分离器检验要求.docx
《分离器检验要求.docx》由会员分享,可在线阅读,更多相关《分离器检验要求.docx(18页珍藏版)》请在冰点文库上搜索。
分离器检验要求
分离器检验要求(重发)
产品图号:
02V2140.02.00产品编号:
03R-1039
产品图号:
02V2160.02.00产品编号:
03R-1033
产品图号:
02V2340.02.00产品编号:
03R-1040
产品图号:
02V2360.02.00产品编号:
03R-1041
主制单位:
铆一分厂容器类别:
Ⅰ类
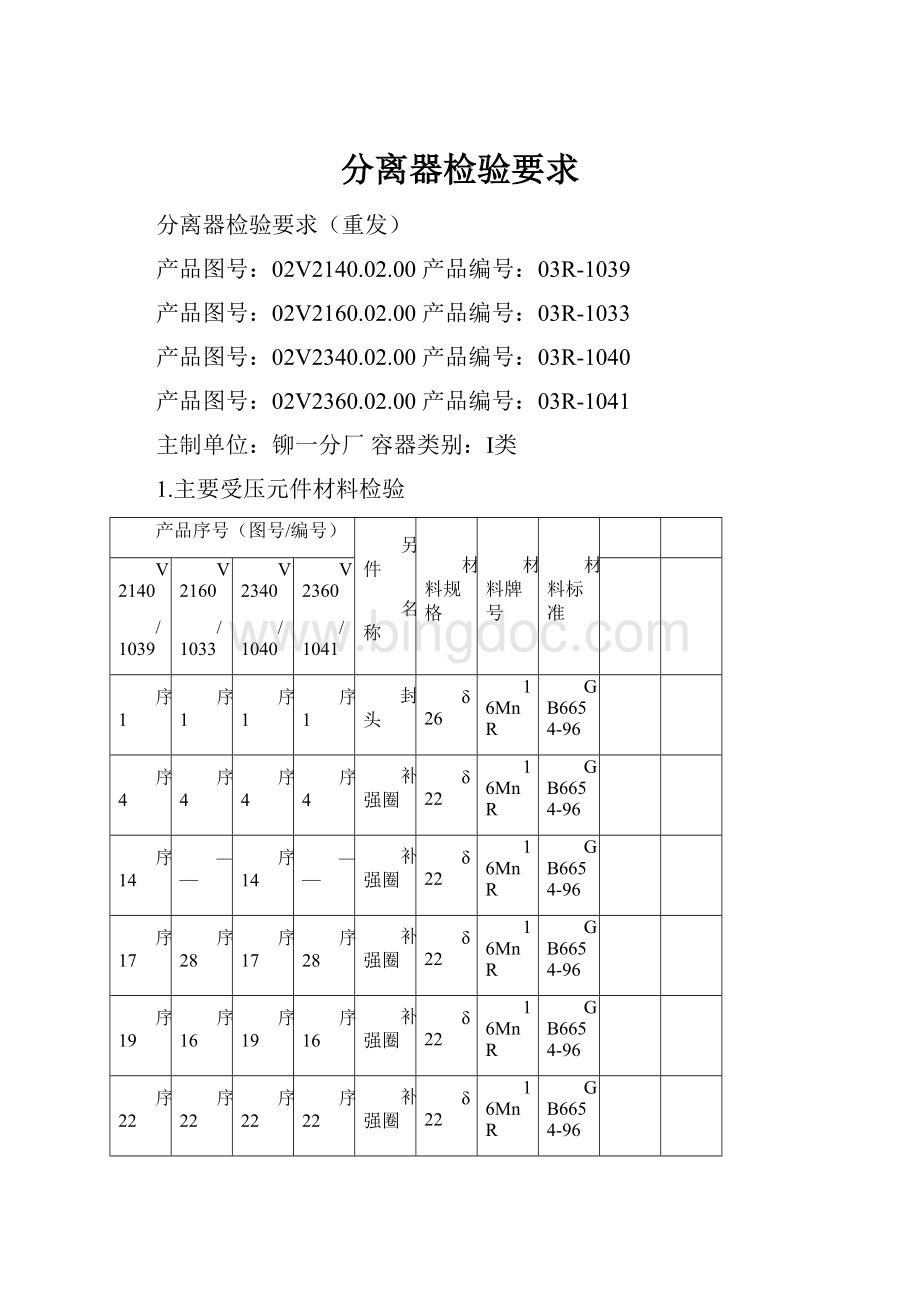
1.主要受压元件材料检验
产品序号(图号/编号)
另件
名称
材料规格
材料牌号
材料标准
V2140
/1039
V2160
/1033
V2340
/1040
V2360
/1041
序1
序1
序1
序1
封头
δ26
16MnR
GB6654-96
序4
序4
序4
序4
补强圈
δ22
16MnR
GB6654-96
序14
——
序14
——
补强圈
δ22
16MnR
GB6654-96
序17
序28
序17
序28
补强圈
δ22
16MnR
GB6654-96
序19
序16
序19
序16
补强圈
δ22
16MnR
GB6654-96
序22
序22
序22
序22
补强圈
δ22
16MnR
GB6654-96
序28
序19
序28
序19
补强圈
δ22
16MnR
GB6654-96
序40
序50
序40
序50
补强圈
δ22
16MnR
GB6654-96
序50
序14
序50
序14
补强圈
δ22
16MnR
GB6654-96
序56
序43
序56
序43
补强圈
δ22
16MnR
GB6654-96
序48
序9
序48
序9
法兰
10"
16MnⅡ
JB4726-2000
序49
序10
序49
序10
接管10"
ф273×9
20
GB8163-1999
——
序11
——
序11
弯头10"
ф273×9
20
GB12459-90
——
序12
——
序12
接管10"
ф273×9
20
GB8163-1999
——
序13
——
序13
法兰
10"
16MnⅡ
JB4726-2000
序54
序41
序54
序41
法兰
12"
16MnⅡ
JB4726-2000
序55
序42
序55
序42
接管12"
ф325×10
20
GB6479-2000
序64
序54
序64
序54
壳体
δ22
16MnR
GB6654-96
序9
——
序9
——
法兰
16"
16MnⅡ
JB4726-2000
序10
——
序10
——
接管16"
ф406×13
20
GB8163-1999
序11
——
序11
——
弯头16"
ф406×13
20
GB12459-90
序12
——
序12
——
接管16"
ф406×13
20
GB8163-1999
序13
——
序13
——
法兰
16"
16MnⅡ
JB4726-2000
序18
序15
序18
序15
人孔HG21524-95ⅨRF600-2.5S=18
18-1
15-1
18-1
15-1
筒节
δ18
16MnR
GB6654-96
18-2
15-2
18-2
15-2
法兰
DN600
16MnⅡ
