包装工艺学课程设计全自动洗衣机.docx
《包装工艺学课程设计全自动洗衣机.docx》由会员分享,可在线阅读,更多相关《包装工艺学课程设计全自动洗衣机.docx(35页珍藏版)》请在冰点文库上搜索。
包装工艺学课程设计全自动洗衣机
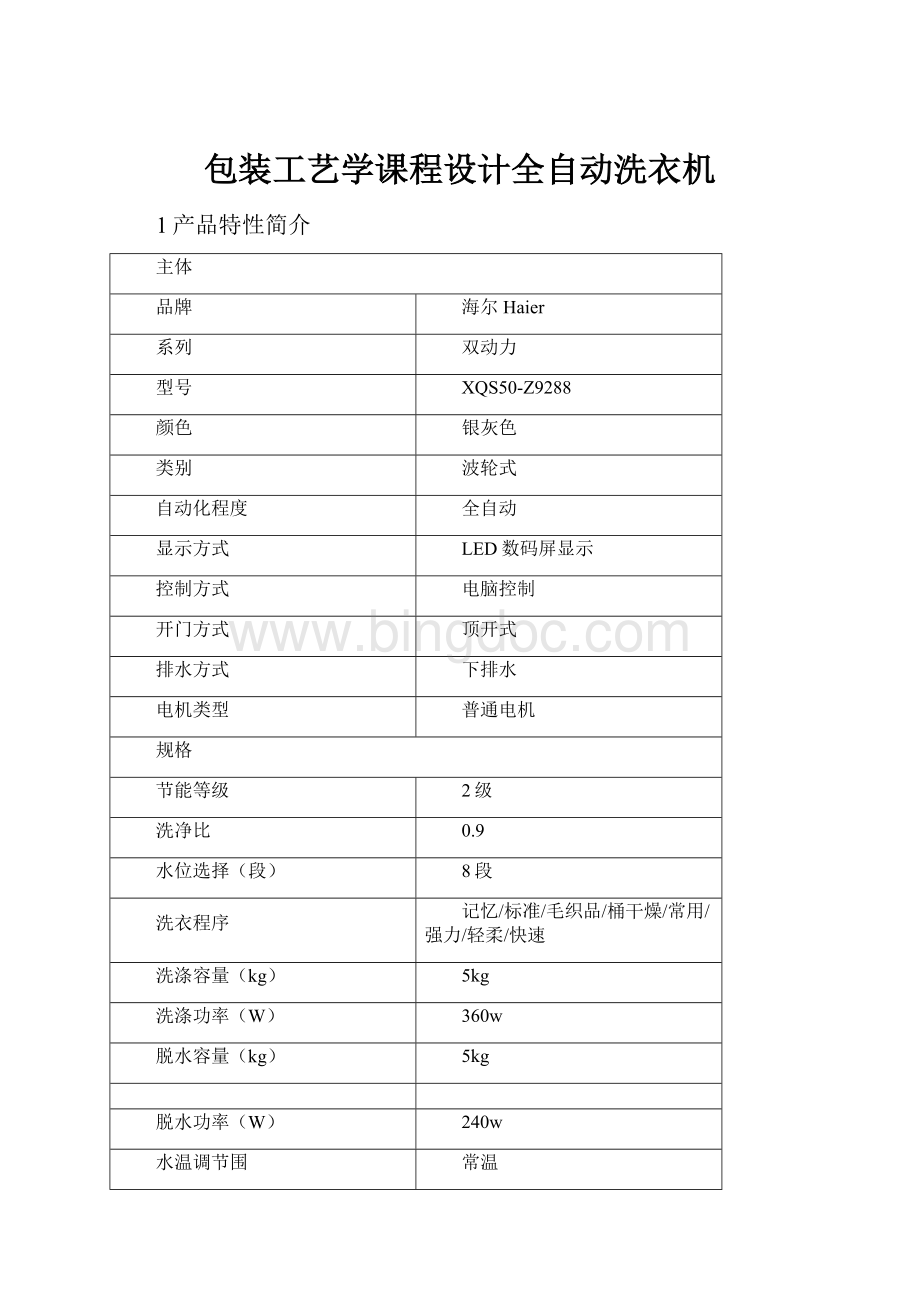
1产品特性简介
主体
品牌
海尔Haier
系列
双动力
型号
XQS50-Z9288
颜色
银灰色
类别
波轮式
自动化程度
全自动
显示方式
LED数码屏显示
控制方式
电脑控制
开门方式
顶开式
排水方式
下排水
电机类型
普通电机
规格
节能等级
2级
洗净比
0.9
水位选择(段)
8段
洗衣程序
记忆/标准/毛织品/桶干燥/常用/强力/轻柔/快速
洗涤容量(kg)
5kg
洗涤功率(W)
360w
脱水容量(kg)
5kg
脱水功率(W)
240w
水温调节围
常温
箱体材质
彩板
筒材质
不锈钢
电源规格
220V/50HZ
产品尺寸(深×宽×高)mm
510x500x902mm
产品重量(kg)
29.5kg
特性
特性
水位/水量(L):
1/122/183/244/295/336/377/418/46L
双动力技术、自编程、自动感知技术、漂甩二合一、桶干燥、预约、记忆
2、对包装的技术要求
2、1包装技术要求
洗衣机属于家用电器产品,它除了有使用性能的要求外,还有外形美观的要求,包装的保护功能应满足这两方面的要求。
2、2包装设计要求
洗衣机包装设计应做到结构紧凑、防护周密、安全可靠、便于装卸,确保在正常装卸、运输条件下和在有效储存期限,产品不会因包装原因发生损坏、长霉、锈蚀而降低产品的安全和使用性能。
①包装环境应清洁、干燥、无有害介质,包装环境为室温条件,相对湿度不大于85%。
②包装材料必须保持干燥、整洁,与产品直接接触的包装材料,应对产品无腐蚀作用和其它有害影响。
③产品在包装箱不应松动、碰撞,不应与包装箱壁直接接触。
以免受外力的冲击而损伤产品。
④包装应满足集装箱或托盘运输的要求。
并应符合铁路、公路、水路、航空运输等包装⑤产品包装防护功能应满足防潮、防霉、防锈及防震的要求。
储存仓库应通风良好、温度不得高于32C,相对湿度不大于75%,包装有效期为两年。
3、洗衣机包装防护功能设计
3.1防潮、防霉与防锈包装
洗衣机箱体由钢板和塑料制成,部结构主要包括由压缩机和管道线路等元件构成自动控制系统。
根据洗衣机包装的技术要求,应按国家标准防潮(GB5048)、防霉(GB4768)和防锈(GB4879)包装规定进行处理。
3.1.1防潮处理
一般是在瓦楞纸箱外表面涂刷防潮涂料,或对瓦楞纸板的箱面纸进行防潮处理。
此外,在洗衣机外覆盖聚乙烯薄膜罩,除了能够防尘,还可防潮。
必要时,在箱放入适量的干燥剂,如袋装硅胶等。
3.1.2防霉处理
防霉性能应按“防霉包装试验方法"(GB4769)的规定进行试验后,外观质量及有关性能应符合产品标准规定的要求,在有效期不长霉。
