G307DG003WD352301B01
焊接工艺评定号:
2001GD05
接头号:
焊接过程
母材:
15CrMo
A213-T(ASME)
A345-P(ASME)
A387Gr-12(ASTM)
STF(BP)A-22(JIS)
16CrMo44(DIN)
1.25Cr-0.5Mo
A199-T11(ASME)
A213-T11(ASME)
A387Gr-11(ASTM)
STF(BP)A-23(JIS)
接头设计:
Φ=a=60±5º
P=1±0.5b=2.5±0.53≤s<4
焊接位置:
水平位置
1
清理坡口
2
点固、打底
3
盖面
4
5
6
7
8
9
10
11
预热温度℃
层间温度℃
≤150º
是否热处理
否
焊接规范参数
层序
焊接
方法
焊接材料
规格
极性
电流(A)
电压(V)
焊接速度
cm/min
打底
Ws
TIG-R30
Φ2.5
DC+
80~90
8~10
6~8
盖面
D
R307
Φ2.5
DCˉ
70~80
22~24
7~9
特殊技术要求及说明:
1.当焊件温度低于0℃时,所有钢材的焊缝应在始焊处100mm范围内预热到15℃以上。
2.R307焊条也可用E5515-B2(型号)焊条替代。
3.TIG-R30焊丝也可用H13CrMoA焊丝替代。
编制
日期
审批
日期
复制
日期
工艺卡-02
乌鲁木齐石油化工总厂
设备安装公司
管道焊接工艺卡
工程名称:
管线编号:
焊接工艺库序号
G307DG004WD352301B01
焊接工艺评定号:
2001GD05
接头号:
焊接过程
母材:
15CrMo
A213-T(ASME)
A345-P(ASME)
A387Gr-12(ASTM)
STF(BP)A-22(JIS)
16CrMo44(DIN)
1.25Cr-0.5Mo
A199-T11(ASME)
A213-T11(ASME)
A387Gr-11(ASTM)
STF(BP)A-23(JIS)
接头设计:
Φ=a=60º±5º
P=1±0.5b=3.0±0.54≤s<5
焊接位置:
水平位置
1
清理坡口
2
点固、打底
3
盖面
4
5
6
7
8
9
10
11
预热温度℃
层间温度℃
≤150º
是否热处理
否
焊接规范参数
层序
焊接
方法
焊接材料
规格
极性
电流(A)
电压(V)
焊接速度
cm/min
打底
Ws
TIG-R30
Φ2.5
DC+
100~110
8~10
6~7
盖面
D
R307
Φ3.2
DCˉ
80~90
22~24
7~8
特殊技术要求及说明:
1.当焊件温度低于0℃时,所有钢材的焊缝应在始焊处100mm范围内预热到15℃以上。
2.R307焊条也可用E5515-B2(型号)焊条替代。
3.TIG-R30焊丝也可用H13CrMoA焊丝替代。
编制
日期
审批
日期
复制
日期
工艺卡-02
乌鲁木齐石油化工总厂
设备安装公司
管道焊接工艺卡
工程名称:
管线编号:
焊接工艺库序号
G307DG005WD352301B01
焊接工艺评定号:
2001GD05
接头号:
焊接过程
母材:
15CrMo
A213-T(ASME)
A345-P(ASME)
A387Gr-12(ASTM)
STF(BP)A-22(JIS)
16CrMo44(DIN)
1.25Cr-0.5Mo
A199-T11(ASME)
A213-T11(ASME)
A387Gr-11(ASTM)
STF(BP)A-23(JIS)
接头设计:
Φ=a=60±5º
P=1.5±0.5b=3.0±0.55≤s<6
焊接位置:
水平位置
1
清理坡口
2
点固、打底
3
填充
4
盖面
5
6
7
8
9
10
11
预热温度℃
层间温度℃
≤150º
是否热处理
否
焊接规范参数
层序
焊接
方法
焊接材料
规格
极性
电流(A)
电压(V)
焊接速度
cm/min
打底
Ws
TIG-R30
Φ2.5
DC+
100~110
8~10
5~7
填充
D
R307
Φ3.2
DCˉ
100~110
22~24
8~10
盖面
D
R307
Φ3.2
DCˉ
90~100
22~24
8~10
特殊技术要求及说明:
1.当焊件温度低于0℃时,所有钢材的焊缝应在始焊处100mm范围内预热到15℃以上。
2.R307焊条也可用E5515-B2(型号)焊条替代。
3.TIG-R30焊丝也可用H13CrMoA焊丝替代。
编制
日期
审批
日期
复制
日期
工艺卡-02
乌鲁木齐石油化工总厂