JB4726-2000
18-4
15-4
18-4
15-4
法兰盖
δ58
16MnR
GB6654-96
产品序号(图号/编号)
另件
名称
材料规格
材料牌号
材料标准
V2140
/1039
V2160
/1033
V2340
/1040
V2360
/1041
18-5
15-5
18-5
15-5
螺柱
M36(Φ38)
40Cr
GB3077-1999
序45
序39
序45
序39
人孔HG21518-95ⅨRF600-2.5S=18
44-1
42-1
44-1
42-1
筒节
δ18
16MnR
GB6654-96
44-2
42-2
44-2
42-2
法兰
DN600
16MnⅡ
JB4726-2000
44-4
42-4
44-4
42-4
法兰盖
δ58
16MnR
GB6654-96
44-5
42-5
44-5
42-5
螺柱
M36(Φ38)
40Cr
GB3077-1999
在9月9日收到技术部门发来的修改图,我对新旧图对照一下,主要受压元件材料略有改变,管口方位及尺寸也略有改变,故发此文及“管口方位、尺寸检验记录”。
王延生03/9/9
2.焊接材料
2.1`焊接工艺规定的焊接材料:
焊条:
J506Φ3.2、Φ4.0、Φ5.0符合GB/T5117-1995;型号:
E5016。
J426Φ4.0、Φ5.0符合GB/T5117-1995;型号:
E4316。
焊丝:
H10M2Φ4.0符合GB/T14957-1994《熔化焊用钢丝》。
H08M2SAΦ2.0符合GB/T14957-1994《熔化焊用钢丝》。
2.2焊条验收除了执行标准外,还要满足JB/T4747-2002〈压力容器用钢焊条定货技术条件〉。
具体如下:
1)焊条的偏心度:
直径
标准
焊条直径mm
≤2.5
3.2~4.0
≥5.0
GB/T5117、
偏心度≤7%
偏心度≤5%
偏心度≤4%
JB/T4747-2002
偏心度≤5%,允许受检量的5%,大于5%,但不大于7%
偏心度≤4%,允许受检量的5%,大于4%,但不大于5%
偏心度≤3%,允许受检量的5%,大于3%,但不大于4%
2)T型接头角焊缝:
GB/T5117规定:
根部未熔合的总长度不大于焊缝总长度的20%,当未熔合的深度不大于最小焊脚的25%时,连续未熔合的长度不应大25mm。
GB983未提及。
JB/T4747-2002规定:
T型接头角焊缝根部不允许未熔合、未焊透。
试验时立板与底版之间间隙为0~2mm。
3)熔敷金属的S、P含量按下表:
焊条牌号
GB/T5117、GB983规定
JB/T4747-2002规定
P≤
S≤
P≤
S≤
J426
0.040
0.035
0.030
0.020
J506
0.040
0.035
0.030
0.020
4)熔敷金属力学性能和弯曲性能。
1熔敷金属抗拉强度值与GB/T5117-1995《碳钢焊条》、下限值之差不应超过100MPa。
2熔敷金属伸长率应不低于GB/T5117-1995《碳钢焊条》下限值,且不低于20%。
3焊缝金属夏比V型缺口冲击试验。
焊条标准规定制取5个冲击试样,而JB/T4747-2002规定制取3个冲击试样(JB/T4747-2002制取冲击试样方法偏严)。
④焊缝金属纵向弯曲试验:
按《熔敷金属纵向弯曲试验方法》进行试验,当试样弯曲到规定的角度后,其拉伸面上的焊缝金属内沿任何方向不得有单条大于3mm的裂纹或缺陷,如定货单位要求,应提供弯曲试验结果。
GB/T5117-1995《碳钢焊条》焊条标准均没有规定。
5)焊缝金属射线透照检测:
按JB4730-94进行RT检测,透照质量不低于AB级,焊缝缺陷等级应不低于Ⅰ级。
GB/T5117-1995《碳钢焊条》规定:
按JB4730-94进行RT检测,透照质量不低于AB级,焊缝缺陷等级应不低于Ⅱ级或Ⅰ级。
6)焊条药皮含水量或熔敷金属扩散氢含量。
焊条厂在质量证明书中应提供焊条药皮含水量,如定货单位要求也应提供熔敷金属扩散氢含量。
焊条
牌号
GB/T5117规定≤
JB/T4747-2002规定≤
含水量%
扩散氢含量(甘油法)
mL/100克
含水量%
扩散氢含量(甘油法)
mL/100克
J426
0.6
8.0
0.35
4.0
J506
0.6
8.0
0.35
4.0
7)满足JB/T4747-2002《压力容器用钢焊条定货技术条件》的焊条标识。
质量证明书和每箱、每包外边印有“压力容器用钢焊条”字样。
在焊条靠近夹持端的药皮上印有“JB/4747”字样。
2.3附录:
焊丝化学成分%
1)H10Mn2:
C
Mn
Si
Cr
Ni
Cu
S
P
≤0.12
1.50~1.90
≤0.07
≤0.20
≤0.30
≤0.20
≤0.035
≤0.035
2)H08Mn2SiA:
C
Mn
Si
Cr
Ni
Cu
S
P
≤0.11
1.80~2.1
0.65~0.95
≤0.20
≤0.30
≤0.20
≤0.030
≤0.030
3.管口方位的检验
该四台产品的外形尺寸基本一致,管口方位及内件不同,要仔细认真的检验,并做记录。
凡是有A、B符号的接管,均为液位计接口,生产部门要用工装定位,否则保证不了质量,检验员要按常规检查“五特性”。
4.人孔螺栓M36材料:
40Cr,调质后力学性能为:
GB150-1998规定的力学性能:
бb≥765MPaбS≥735MPaδ5≥13%AKV≥34J
5.焊接检验
5.1每台产品带一对焊接试板(纵缝),бb≥490MPa;AKV≥31J;
α≥1800。
5.2注意:
该产品焊接接头系数等于1,焊缝不允许有咬边。
5.2A、B类焊缝100%RT检测,满足JB4730-94Ⅱ级。
C、D类焊缝100%RT检测,满足JB4730-94Ⅰ级。
6.该产品图样规定:
还要执行“SPC-FPSD-MA-005规范”,现在还没有见到该规范。
7.合同规定:
该产品有第三方人员驻厂监造。
8该产品内件图还未供齐。
王延生18/8/03
文件编号:
制造厂:
大连宝原核设备有限公司
用户:
兰州石油机械研究所
物项名称:
02V2140.02.00等4台分离器
质量计划
版次
日期
状态
编制
审核
会签
需方审查:
1.目的与范围
为了确保02V2140.02.00分离器检验质量,特制定本计划。
适用于下列产品:
1)产品图号:
02V2140.02.00产品编号:
03R-1039
2)产品图号:
02V2160.02.00产品编号:
03R-1033
3)产品图号:
02V2340.02.00产品编号:
03R-1040
4)产品图号:
02V2360.02.00产品编号:
03R-1041
主制单位:
铆一分厂容器类别:
Ⅰ类
2.编制依据:
2.102V2140.02.00分离器质量计划。
2.2产品施工图。
2.3产品工艺方案(含焊接工艺规程)。
2.4上述文件引用的“规程”、“标准”等文件。
3.主要受压元件材料检验
3.1主要受压元件材料明细及材料规格、材料标准见下表:
产品序号(图号/编号)
另件
名称
材料规格
材料牌号
材料标准
V2140
/1039
V2160
/1033
V2340
/1040
V2360
/1041
序1
序1
序1
序1
封头
δ26
16MnR
GB6654-96
序4
序4
序4
序4
补强圈
δ22
16MnR
GB6654-96
序14
——
序14
——
补强圈
δ22
16MnR
GB6654-96
序17
序28
序17
序28
补强圈
δ22
16MnR
GB6654-96
序19
序16
序19
序16
补强圈
δ22
16MnR
GB6654-96
序22
序22
序22
序22
补强圈
δ22
16MnR
GB6654-96
序28
序19
序28
序19
补强圈
δ22
16MnR
GB6654-96
序40
序50
序40
序50
补强圈
δ22
16MnR
GB6654-96
序50
序14
序50
序14
补强圈
δ22
16MnR
GB6654-96
序56
序43
序56
序43
补强圈
δ22
16MnR
GB6654-96
序48
序9
序48
序9
法兰
10"
16MnⅡ
JB4726-2000
序49
序10
序49
序10
接管10"
ф273×9
20
GB8163-1999
——
序11
——
序11
弯头10"
ф273×9
20
GB12459-90
——
序12
——
序12
接管10"
ф273×9
20
GB8163-1999
——
序13
——
序13
法兰
10"
16MnⅡ
JB4726-2000
序54
序41
序54
序41
法兰
12"
16MnⅡ
JB4726-2000
序55
序42
序55
序42
接管12"
ф325×10
20
GB6479-2000
序64
序54
序64
序54
壳体
δ22
16MnR
GB6654-96
序9
——
序9
——
法兰
16"
16MnⅡ
JB4726-2000
序10
——
序10
——
接管16"
ф406×13
20
GB8163-1999
序11
——
序11
——
弯头16"
ф406×13
20
GB12459-90
序12
——
序12
——
接管16"
ф406×13
20
GB8163-1999
序13
——
序13
——
法兰
16"
16MnⅡ
JB4726-2000
序18
序15
序18
序15
人孔HG21524-95ⅨRF600-2.5S=18
18-1
15-1
18-1
15-1
筒节
δ18
16MnR
GB6654-96
18-2
15-2
18-2
15-2
法兰
DN600
16MnⅡ
JB4726-2000
18-4
15-4
18-4
15-4
法兰盖
δ58
16MnR
GB6654-96
18-5
15-5
18-5
15-5
螺柱
M36(Φ38)
40Cr
GB3077-1999
序45
序39
序45
序39
人孔HG21518-95ⅨRF600-2.5S=18
44-1
42-1
44-1
42-1
筒节
δ18
16MnR
GB6654-96