3.13防锈处理
洗衣机表面要求干燥、无污物及油迹;采用聚乙烯薄膜覆罩后,防锈性能应满足两年无锈迹。
也可以将将固体干燥剂与产品同时放人密闭的包装容器中,干燥剂可从湿物质中夺取水分而蓄于自身,从而降低包装容器的湿度或减少被包装产品的水分。
此种防湿包装方法防湿性强且可靠。
3.2防震包装
3.2.1缓冲材料的选择
常见的用作缓冲包装的材料主要有以下几种:
发泡聚苯乙烯(EPS)
聚苯乙烯泡沫塑料是目前包装上用量最大的缓冲材料。
它通常为硬质、闭孔泡沫结构,密度低,一般为0.015一0.07g/cm3;它的缓冲性能好;有优良的防潮性、防霉性、隔热性和电绝缘性;吸水率低;易于成型加工;且价格便宜。
主要缺点是韧性较差,废弃物体积大,不易处理;且燃烧时产生的苯乙烯气体会污染环境等,所以近年来它在包装上的使用也逐渐受到限制。
聚氨酯泡沫塑料(EPU)
它是具有一定开孔率的开孔泡沫塑料,有一定限度的弹性回复。
通常是在采用现场发泡成型,具有成型方便、缓冲性能优异等优点,广泛用作易碎品及精密仪器元件的缓冲包装;聚氨酯海绵制品是环保材料,对产品起到绝缘、密封、防震、防尘、填充、隔音、固定和美化作用;尤其是抗静电海绵,它不仅对电子产品、芯片起到一般海绵的保护作用,还具有防静电作用,保护电子产品不受静电破坏;而且聚氨酯海绵制品手感细腻,具有较强的回弹性,持久使用不易变形,切割平整。
发泡聚乙烯(EPE)
EPE俗称“珍珠棉”,是30-40倍高发泡成形的产品,重量轻,有一定坚固性、柔软性、缓冲性能,受反复冲击其特性不变,是一种高强缓冲、抗振能力的新型环保材料,EPE能抵御外界的酸缄腐蚀,是一种易于加工和处理的新型保护型包装材料,EPE柔韧、质轻、富有弹性能通过弯曲来吸收和分散外来的撞击力,它导热率很低,隔热性能优异,独立气泡,几乎没有吸水性的放水材料。
不受各种气候条件影响,耐气候性优越。
切割、粘合、层压、真空成形、压缩等的加工性优秀。
聚丙烯微孔泡沫塑料(PP)
它是一种低密度、具有密孔结构的定向聚丙烯泡沫片材,它是近年来出现的一种新型缓冲材料。
聚丙烯微孔泡沫塑料具有优良的纵向抗强度,由于其特殊的密孔及薄而柔韧的孔壁,使它具有极佳的回弹性和柔韧性。
它的微孔能吸收大量的冲击和振动能量,是非常好的缓冲材料。
聚丙烯微孔泡沫塑料的泡体气相体积百分率高达99%,并有大量的微小密闭孔,因此它也是一种优良的隔热材料。
但他对光的稳定性差。
聚氯乙烯泡沫塑料(PVC)
聚氯乙烯泡沫塑料是发展较早的一种泡沫塑料,它分软质和硬质两种,而以软质居多。
聚氯乙烯泡沫塑料也是一种缓冲包装材料。
它具有良好的机械强度、缓冲防震性能和耐化学腐蚀性,吸水率低;不易燃烧,且价格便宜。
但它的热稳定性较差,其分解产生的氯化氢气体对某些包装产品有一定影响。
缓冲包装材料在缓冲包装技术中有着重要的作用,一方面延长外部激励作用时间,降低包装产品的动态响应,另一方曲消耗外界激励传递给包装产品的冲击与振动能量。