设备安装公司
管道焊接工艺卡
工程名称:
管线编号:
焊接工艺库序号
G307DG006WD352301B01
焊接工艺评定号:
2001GD05
接头号:
焊接过程
母材:
15CrMo
A213-T(ASME)
A345-P(ASME)
A387Gr-12(ASTM)
STF(BP)A-22(JIS)
16CrMo44(DIN)
1.25Cr-0.5Mo
A199-T11(ASME)
A213-T11(ASME)
A387Gr-11(ASTM)
STF(BP)A-23(JIS)
接头设计:
Φ=a=60º±5º
P=1.5±0.5b=3.0±0.56≤s<8
焊接位置:
水平位置
1
清理坡口
2
点固、打底
3
填充
4
盖面
5
6
7
8
9
10
11
预热温度℃
层间温度℃
≤150º
是否热处理
否
焊接规范参数
层序
焊接
方法
焊接材料
规格
极性
电流(A)
电压(V)
焊接速度
cm/min
打底
Ws
TIG-R30
Φ2.5
DC+
90~110
8~10
4~5
填充
D
R307
Φ3.2
DCˉ
100~120
22~24
8~10
盖面
D
R307
Φ3.2
DCˉ
90~110
22~24
6~8
特殊技术要求及说明:
1.当焊件温度低于0℃时,所有钢材的焊缝应在始焊处100mm范围内预热到15℃以上。
2.R307焊条也可用E5515-B2(型号)焊条替代。
3.TIG-R30焊丝也可用H13CrMoA焊丝替代。
编制
日期
审批
日期
复制
日期
工艺卡-02
乌鲁木齐石油化工总厂
设备安装公司
管道焊接工艺卡
工程名称:
管线编号:
焊接工艺库序号
G307DG008WD352301B01
焊接工艺评定号:
2001GD05
接头号:
焊接过程
母材:
15CrMo
A213-T(ASME)
A345-P(ASME)
A387Gr-12(ASTM)
STF(BP)A-22(JIS)
16CrMo44(DIN)
1.25Cr-0.5Mo
A199-T11(ASME)
A213-T11(ASME)
A387Gr-11(ASTM)
STF(BP)A-23(JIS)
接头设计:
Φ=a=60±5º
P=1.5±0.5b=3.0±0.58≤s<10
焊接位置:
水平位置
1
清理坡口
2
点固、打底
3
填充
4
盖面
5
6
7
8
9
10
11
预热温度℃
层间温度℃
≤150º
是否热处理
否
焊接规范参数
层序
焊接
方法
焊接材料
规格
极性
电流(A)
电压(V)
焊接速度
cm/min
打底
Ws
TIG-R30
Φ2.5
DC+
90~100
8~10
5~6
填充
D
R307
Φ3.2
DCˉ
110~120
22~24
8~10
盖面
D
R307
Φ3.2
DCˉ
100~110
22~24
6~8
特殊技术要求及说明:
1.当焊件温度低于0℃时,所有钢材的焊缝应在始焊处100mm范围内预热到15℃以上。
2.R307焊条也可用E5515-B2(型号)焊条替代。
3.TIG-R30焊丝也可用H13CrMoA焊丝替代。
编制
日期
审批
日期
复制
日期
工艺卡-02
乌鲁木齐石油化工总厂
设备安装公司
管道焊接工艺卡
工程名称:
管线编号:
焊接工艺库序号
G307DG010WD352301B01
焊接工艺评定号:
2001GD06
接头号:
焊接过程
母材:
15CrMo
A213-T(ASME)
A345-P(ASME)
A387Gr-12(ASTM)
STF(BP)A-22(JIS)
16CrMo44(DIN)
1.25Cr-0.5Mo
A199-T11(ASME)
A213-T11(ASME)
A387Gr-11(ASTM)
STF(BP)A-239(JIS)
接头设计:
Φ=a=60º±5º
P=1.5±0.5b=3.0±0.510≤s<12
焊接位置:
水平位置
1
清理坡口
2
点固、打底
3
填充
4
盖面
5
6
7
8
9
10
11
预热温度℃
150~250
层间温度℃
150~250
是否热处理
是
焊接规范参数
层序
焊接
方法
焊接材料
规格
极性
电流(A)
电压(V)
焊接速度
cm/min
打底
Ws
TIG-R30
Φ2.5
DC+
90~100
8~10
5~6
填充
D
R307
Φ4.0
DCˉ
150~160
24~26
10~12
盖面
D
R307
Φ4.0
DCˉ
145~155
23~25
8~10
 升级会员
升级会员 