44-2
42-2
44-2
42-2
法兰
DN600
16MnⅡ
JB4726-2000
44-4
42-4
44-4
42-4
法兰盖
δ58
16MnR
GB6654-96
44-5
42-5
44-5
42-5
螺柱
M36(Φ38)
40Cr
GB3077-1999
3.2.焊接材料
焊接工艺规定的焊接材料:
焊条:
J506Φ3.2、Φ4.0、Φ5.0符合GB/T5117-1995;型号:
E5016。
J426Φ4.0、Φ5.0符合GB/T5117-1995;型号:
E4316。
焊丝:
H10M2Φ4.0符合GB/T14957-1994《熔化焊用钢丝》。
H08M2SAΦ2.0符合GB/T14957-1994《熔化焊用钢丝》。
3.3压力容器用钢板入厂验收。
3.3.1审查钢板质量证明书的三性,即:
证件的有效性、证件的完整性、证件的正确性。
(1)材料生产单位应按相应标准的规定向用户提供质量证明书(原件)必须清晰、并加盖材料生产单位质量检验章。
压力容器制造单位从非材料生产单位获得压力容器用材料时,应同时取得材料质量证明书原件或加盖供材单位检验公章和经办人章的有效复印件。
压力容器制造单应对所获得的压力容器用材料及材料质量证明书的真实性与一致性负责。
(2)材料质量证明书的内容必须齐全,符合GB247-88《钢板和钢带验收、包装、标志及质量证明书的一般规定》,GB247-88第3条规定:
钢板质量证明书应注明:
1标准编号;
2供方名称(或厂标);
3需方名称;
4材料名称、尺寸和级别;
5合同号;
6批号、炉罐号;
7交货状态;
8重量;
9标准中所规定的各项试验结果(包括参考性指标);
10国家安全监察机构认可标志;
(3)材料质量证明书的内容除了必须符合材料标准规定的内容外,还要满足产品图样及工艺的规定。
3.3.2对钢板标志检查的规定:
材料生产单位应按相应标准的规定在材料上的明显部位作出清晰、牢固的钢印标志或其他标志,至少包括材料制造标准代号、材料牌号及规格、炉(批)号、国家安全监察机构认可标志、材料生产单位名称及检验印鉴标志。
其内容与材料质量证明书的内容一致、正确。
3.3.3对钢板表面质量检查的规定:
钢板表面不得有气泡、结疤、拉裂、裂纹、折叠和夹渣。
钢板不得有分层。
如有上述表面缺陷,允许清理。
清理深度从钢板实际尺寸算起,不得超过钢板厚度公差之半,并应保证钢板的最小厚度。
缺陷清理处应平滑无棱角。
其他缺陷允许存在。
但其深度从钢板实际尺寸算起,不得超过厚度允许公差之半,并应保证缺陷处厚度不超过钢板允许最小厚度。
3.4附:
GB6654-96《压力容器用钢板》规定:
3.4.1尺寸偏差应符合GB709的规定。
钢板厚度负偏差为:
-0.25mm。
3.4.2化学成分:
牌号
化学成分(熔炼分析),%
C
Mn
Si
Mo
Nb
Cr
S
P
不大于
16MnR
≤0.20
1.20~
1.60
0.20~
0.55
0.020
0.030
注:
①Cr、Ni、Cu含量(残余元素)各不大于0.30%,其总含量不大于0.60%,若供方能保证,可不做分析。
3.4.3力学性能和工艺性能:
力学性能和工艺性能符合下列两个表格:
牌号
交货状态
钢板厚度
mm
бb
MPa
бs
MPa
δ5
%
不小于
16MnR
热轧
6~16
510~640
345
21