聚氨酯泡沫价格较贵,一般用于精密仪器,PVC的毒性和污染较大且分解易产生氯化氢气体可能对被包装物产生影响,而国电视机产品包装所用缓冲材料一般为EPE和EPS,又考虑到EPS污染较大,同时其最大应力值又普遍较低,因此这里选取发泡聚乙烯(比重为0.42)作为海尔(Haier)XQS50-Z9288洗衣机缓冲材料。
其缓冲系数-最大应力曲线如下图3-1曲线所示:
图3-1常见材料的缓冲系数-最大应力曲线
在曲线图中最低点做一条水平线,切点的纵坐标对应最小缓冲系数C为3.6,横坐标对应最大应力值
为2.3
Pa。
3.2缓冲衬垫基本尺寸计算
该设计中选用局部缓冲形式,以两个结构及尺寸相等的楞衬垫进行缓冲设计。
只有产品的两边端面与衬垫完全接触,其面积S=45×6.3=283.5cm².先确定衬垫厚度T以及缓冲面积A,计算公式为:
和
由上节可知比重为0.42的EPE最小缓冲系数C=3.6,对应的的应力值σm=2.3×105。
故可以算出缓冲衬垫厚度T=3.6×80÷60=4.8cm,面积A=80×60×10⁴÷(2.3×105)=208.7cm²。
A比S小不少,这里取整数210cm²,又为两楞衬垫,单个衬垫的缓冲面积A₁=105cm²。
3.3缓冲衬垫的校核
3.3.1强度的校核
在缓冲设计时,应校核产品在载荷方向上与缓冲缓冲材料的接触部分(承载面)的强度。
σ=WG/A
最小支撑面积Am=210cm²,对应的σ=80×60×10⁴÷210=2.28×105<2.3
。
满足强度校核
3.3.2挠度的校核
挠度校核:
衬垫尺寸的面积与厚度之比超过一定比值时,衬垫容易挠曲线或变弯,大大降低衬垫的负重能力。
衬垫的最小承载面积Amin与厚度应满足:
Amin>(1.33T)2
由于为楞衬垫Amin=A₁=105cm²>(1.33T)2=40.8cm²。
此式显然成立,因此衬垫的面积是稳定合理的,满足挠度的校核。
3.3.3蠕变量的校核
蠕变量校核:
缓冲材料在长时间的静压力作用下,其塑性变形量会随时间的增加而增加,这种蠕变使衬垫厚度变小,缓冲能力下降,所以设计衬垫尺寸应加一个蠕变补偿值,称为蠕变增量Cr。
蠕变增量按下式计算
已知Cr=10%,T=4.8cm,故Tc=4.8×(1+0.1)=5.28cm。
取整数5.3cm,故衬垫的最后尺寸为:
厚度T=53mm,A=210cm²。
3.3.4跌落姿态的校核
在衬垫的基础设计中所引用的一系列实验特性曲线和数据,都是以假定的理想姿态为前提的,但衬垫在实际的流通过程中,包装件跌落姿态千变万化,有角跌落、楞跌落、面跌落等,其中角跌落的情况最复杂,所受冲击振动等也最大,因此需对角跌落的等效面积进行校核。
角冲击的等效跌落面积即构成此角三个侧面在水平面的投影面积。
由立体几何知识可知,缓冲衬垫的面积与产品的侧面积之比等于衬垫投影面积与产品投影面积之比。
设衬垫投影面积分别为S₁’、S₂’、S₃’,衬垫三个面的面积分别为
S.则有:
→
→
→
又
