甲醇合成工艺分析.docx
《甲醇合成工艺分析.docx》由会员分享,可在线阅读,更多相关《甲醇合成工艺分析.docx(27页珍藏版)》请在冰点文库上搜索。
甲醇合成工艺分析
甲醇合成工艺分析
各种生产甲醇方法的计算
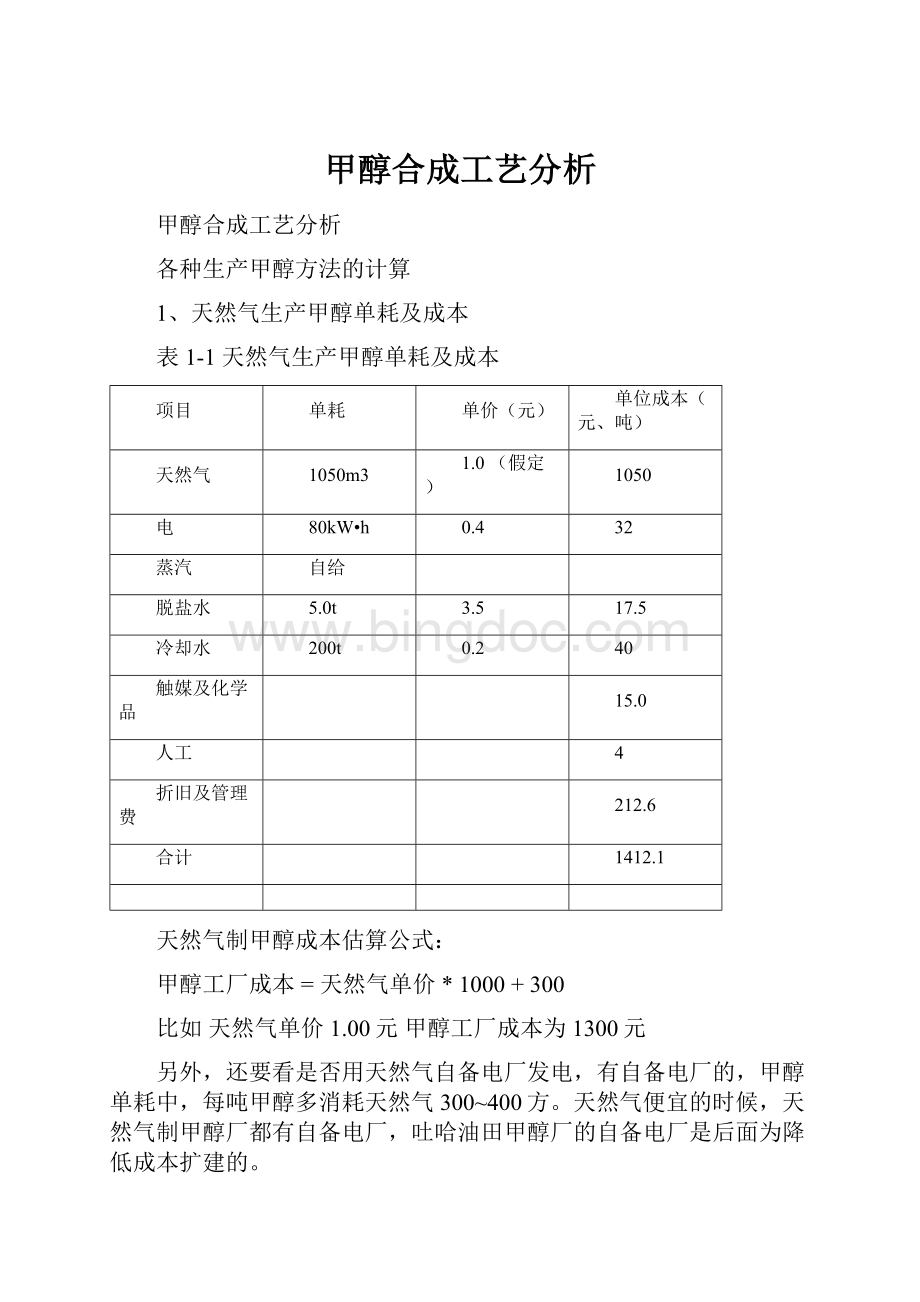
1、天然气生产甲醇单耗及成本
表1-1天然气生产甲醇单耗及成本
项目
单耗
单价(元)
单位成本(元、吨)
天然气
1050m3
1.0 (假定)
1050
电
80kW•h
0.4
32
蒸汽
自给
脱盐水
5.0t
3.5
17.5
冷却水
200t
0.2
40
触媒及化学品
15.0
人工
4
折旧及管理费
212.6
合计
1412.1
天然气制甲醇成本估算公式:
甲醇工厂成本 = 天然气单价 * 1000 + 300
比如 天然气单价 1.00元 甲醇工厂成本为1300元
另外,还要看是否用天然气自备电厂发电,有自备电厂的,甲醇单耗中,每吨甲醇多消耗天然气300~400方。
天然气便宜的时候,天然气制甲醇厂都有自备电厂,吐哈油田甲醇厂的自备电厂是后面为降低成本扩建的。
以天然气生产甲醇的成本主要取决于天然气的价格(同时也与天然气的成分及采用工艺关):
每立方米天然气在1.0元时甲醇成本在1500元左右。
每立方米天然气在1.2元时甲醇成本在1800元左右。
每立方米天然气在1.5元时甲醇成本在2000元左右。
二、煤生产甲醇单耗及成本
表2-1煤生产甲醇单耗及成本
项目
单耗
单价(元)
单位成本(元、吨)
原料煤
1.38t
300
414
电
256.6kW•h
0.4
102.6
蒸汽
0.931t
50
46.6
冷却水
337.6t
0.2
67.5
触媒及化学品
46.4
人工
230
折旧及管理费
240.2
合计
1147.3
以煤制甲醇,原料(原料煤、燃料煤)及动力的成本一般占到甲醇总成本的80%以上,其中原料煤约占60%。
先进气化工艺(水煤浆,SHELL尚未有投运的业绩)目前的甲醇生产成本在1600元/吨左右(煤价480元/吨。
以无烟煤的原料生产甲醇(主要是联醇),目前的甲生产成本在2000元/吨以上(煤价700元/吨)。
表2-2某公司20万吨/年煤制甲醇综合技术经济指标
序号
项目名称
单位
数量
备注
1
生产规模甲醇
t/a
224000
全部按商品计
2
年操作时间
小时
7200
3
燃料消耗原料煤
t/a
310000
燃料煤
194400
4
公用工程新鲜水
m3/h
531
电
kWh/h
5259
锅炉能力
t/h
752台
(单台75t/h)
5
全厂定员
人
150
6
总占地面积
m2
12.25x104
7
总投资
万元
79775
8
建设投资
万元
74296
不含建设期利息
9
固定资产投资方向调节税
万元
0
10
建设期利息
万元
2491
11
流动资金
万元
2988
全额流动资金
12
年均销售收入