>16~36
490~620
325
牌号
交货状态
钢板厚度
mm
Vkv型冲击功
弯曲试验
温度℃
不小于J
1800
16MnR
热轧
6~16
0
31
d=2a
>16~120
d=3a
3.4.4钢板表面质量:
钢板表面不得有气泡、结疤、拉裂、裂纹、折叠和夹渣。
钢板不得有分层。
如有上述表面缺陷,允许清理。
清理深度从钢板实际尺寸算起,不得超过钢板厚度公差之半,并应保证钢板的最小厚度。
缺陷清理处应平滑无棱角。
其他缺陷允许存在。
但其深度从钢板实际尺寸算起,不得超过厚度允许公差之半,并应保证缺陷处厚度不超过钢板允许最小厚度。
2.2焊条验收除了执行标准外,还要满足JB/T4747-2002〈压力容器用钢焊条定货技术条件〉。
具体如下:
1)焊条的偏心度:
直径
标准
焊条直径mm
≤2.5
3.2~4.0
≥5.0
GB/T5117、
偏心度≤7%
偏心度≤5%
偏心度≤4%
JB/T4747-2002
偏心度≤5%,允许受检量的5%,大于5%,但不大于7%
偏心度≤4%,允许受检量的5%,大于4%,但不大于5%
偏心度≤3%,允许受检量的5%,大于3%,但不大于4%
2)T型接头角焊缝:
GB/T5117规定:
根部未熔合的总长度不大于焊缝总长度的20%,当未熔合的深度不大于最小焊脚的25%时,连续未熔合的长度不应大25mm。
GB983未提及。
JB/T4747-2002规定:
T型接头角焊缝根部不允许未熔合、未焊透。
试验时立板与底版之间间隙为0~2mm。
3)熔敷金属的S、P含量按下表:
焊条牌号
GB/T5117、GB983规定
JB/T4747-2002规定
P≤
S≤
P≤
S≤
J426
0.040
0.035
0.030
0.020
J506
0.040
0.035
0.030
0.020
4)熔敷金属力学性能和弯曲性能。
4熔敷金属抗拉强度值与GB/T5117-1995《碳钢焊条》、下限值之差不应超过100MPa。
5熔敷金属伸长率应不低于GB/T5117-1995《碳钢焊条》下限值,且不低于20%。
6焊缝金属夏比V型缺口冲击试验。
焊条标准规定制取5个冲击试样,而JB/T4747-2002规定制取3个冲击试样(JB/T4747-2002制取冲击试样方法偏严)。
④焊缝金属纵向弯曲试验:
按《熔敷金属纵向弯曲试验方法》进行试验,当试样弯曲到规定的角度后,其拉伸面上的焊缝金属内沿任何方向不得有单条大于3mm的裂纹或缺陷,如定货单位要求,应提供弯曲试验结果。
GB/T5117-1995《碳钢焊条》焊条标准均没有规定。
5)焊缝金属射线透照检测:
按JB4730-94进行RT检测,透照质量不低于AB级,焊缝缺陷等级应不低于Ⅰ级。
GB/T5117-1995《碳钢焊条》规定:
按JB4730-94进行RT检测,透照质量不低于AB级,焊缝缺陷等级应不低于Ⅱ级或Ⅰ级。
6)焊条药皮含水量或熔敷金属扩散氢含量。
焊条厂在质量证明书中应提供焊条药皮含水量,如定货单位要求也应提供熔敷金属扩散氢含量。
焊条
牌号
GB/T5117规定≤
JB/T4747-2002规定≤
含水量%
扩散氢含量(甘油法)
mL/100克
含水量%
扩散氢含量(甘油法)
mL/100克
J426
0.6
8.0
0.35
4.0
J506
0.6
8.0
0.35
4.0
7)满足JB/T4
 升级会员
升级会员 