代入数据得到Ae=241.4+3.8+27.3=272.5cm²
又静应力公式:
所以此时静应力σm=80×10⁴÷272.5=0.29×105
图3-2发泡聚乙烯动态缓冲特性曲线(H=80CM)
由图3-2,因为此设计中最终T=5.3,其特性曲线应介于图中曲线5与曲线6之间。
显而易见静应力σs对应的G值在40与60之间,总是小于设计中脆值G=60的,因此角跌落校核满足合理条件。
综上校核,缓冲衬垫所确定的面积和厚度合理。
3.3.4缓冲衬垫的结构设计及具体尺寸的确定
衬垫的大概立体示意图如下:
图4-1衬垫立体简图
图4-2衬垫未完全定尺寸三视图
上图为方便计算尺寸所做的三视图,为方便计算图中标注单位为cm.由于洗衣机两侧端面与衬垫完全接触,当该方向承载时,其承载缓冲面积即为侧面面积S(前面章节中已给出计算)。
电视机贮存运输过程中,匍匐放置。
当电视机背面(正面)为承载方向时有:
45×B1+L1×(B2-B1)×2≥A1=105cm²-------1
当电视机顶(底)为承载方向时有:
2×6.3×B2=A=210cm²-------2
由2式可算出B2=16.7cm
代入1式中,令B1=1.7cm,解得L1=1.9cm
因此可画出衬垫全部尺寸的三视图,见附图
3.4瓦楞纸箱设计:
洗衣机外包装箱选用AB楞型组合的5层瓦楞纸板。
瓦楞纸箱箱顶与箱底采用组合型0201/0310,即箱顶由上、下摇盖构成,瓦楞纸箱尺寸计算的顺序是,先计算部尺寸,再计算制造尺寸,最后计算外部尺寸。
图14—6为洗衣机瓦楞纸箱和箱坯图。
当瓦楞纸板尺寸不够大时,箱坯可做成两片。
箱底用钙塑瓦楞底盘,以提高其坚固耐久、防水防潮的性能。
底盘放置前、后、左、右四根木条构成的框架,其厚度为15mm。
木框上放置防震衬垫,瓦楞纸箱套在底盘上。
3、4包装件防护性能试验
为了检查包装对洗衣机的保护程度,对包装件应进行堆码、振动、斜面冲击、横木撞击、跌落等项目试验。
堆码试验是为了考核洗衣机包装件承受堆码时的耐压强度及包装箱、衬垫等对洗衣机的保护能力。
振动试验用模拟汽车运输振动试验代替,在模拟汽车振动台上振动75min,相当于洗衣机包装件在三级公路上运输200km,以检验包装对洗衣机的保护能力;斜面冲击试验是根据我们国运输装卸的特点,采用人工环境模拟斜面冲击试验,测试包装件遇到斜面滑动及斜坡上的急剧刹车,对前后车箱拦板产生的冲击的承受能力;横木撞击试验是采用人工环境模拟斜面横木撞击试验,模拟汽车运输中的启动、刹车、停车以及因路面不平,使包装件产生摇晃和侧面对低拦拦板撞击等实际情况,以考核洗衣机包装件抗斜面拦板撞击的能力;跌落试验用来评定洗衣机包装件在装卸过程中,受到垂直冲击时的耐冲击强度及托盘底垫对洗衣机缓冲的保护能力。
4、洗衣机包装工艺过程
工序
工步
工序容及要求
包装设备与工艺装备
包装产品
名称
数量
1
1
2
3
包装准备
验收洗衣机
验收衬垫
检查纸箱
2
1
2
封箱门
将附件和文件袋放入洗衣机滚筒
用压敏胶带将上盖粘封