万元
42336
13
年均销售税金及附加、增值税
万元
5282
14
年均总成本费用
万元
21930
15
年均利润总额
万元
15123
16
年均所得税
万元
4114
17
年均税后利润
万元
11009
18
贷款偿还期人民币
年
5.65
含建设期
19
投资利润率
%
18.96
20
投资利税率
%
25.58
21
内部收益率(全部投资)所得税前
%
22.63
所得税后
%
19.5
22
净现值(全部投资)所得税前
万元
46069
(Ic=12%)值
所得税后
万元
28445
(Ic=12%)
23
投资回收期所得税前
年
6.06
含建设期
所得税后
年
6.25
含建设期
24
盈亏平衡点(BEP)
%
35.55
备注:
年用水量为382万立方米
3、焦炉气生产甲醇单耗及成本
表3焦炉气生产甲醇单耗及成本
项目
单耗
单价(元)
单位成本(元、吨)
焦炉气
2150m3
0.160
344
电
941.6kW•h
0.4
376.6
蒸汽
0.106t
60
6.36
冷却水
298.8t
0.2
59.76
杂醇油
-6.8kg
1
-6.8
触媒及化学品
46.4
人工
30
折旧及管理费
179.9
合计
1036.22
以焦炉煤气为原料生产甲醇主要成本来自焦炉气的价格,但企业均与焦化企业为同一集团,所以核算的焦炉气价格不会太高,在每个立方米0.4元时,甲醇成本也应该在1500元以上了。
焦炉气应该能做到1000以内,属于环保项目 估计有税收优惠,煤炭车间成本应该在 1000~1150左右 加上别的 总成本大概1500。
天然气现在的价格看 差不多得2000了。
甲醇的生产工艺及其发展现状
姓名:
李玉龙单位:
中国海洋大学邮编:
266100
摘要:
甲醇是重要的有机化工产品,本文对甲醇的生产工艺和国内发展现状进行了分析,目前生产甲醇的主要原料是煤和天然气,未来3~5年国内甲醇装置将供过于求,建议控制国内甲醇装置建设过热的势头,提出加快甲醇下游生物产品的开发步伐。
关键词:
甲醇;天然气;生产工艺;发展现状
1前言
甲醇在生活中越来越受到重视,它即可用做有机化工原料,又可用于有机合成、农药、医药、涂料、染料和国防工业等领域。
随着社会经济的快速增长,能源、环境问题日益突出,甲醇作为燃料应用的比例越来越大。
近20年来,甲醇生产发展很快,技术不断提高,生产规模逐年扩大,生产工艺逐步成熟,各项技术指标不断完善,特别是近年来甲醇汽、柴油的开发和应用,使其作为代用燃料,从技术性、经济性上具有了很强的竞争力。
预计到2015年达到7200wt/a,供应能力大于市场需求,竞争将会加剧,一些不具竞争力的小装置或原料价格较高地区的甲醇装置将关闭。
根据未来甲醇装置建设趋势,世界甲醇的生产中心正在向南美、沙特、伊朗和我国转移;同时这些国家和地区甲醇产品的目标市场主要是针对亚太地区和我国。
