锅炉本体安装2018最新电子版表格3(DL5210.2-2018)文档格式.docx
《锅炉本体安装2018最新电子版表格3(DL5210.2-2018)文档格式.docx》由会员分享,可在线阅读,更多相关《锅炉本体安装2018最新电子版表格3(DL5210.2-2018)文档格式.docx(68页珍藏版)》请在冰点文库上搜索。
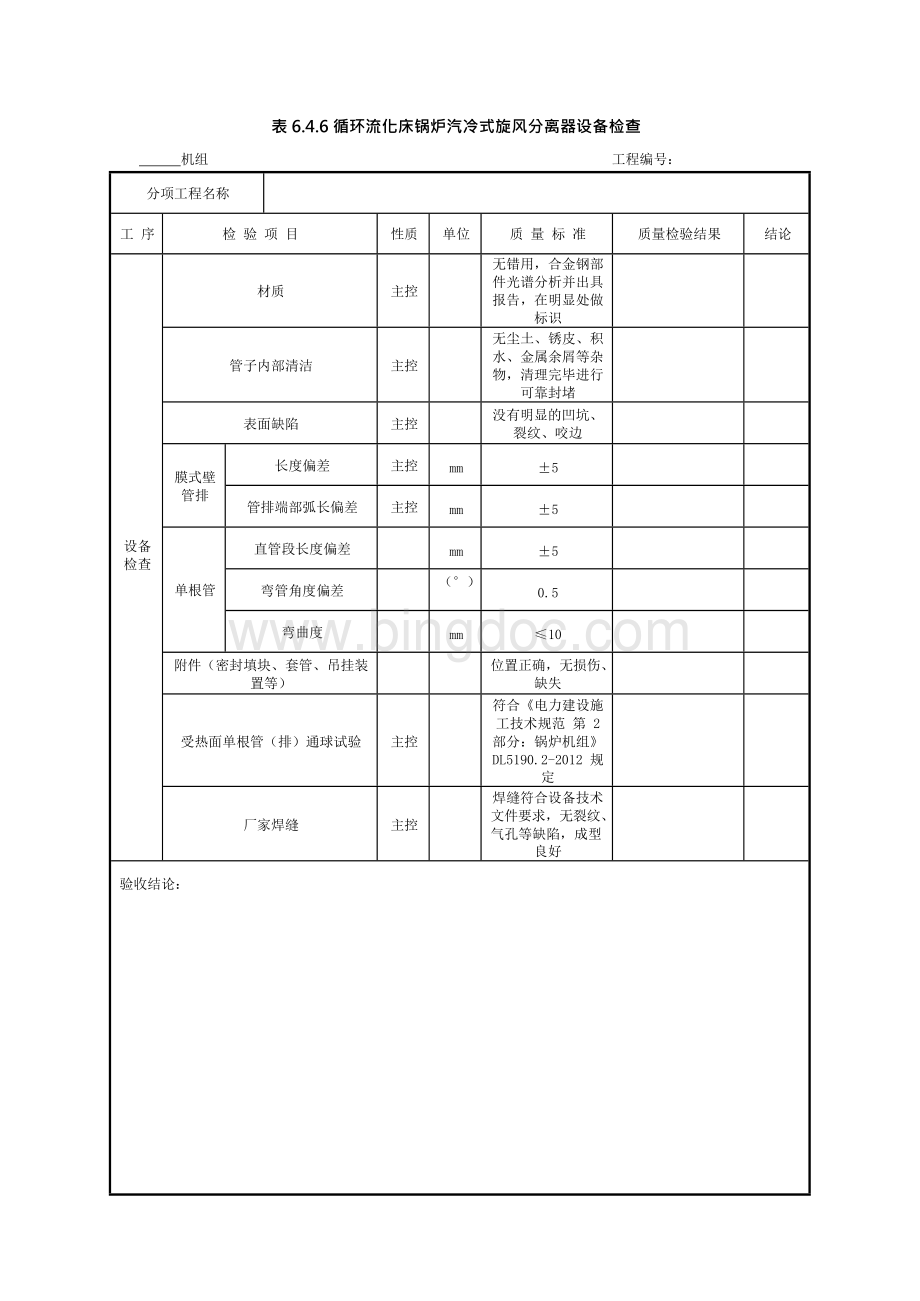
符合《电力建设施工技术规范第2部分:
锅炉机组》DL5190.2-2012规
定
厂家焊缝
焊缝符合设备技术文件要求,无裂纹、气孔等缺陷,成型
良好
验收结论:
验收单位签字
施工单位
年 月 日
设计单位
制造单位
总承包单位
监理单位
建设单位
表6.4.7循环流化床锅炉汽冷式旋风分离器组合
坡口形式
符合设备技术文件要求
坡口角度偏差
≤2.5
坡口端面倾斜偏差
坡口清洁
在管端内外
10mm~15mm内,无铁锈、油垢,并露出金属光泽
组合
对口
错口小于或等于管壁厚度的10%,且小于或等于1;
偏折度小于或等于
1/100
通球试验
密封件
符合设备技术文件要求,平整、牢固,
严密不漏
直段与锥段角度偏差
≤0.5
焊接
表6.4.8循环流化床锅炉汽冷式旋风分离器安装
筒体安装
管子对口
符合表6.3.3规定
直径偏差
椭圆度偏差
≤15
标高偏差
筒体纵横中心偏差
旋风分离器中心垂直度偏差
烟气进口角度偏差
内筒安装
相对外筒中心偏差
≤3
安装角度偏差
内筒支承环安装
安装标高偏差
20
支承环水平度偏差
不允许向下倾斜,向上倾斜不大于
5°
支承环宽度偏差
10
支吊架安装
纵横向中心线偏差
销轴安装
销轴、开口销安装齐全,开口销销固
吊装装置连接
连接形式符合设备技术文件要求,吊杆丝扣拧进花篮螺母长度符合设备技术文件要求,丝扣采取防脱措施
布置
支座支承
与底座安装接触良好
限位
焊接形式符合设备技术文件要求,焊接无夹渣、咬边、气孔等缺陷,焊缝
成型良好
表6.4.9吊挂管安装
通球
管子长度偏差
设备安装
联箱安装
符合表6.3.2规定
管子垂直度偏差
≤5
管子间距偏差
边缘管与炉墙间隙
悬吊管受力
受力均匀,无附加应力
固定装置及管卡安装
位置正确,安装牢固
铁件焊接
符合设备技术文件规定,无漏焊、咬边、裂纹等缺陷
表6.5.1省煤器组合
符合表6.3.1规定
联箱检查、安装
管排通球试验
设备组合
组合件宽度偏差
管排平整度偏差
≤20
附件安装
防磨装置组合
符合设备技术文件要求,焊接牢固,平整,不影响热膨胀
管卡组合
安装位置符合设备技术文件要求,管卡固定挡块无脱落
吊挂铁板组合
安装位置正确,符合设备技术文件要求
无裂纹、气孔等缺陷,成型良好
管子组合后通球试验
表6.5.2省煤器安装
管排间距偏差
组合件边排管垂直度偏差
组件边排管与炉墙(或包墙管)间隙