胶带切断器
PP压敏胶带
1条
3
1
2
3
装钙塑瓦楞底盒
小口玻璃瓶
4
压盖
压盖机
皇冠盖
5
杀菌
喷淋式隧道杀菌机
6
验酒
验酒机
7
贴标
贴标机
耐湿耐碱纸
8
1
2
热收缩包装,每打9瓶
预包装
热收缩
热收缩包装机
PV收缩薄膜
9
装箱
托盘
塑料周转箱
10
入库
叉车
5、洗衣机包装工艺过程分析
5、1封箱
封箱门之前,首先验收洗衣机,检查外观质量,进行必要清洗。
然后将合格证挂在洗衣机的中铰链上,并将装有装箱单、保修证的文件袋放入冷藏室中,放置所有附件,如图14—6所示再用两条宽25mm、长280mm的聚丙烯压敏胶带2,在适当位置将门贴牢。
同时,将木条放置在钙塑瓦楞底盒4侧四周,并将防震垫3放在木条上,再将封好的洗衣机放在防震垫上,洗衣机的位置要正确,底腿放在防震垫上对应的孔穴中。
根据洗衣机底部的结构形状,也可在制成洗衣机体后,立即放在装有防震垫的底盒,再接着讲行后续制造工序。
5、2罩塑料袋
覆罩聚乙烯吹塑薄膜袋2时,要将下口收紧,并用宽20mm长150mm的OPP压敏胶带5在距底面80mm处将包装袋扎住。
然后将两块侧面衬垫6和前面衬垫3放在洗衣机周围,要求放在防震底垫上,并与箱体靠紧;再用宽20m长2500mm的OPP压敏胶带4粘贴一圈。
最后将左右两根棱垫1卡在洗衣机顶部,要求前后、左右位置正确。
如图14—8所示。
洗衣机还可采用其它衬垫形式.如图14—9所示为底部采用托盘衬垫。
上部采用护棱方顶大包盖,四周用四根立式护棱组成框形结构。
5、3套纸箱
先在纸箱侧面的手把孔装入塑料手把(此工作也可由纸箱制造部门完成)。
然后将纸箱从上向下套在洗衣机外面,纸箱的前后方向应与洗衣机一致,并不得碰伤蒸发盒。
封箱时先盖纸箱的前后盖,再盖纸箱的左右盖片。
前面所说左右两根棱垫也可在盖纸箱时卡在洗衣机顶部。
如图14—l0a所示,用两个规格为3518的钉箱钉1将左右盖钉住,箱钉与纸箱边缘距离保持30~40mm。
并用宽50mm、长850mm的聚丙烯压敏胶带3封住纸箱顶部开合处;两头的胶带长度应留均匀。
接着将外包装塑料薄膜袋覆罩在纸箱外面,将包装袋下口收紧,用宽20mm、长150mm的OPP压敏胶带贴住,以利于捆扎机顺利工作。
5、4包装件捆扎
包装件在自动捆扎机上进行捆扎如图14—10b所示;打包带1代号为PPi5508J,即聚丙烯宽15.5mm、厚度0.8mm的机用打包带,其长度为4620mm。
捆扎时打包带作“井”字形或作2~3道等距平行捆扎;捆扎位置要正确、对称、并保持纸箱清洁无损。
捆扎后沿打包带方向距箱体一端300mm处,使用弹簧秤勾住打包带进行拉出试验,试验时拉力必须垂直于箱面,拉力不小于19.6N时,打包带拉起距离应不大于50mm。
5、5包装后期工作
主要包括堆码、储存和运输。
堆码高度一般不超过两层;用仓库储存时,与墙、柱、灯、顶之间应留有一定距离,并离地面不少于15cra;运输时无论用何种方式,均不应露天运输;装卸时用人工或机械。