合成甲醇可采用石脑油、减压渣油、煤和天然气为原料,在天然气丰富的地区,前几种原料的生产成本均无法与天然气竞争。
天然气合成甲醇的各项经济指标要优于其他原料,适于加压转化,是合成甲醇最理想的原料。
20世纪80年代以来,国外甲醇装置向大型化方向发展。
甲醇的经济规模对投资与产品成本影响较大,一般来讲装置规模越大,产品成本越低。
近10多年来,世界合成甲醇技术有了很大的发展,其趋势为原料路线多样化、生产规模大型化、合成催化剂高效化、气体净化精细化、过程控制自动化以及联合生产普遍化。
从而使合成技术更加优化。
甲醇的总生产成本美国为145~146美,中东为69~71美,美国的甲醇生产成本高出中东一倍;中东地区甲醇产品10%的单位投资回报所占单位生产成本的比例也比美国高得多。
因此,中东地区生产的甲醇具有很强的竞争力。
建议用天然气制甲醇的工艺路线采用ICI或Lurgi生产技术。
专家认为,天然气价格在0.45~0.80元。
我国天然气制甲醇项目才有经济效益。
2生产工艺
甲醇的生产工艺过程分为合成气(氢和一氧化碳)的制造、甲醇的合成和精制3部分。
2.1合成气的制造
根据原料的不同,有以下几种方法:
(1)天然气蒸汽转化法以天然气为原料制合成气生产甲醇,这是国内外发展的趋势。
此法优点是:
投资少,成本低,运输方便,操作简单。
因此,充分利用天然气合成甲醇,是国内外主要的发展方向。
(2)煤气化法由煤制合成气。
(3)重油部分氧化法油品(石脑油、重油、渣油等)部分氧化制合成气的工艺,主要有德士古和壳牌两个著名的方法。
德士古系采用高压气化技术;壳牌系采用中压气化技术。
2.2甲醇的合成方法
目前世界上合成甲醇的工业生产方法有美国卜内门(ICI)公司的低压和中压法,德国鲁奇(Lur—gi)公司的低压和中压法,日本三菱瓦斯化学公司MGC低压法,丹麦托普索公司节能型低压法以及德国巴斯夫(BASF)公司的高压法等。
我国小规模装置主要采用高压法,引进装置则采用低压法。
其中川维引进ICI法,齐鲁引进鲁奇法。
与高压法比较低压法的优点是:
能量消耗少,操作费用低,产品纯度高,设备费用低,故新建厂大多采用低压法。
国内低压法已经投入生产,并对催化剂进行了研究,已取得了好的进展。
(1)德国巴斯夫公司的高压法这是最先实现工业化的甲醇生产工艺,由于其操作条件苛刻,能耗大,成本高,所以已逐步被中、低压法工艺所取代。
(2)ICI低压法这是目前工业上广泛采用的合成甲醇的方法。
其工艺过程为:
脱硫、转化、压缩、合成、精馏。
特点:
在采用不同原料时开车简单,操作可靠,并且不同生产能力的工厂均能使用离心式压缩机,产品纯度高,能充分利用反应热。
(3)鲁奇渣油联醇法,我国山东齐鲁石化公司引进此方法。
特点:
热利用率高,在能量利用方面经济效果大。
目前低压法合成甲醇工艺中,鲁奇法和ICI法在技术上比较成熟。
(4)中压法(ICI)公司、丹麦托普索公司、日本三菱瓦斯化学公司都有成功的方法,中压法与低压法相比,工艺过程相同,但在投资和综合指标上都要略高一点。