防磨装置安装
符合设备技术文件要求,焊接牢固,平整,不影响热膨胀和烟气流通
固定管夹安装
定位板安装
符合设备技术文件要求,间距均匀,位置正确、牢固
附件焊接
表6.6.1锅炉附属管道安装
管道安装
管道布置
管线走向
走线短捷、整齐、美观,不影响运行通道和其他设备的操作
与母管连接
不同压力的排污、疏放水管不得接入同一母管,与母管连接角度应符合设
计要求
热膨胀补偿
有膨胀补偿措施
阀门布置、安装
位置便于操作和检修,阀门(多个)排列整齐、间隔均
匀
无尘土、锈皮、积水、金属余屑等杂物,清理完毕进行
可靠封堵
水平管弯曲度
(DN为公称直径)
DN≤100mm
小于或等于长度的
1‰,且小于或等于20
DN>100mm
1.5‰,且小于或等于20
立管垂直度偏差
2‰,且小于或等于15
成排管段
排列整齐、间距均匀
管道坡向、坡度
符合设计技术文件要求,无设计时大
于管道长度的2‰
管道热膨胀
能自由热补偿,并不影响锅炉本体部件的热膨胀,热态无碰撞、挤压、变
形
疏水箱、放水漏斗
位置便于检查,有滤网及上盖,固定
牢靠、工艺美观
支吊架
安装牢固、位置准确、受力均匀,不影响管系的热膨胀,偏斜度满足规范要求;
不锈钢管与碳
钢支架增加隔离
管道附件安装
法兰连接
结合面平整,无贯穿性划痕,法兰对接平行、同心,螺栓受力均匀,螺栓应露出螺母2
扣~3扣
取样管蒸汽取样器
安装方向正确
消声器安装
符合设计技术文件要求,安装牢固
表6.6.2汽包就地水位计安装
本体外观
螺丝无滑扣、弯曲、裂纹等缺陷;
螺丝与螺母配合良好,部件无变形、裂纹、
损伤等缺陷
盖板接合面
玻璃压板及云母片盖板结合面平整、严密光滑,接触均匀
各汽水阀门
阀芯与阀座密封面严密,填料装填正确,阀门开关灵活
云母片外观
优质、透明、平直、均匀,无斑点、皱纹、裂纹、弯曲
云母片总厚度
1.2~1.5
一般要求
位置正确,横平竖直
盖板接合面垫片
宜采用紫铜垫且平整
水位计水压试验
工作压力下无渗漏
联通管内部清洁
管子采用0.8倍内径通球检查并吹扫,
清洁无杂物
水位计和汽包连通管安装
汽连通管向水位计方向倾斜,水连通管向汽包方向倾斜,汽水连通管支架应留出膨胀间隙,水位计连通管阀门水
平安装
水位线偏差
1
水位线标志
正常,高、低水位线明显
罩壳安装
符合设备技术文件要求,固定牢靠
水位计零位
引至汽包端部,永久标志
表6.6.3弹簧式安全装置安装
设备外观
无砂眼、裂纹
合金部件材质
无错用
合金螺栓硬度试验
阀瓣和阀座接合面
无麻点、沟槽,接触良好
部件配合间隙
开启行程
阀体铅直度
<0.05
接合面平整,加垫正确,螺栓受力均匀,丝扣露出2扣~3扣
对口焊接
疏水管安装
工艺美观,焊缝无漏焊、咬边、裂纹等缺陷
表6.6.4压力表安装
压力表安装
校验合格,标签完整,安装牢固,便于目测、维护