应轻装轻卸,不得顶撞箱体,而且不应倒臀,垂直偏移角度不大于45度。
6、洗衣机包装件检验
洗衣机包装件的检验分为出厂检验和型式检验。
出厂检验项目有包装方法、随箱文件和捆扎。
检验时不需要逐个检验,而是从整批包装件中随机抽取一批样本,根据对样本的检测的结果,判断这批产品是否合格。
出厂检验采用GB2828"逐批检查计数抽样程序及抽样表”中正常检查一次抽样方案。
型式检验是在设计定型的新产品试销之前进行。
检验项目有跌落、斜面冲击、横木撞击。
型式检验采用GB2829"周期检查计数抽样程序及抽样表”中判别水平I的二次抽样方案。
为出厂检查在规定周期包装生产过程的稳定性是否符合规定的要求,可以逐批检查合格的某批或若干批中抽取样本,按GB2829进行周期检查。
7、填写包装工序卡片
表9-1包装综合工艺卡
**企业
包装总和工艺过程卡片
产品名称及型号
第1页
**啤酒(640mL)
共14页
工序
工步
工序容
生产车间
包装材料
包装设备
工艺装备
技术等级
时间定额(min)
包装准备
准备啤酒
收集啤酒瓶
包装准备
准备啤酒
收集啤酒瓶
环境消毒
准备车间
钠钙玻璃
消毒设备
消毒设备
1
0.5
编制
**
标准
**
准备啤酒——环境消毒——收集啤酒瓶
产品名称
**啤酒
产品型号
640mL
第1页
生产车间
准备车间
生产工段
**
共14页
工序号
1
工序名称
包装准备
设备编号
**
设备名称
消毒设备
包
装
材
料
与
容
器
钠钙玻璃瓶
工步号
工步容
工艺装备
时间定额(min)
编号
名称
工艺时间
辅助时间
其他时间
1
准备啤酒、收集啤酒瓶
1
洗瓶机
1
1
1
编号
**
校准
**
表9-2包装工序卡片
表9-3包装综合工艺卡
**企业
包装总和工艺过程卡片
产品名称及型号
第2页
**啤酒(640mL)
共14页
工序
工步
工序容
生产车间
包装材料
包装设备
工艺装备
技术等级
时间定额(min)
包装准备
环境消毒
包装准备
准备啤酒
环境消毒
收集啤酒瓶
消毒车间
钠钙玻璃
消毒设备
消毒设备
1
0.5
编制
**
标准
**
准备啤酒——环境消毒——收集啤酒瓶
产品名称
**啤酒
产品型号
640mL
第2页
生产车间
消毒车间
生产工段
**
共14页
工序号
1
工序名称
包装准备
设备编号
**
设备名称
消毒设备
包
装
材
料
与
容
器
钠钙玻璃瓶
工步号
工步容
工艺装备
时间定额(min)
编号
名称
工艺时间
辅助时间
其他时间
2
环境消毒、
1
洗瓶机
1
1
1
编号
**
校准
**
表9-4包装工序卡片
表9-5包装综合工艺卡片
**企业
包装总和工艺过程卡片
产品名称及型号
第3页
**啤酒(640mL)
共14页
工序
工步
工序容
生产车间
包装材料
包装设备
工艺装备
技术等级
时间定额(min)
瓶子处理
淋洗预热
淋洗预热、洗涤剂浸瓶、高压水喷洗、清水淋洗
清洗车间
钠钙玻璃.