2.3天然气法合成甲醇生产工艺举例
2.3.1工艺流程说明
(1)转化工段
由管网来的天然气压力为1.15MPa,温度为常温,其硫含量为0.1ppm。
经原料气压缩机升压至2.5MPa,进入蒸汽转化炉预热到250℃,然后天然气与汽提塔顶出口汽提蒸汽相混合,混合后的水碳比由汽提塔的蒸汽加入量调节,使混合原料气的水碳比为3左右。
然后再经对流段的原料蒸汽混合气加热盘管加热至510℃,进入一段转化炉管内,发生转化反应。
在此,天然气与蒸汽反应生成H2、CO、CO2,反应后出炉管的气体温度为800℃左右,出口CH4约为3.0%。
工艺气首先经过废热锅炉,产生3.9MPa的蒸汽。
然后经过锅炉给水加热器,将脱盐水加热至225℃,这时,转化气去预精馏塔塔底再沸器,回收工艺气中的大部分低位能,工艺气出预精馏塔塔底再沸器后经水冷分水后,即得到新鲜合成气。
工艺流程图如下:
(2)合成工段
合成气经合成气压缩机压缩,与循环气混合升压至5.5MPa后,首先经过合成塔进出气换热器加热,进入合成塔,合成气进塔温度为225℃左右,在此,合成气进行甲醇合成反应,放出的热量用于产生蒸汽。
反应后的气体出塔温度为255℃,甲醇出口浓度为55%左右。
出合成塔的高温气体热量用于加热入塔合成气,然后经水冷至40℃左右,冷凝分离出粗甲醇。
不凝的气体经驰放少量惰性气体后,大部分循环回合成气压缩机循环段,与新鲜气混合再进合成塔。
弛放气大部分返回至一段炉作燃料使用。
ICI反应器属等温型列管反应器,反应热靠管外沸腾的水很快移走,产生3.9MPa的饱和蒸汽。
该蒸汽降压后和转化工段产生的3.9MPa的饱和蒸汽一起过热到360℃,作为合成压缩机驱动透平的动力,以及汽提塔的汽提蒸汽。
(3)精馏工段
预塔操作压力0.103MPa,粗甲醇送入预塔前须加热到沸点70℃,然后在塔内分离成塔顶气和塔底液,塔顶气主要是含甲醇的轻馏分,塔底再沸器用合成气加热保持塔底液在沸腾状态。
由于预塔顶引出的轻馏分量甚少,可考虑将其直接送一段转化炉作燃料。
预塔后甲醇的蒸馏采用节能型蒸馏流程,即用两个串联的蒸馏塔实现甲醇的精馏,一塔在0.61MPa运行,塔顶可获得120℃的甲醇馏出物,且作为二塔再沸器热源。
塔顶气冷凝后即成为高质量的甲醇产品,其产量约占总产量的55%。
塔底液在142℃左右通过上述料釜液换热器降温到约91℃入二塔,二塔操作压力为0.103MPa。
常压精馏塔塔底污水含甲醇≤0.1%。
本流程将上述废水大部分作萃取水循环用于预塔,余量则送往转化工段中的汽提塔经汽提处理后,作除盐水回收,从而实现了甲醇蒸馏过程中废水的零排放。
(4)蒸汽平衡
整个甲醇装置共有二处可副产蒸汽,一是一段转化后工艺气,温度为800℃的转化废热锅炉;二是甲醇合成塔废锅。
两废锅副产蒸汽,它们的压力为3.9MPa,这些蒸汽再在一段炉对流段中的蒸汽过热器过热至360℃左右,然后供中压蒸汽用户——合成压缩机驱动透平以及汽提塔。