压力表管安装
缓冲装置安装
位置正确
符合设计技术文件要求
阀门安装
位置正确,便于操作
支架布置
布置合理,结构牢固,不影响热膨胀
表6.6.5膨胀指示器安装
指示器安装
安装部位
完整、齐全、便于观察
支架安装
焊接牢固可靠,安装位置留有足够的移动量,工艺美观,
不影响通路
二维指示
指针指示0点位置准确,焊接牢固,指针与刻度盘有大于或等于3mm的间隙
三维指示
指针指示0点位置准确,指针杆与套管滑动灵活,指针杆有足够的膨胀移动量,套管焊接牢固
指示牌
指示牌刻度清晰,零位明显、位置准确、量程足够
表6.6.6锅炉安全阀排汽管道安装
无尘土、锈皮、积水、金属余屑等杂物
排汽管道底部与集水盘间距
上下间距
符合设计文件要求
四周间距
防蒸汽反喷有效尺寸
小于或等于长度的2‰,且小于或等于15
能自由热补偿,热态无碰撞、挤压、变形
安装牢固、位置准确、受力均匀,不影响管系的热膨胀
集水盘安装
安装牢固、位置正确
表6.7.1锅炉整体水压试验
水压试验条件
试验压力
MPa
符合设备技术文件要求;
无要求时,符合
《电力建设施工技术规范第2部分:
锅炉机组》DL5190.2-2012
规定
水压试验用水
采用合格的除盐水
水质
氯离子含量
mg/L
<0.2
PH值
≥10.5
水温
℃
符合设备技术文件的规定
试验环境温度
≥5
试验条件、范围、程序
锅炉机组》DL5190.2-
2012规定和已审批的水压试验作业指导书
的要求
水压试验检查
严密性检查
受压元件金属壁和焊缝无泄漏及湿润现象;
受压元件没有明显的残余变形
试验后恢复
消除水压试验发现的缺陷,按规范规定,采取防腐措施
6.7.2锅炉水压试验签证
单位工程名称
试压范围
试验用水水质
锅炉型号
试压水容积
环境温度
压力表型号
压力表精度等级
系统内水温
压力表校验编号
设计压力
试验过程:
锅炉于 时 分上满水, 时 分开始升压, 时 分升至10%工作压力检查,
时 分继续升压, 时 分升至工作压力检查, 时 分继续升压, 时
分升至试验压力,稳压20min, 时 分开始泄压, 时 分至工作压力全面检查,
时 分泄压完毕。
检查结论:
验收单位
验收意见
验收签字
表6.8.1旋流式燃烧器设备安装
安装前检查
无裂纹、变形、严重锈蚀、损伤
燃烧器安装
喷口标高偏差
喷口间中心偏差
燃烧器伸入炉膛深度偏差
一、二次风筒同心度偏差
不带调整机构
带调整机构
传动部分(叶片挡板、操作调节机构等)
轴封严密,转动灵活,无卡涩,刻度指示正确,与实际位置相符
密封接合面
加垫正确,严密不漏
安装位置和角度
符合设备技术文件设计要求
焊接符合厂家的设计要求,焊缝成型良好,无缺陷,尺寸符合设计
吊挂装置安装
符合表6.3.15规定
表6.8.3油(气)燃烧器设备安装
油枪芯管
平直,内部畅通,无杂物
雾化喷嘴
 升级会员
升级会员 