洗瓶机
洗瓶机
1
0.5
编制
**
标准
**
进瓶——第一次淋洗预热(25℃)——第二次淋洗预热(50℃)——洗涤剂浸瓶Ⅰ(70℃)——洗涤剂浸瓶Ⅱ(70℃)——洗涤剂喷洗(70℃)——高压洗涤剂瓶外喷洗(70℃)——高压水喷洗(50℃)
——高压水瓶外喷洗(50℃)——高压水喷洗(25℃)——高压水瓶外喷洗(25℃)——清水淋洗(15~20℃)
出瓶
产品名称
**啤酒
产品型号
640mL
第3页
生产车间
清洗车间
生产工段
**
共14页
工序号
2
工序名称
瓶子处理
设备编号
**
设备名称
洗瓶机
包
装
材
料
与
容
器
钠钙玻璃瓶
工步号
工步容
工艺装备
时间定额(min)
编号
名称
工艺时间
辅助时间
其他时间
1
淋洗预热
2
洗瓶机
1
1
1
编号
**
校准
**
表9-6包装工序卡片
表9-7包装综合工艺卡片
**企业
包装总和工艺过程卡片
产品名称及型号
第4页
**啤酒(640mL)
共14页
工序
工步
工序容
生产车间
包装材料
包装设备
工艺装备
技术等级
时间定额(min)
瓶子处理
洗涤剂浸瓶
淋洗预热、洗涤剂浸瓶、高压水喷洗、清水淋洗
清洗车间
钠钙玻璃.
洗瓶机
洗瓶机
1
0.5
编制
**
标准
**
进瓶——第一次淋洗预热(25℃)——第二次淋洗预热(50℃)——洗涤剂浸瓶Ⅰ(70℃)——洗涤剂浸瓶Ⅱ(70℃)——洗涤剂喷洗(70℃)——高压洗涤剂瓶外喷洗(70℃)——高压水喷洗(50℃)
——高压水瓶外喷洗(50℃)——高压水喷洗(25℃)——高压水瓶外喷洗(25℃)——清水淋洗(15~20℃)
出瓶
产品名称
**啤酒
产品型号
640mL
第4页
生产车间
清洗车间
生产工段
**
共14页
工序号
2
工序名称
瓶子处理
设备编号
**
设备名称
洗瓶机
包
装
材
料
与
容
器
钠钙玻璃瓶
工步号
工步容
工艺装备
时间定额(min)
编号
名称
工艺时间
辅助时间
其他时间
2
洗涤剂浸瓶
2
洗瓶机
1
1
1
编号
**
校准
**
表9-8包装工序卡片
表9-9包装综合工艺卡片
**企业
包装总和工艺过程卡片
产品名称及型号
第5页
**啤酒(640mL)
共14页
工序
工步
工序容
生产车间
包装材料
包装设备
工艺装备
技术等级
时间定额(min)
瓶子处理
高压水喷洗
淋洗预热、洗涤剂浸瓶、高压水喷洗、清水淋洗
清洗车间
钠钙玻璃.
洗瓶机
洗瓶机
1
0.5
编制
**
标准
**
进瓶——第一次淋洗预热(25℃)——第二次淋洗预热(50℃)——洗涤剂浸瓶Ⅰ(70℃)——洗涤剂浸瓶Ⅱ(70℃)——洗涤剂喷洗(70℃)——高压洗涤剂瓶外喷洗(70℃)——高压水喷洗(50℃)
——高压水瓶外喷洗(50℃)——高压水喷洗(25℃)——高压水瓶外喷洗(25℃)——清水淋洗(15~20℃)
出瓶
产品名称
**啤酒
产品型号
640mL
第5页
生产车间
清洗车间
生产工段
**
共14页
工序号
2
工序名称
瓶子处理
设备编号
**
设备名称
洗瓶机
包
装
材
料
与
容
器
钠钙玻璃瓶
工步号
工步容
工艺装备
时间定额(min)
编号
名称
工艺时间
辅助时间
其他时间
3
高压水喷洗
2
洗瓶机
1
1
1
编号
**
校准
**
表9-10包装工序卡片
表9-11包装综合工艺卡片
**企业
包装总和工艺过程卡片
产品名称及型号
第6页
**啤酒(640mL)
共14
 升级会员
升级会员 