合成压缩机驱动透平为抽汽凝汽式,抽出的0.6MPa低压蒸汽供精馏、脱氧槽等低压蒸汽用户用,中低压蒸汽管网与老厂联网,便于互相调剂,稳定生产,节省投资。
整个装置的冷凝液全部回收,送往除盐水站净化处理。
2.3.2消耗指标
每吨甲醇耗970.763m3天然气,其中生产每吨甲醇燃烧270m3天然气,转化天然气700.76m3,尾气量1200万~1300万m3甲醇。
2.3.3三废情况
(1)废气
甲醇装置废气排放点为一段转化炉烟气囱排出烟道气,其主要成分为CO2,O2,N2,对大气无毒害物质,环境无控制指标;
(2)废水
主要排出废水为甲醇精馏塔塔底废水和转化酸性冷凝液,废水可送至除盐水再处理后用作锅炉给水,产生的废气进入转化炉回收利用,做到无污水排放:
(3)废澶
主要是旧触媒更换排出,旧触媒多为贵金属成分,需要送回催化剂厂回收处理。
3国内甲醇发展的现状
我国甲醇工业的发展情况我国甲醇工业始于20世纪50年代,主要是由原苏联援建的以煤为原料采用高压法锌铬催化剂合成甲醇技术。
1957年第一套锌铬催化剂高压法甲醇合成装置在吉林化学工业公司投产,设计能力为100t/d,然后在兰州、太原、西安等地陆续建厂投产。
60年代上海吴泾化工厂先后自建了以焦炭和石脑油为原料的甲醇装置;同时南京化学工业公司研究院研制了联醇用中压铜基催化剂,推动了具有我国特色的合成氨联产甲醇工业的发展。
自2002年年初以来,我国甲醇市场受下游需求强力拉动,以及生产成本的提高,甲醇价格一直呈现一种稳步上扬走势。
甲醇市场价格最高涨幅超过100%,甲醇生产的利润相当丰厚,效益好的厂家每吨纯利超过了1000元,因而甲醇生产厂家纷纷扩产和新建,使得我国甲醇的产能急剧增加。
2002年,我国甲醇生产能力达到4.5Mt,产量为2.31Mt,进口1.8Mt,出口量为10kt,表观消费量为4.1Mt,占市场需求的56%;2003年生产能力5Mt,产量为3Mt,进口量为1.4Mt,出口量为50kt,表观消费量为4.35Mt,占市场需求的69%;2004年生产能力达到7Mt,产量4.4Mt,进口量为1.36Mt,出口量约30kt,表观消费量为5.73Mt,占市场需求的77%;2005年生产能力为10Mt,产量达到5Mt,进口量为1.15Mt,表观消费量为6.15Mt,占市场需求的80%。
2006年上半年我国共生产甲醇3.4Mt比2005年同期增长29.7%,下半年又有2Mt的新建甲醇装置陆续竣工投产,使得2006年我国甲醇产量突破7Mt大关,比2005年增加2Mt。
同时,2006年我国的甲醇需求量仍将保持较高速度的增长,消费量将超过7Mt,再创历史新高。
2006年我国甲醇出口(主要出口到韩国)量已超过100kt。
我国现在已成为世界第二大甲醇消费国,同时也是甲醇生产增长最快的国家,并将继续高速发展。
目前国内甲醇工业已经是供过于求,且发展趋头越来越“猛烈”,在未来5年内我国甲醇产量将新增26~30Mt,总生产能力将达到36~40Mt。
国内许多甲醇生产企业将面临巨大的生存和发展压力。
建议有关部门加强宏观调控,适当控制国内甲醇工业建设过热的势头,应从长远角度考虑,加大甲醇下游产品的开发力度。
建议优化甲醇资源,加大甲醇出口力度,把我国甲醇企业的注意力尽快转移到甲醇下游产品的开发。
德士古煤气化和壳牌煤气化工艺生产甲醇的
综合技术经济比较
采用不同煤种分别运用德士古水煤浆气化工艺和壳牌干粉煤气化工艺生产甲醇及联产CO,从工艺方案、单元配置、装置投资、消耗以及公共工程能力和建设周期等方面对2种气化工艺进行了综合技术经济比较。
工程技术咨询结论为:
采用不同的煤气化工艺生产甲醇及其下游产品,其工艺路线、公用工程配置、项目投资、产品成本以及工厂的经济效益是各不相同的。
笔者对此进行简要论述。
1德士古煤气化工艺生产甲醇及CO
1.1基本要求
(1)原料煤和燃料煤 原料煤采用神华煤,燃料煤采用义马煤。
煤质典型组分见表1和表2。
(2)装置能力 根据2台φ3.2mm气化炉在压力6.5MPa下的产气能力,气化装置总有效气(CO+H2)为180000m3/h,由此可确定工厂产品能力为:
精甲醇54×104t/a(67.43t/h);一氧化碳34.5×104t/a(34500m3/h)。
(3)外供蒸汽 要求为醋酸装置提供的蒸汽品质为1.8MPa,340℃,100t/h。
1.2工艺技术
1.2.1工艺流程和物料平衡
工艺方框流程见图1,物料平衡见表3。
1.2.2 工艺技术方案和装置能力配置
(1)煤气化装置 煤气化采用GE公司水煤浆激冷流程,气化压力为6.5MPa压力,主要工艺过程包括水煤浆制备、水煤浆气化、灰水处理等。
煤磨机选用φ4m×6.7m湿式溢流型棒磨机3台,2开1备。
单台磨机的煤处理能力为62.5t/h。
气化炉配置3台25m3急冷式气化炉,2开1备。
(2)空分装置 空分采用内压缩液氧泵流程,主要工艺过程包括空气的过滤和压缩、预冷和纯化系统、冷量制取、空气精馏、液体产品贮存和氮压站等。
煤气化正常工况下需氧量为73000m3/h,选用2套40000m3/h制氧能力的空分。
空压机流量为230000m3/h,Ne=19600kW,2台全开。
空气增压机流量为120000m3/h,Ne=12000kW,2台全开。
空压机和空气增压机采用高压蒸气透平驱动。
(3)一氧化碳变换及热回收 一氧化碳变换采用一段2层耐硫变换,变换余热用于副产中压蒸汽、低压蒸汽、预热锅炉给水、除盐水,冷凝液经低压蒸汽汽提回用。
变换炉直径为φ3200mm,选用热壁炉,1台。
催化剂型号为K8-11H,装填量为上层8m3,下层32m3。
(4)酸性气体脱除 酸性气体脱除采用低温甲醇洗工艺技术,低温甲醇洗为2套吸收系统,分别用于变换气和煤气的酸气脱除,再生系统1套共用。
变换气甲醇洗涤塔为φ2800mm×47450mm,1台。
煤气甲醇洗涤塔为φ2000mm×59000mm,1台。
(5)合成气压缩 合成气压缩采用离心式联合压缩机组,新鲜气压缩至7.6MPa(绝),循环气压缩至8.3MPa(绝),压缩机轴功率为5075kW,中压蒸汽透平驱动。
(6)甲醇合成 甲醇合成采用国外甲醇合成技术,合成压力8.3MPa(绝),甲醇催化剂由国外专利商供货,甲醇合成塔国产。
甲醇合成塔φ3800mm,H=14000mm,2台。
甲醇催化剂装量为38m3/台。
(7)甲醇精馏 甲醇精馏采用三塔精馏工艺,在常压塔后增设回收塔。
塔内件采用塔板和规整填料。
加压精馏塔φ2900mm,H=38000mm,1台。
(8)CO分离 CO分离采用引进深冷分离技术,冷箱整体引进,产品CO纯度大于98.5%。
CO压缩机选用离心式CO压缩机,1台,从国外引进。
CO分三段进压缩机,产品CO的出口压力为3.5MPa,压缩机轴功率为1080kW,电驱动。
(9)冷冻 冷冻采用节能型双级离心式氨压缩制冷循环,离心式制冷压缩机采用中压蒸汽透平驱动。
离心式制冷氨压缩机制冷量29160MJ/11520MJ,蒸发温度-40℃/4℃,轴功率为5490kW,1台。
1.3 公用工程
(1)循环冷却水站 根据工艺装置和热电站循环冷却水消耗,循环水站设计规模为54000m3/h。
循环冷却水给水压力0.40MPa,回水压力≥0.2MPa,给水温度32℃,回水温度42℃,温差10℃。
全厂补充一次水量为1550m3/h。
(2)除盐水站 为了节约占地,节省投资,将冷凝液处理站与除盐水站合建。
除盐水制备设计(制水)规模为360m3/h,冷凝液精制设计规模为600m3/h。
(3)污水处理站 污水处理站主要处理装置内煤气化污水、甲醇精馏生产污水、装置地面冲洗水、洗罐水及生活污水。
装置设计能力为200m3/h。
(4)供电 按照热能综合利用的原则设置热电站,电源侧总计算负荷为34077kW。
设置1台25MW和1台12MW汽轮发电机组。
正常工况下的发电量为38450kW,此时可向外供电4373kW;当1台锅炉停运时,发电量为29530kW,此时可向外供电78kW;当最大的1台发电机因故停止发电时需外供电21002kW。
(5)供热 根据工艺装置蒸汽负荷、动力负荷及电负荷的情况,供热站配置3台额定蒸发量240t/h高压循环流化床锅炉和1台25MW抽汽凝汽式汽轮发电机组、1台12MW背压汽轮发电机组。
正常工况下2台锅炉和2台汽轮发电机组同时运行,高压蒸汽消耗量为480t/h,除满足供汽需要外,单抽汽轮发电机组发电30000kW,背压汽轮发电机组发电8450kW,共发电38450kW,为工艺装置提供用电。
全年燃料煤消耗量为67.05万t。
1.4能耗、操作成本和投资
全厂综合能耗和原材料单价见表4(折精甲醇82.70t/h,以吨甲醇计算)。
全厂投资估算见表5
2壳牌煤气化工艺生产甲醇及CO
2.1 基本要求
(1)原料煤和燃料煤 原料煤和燃料煤均采用义马煤,其煤质典型组分见表2。
(2)装置能力 根据1台φ4850mm气化炉在压力4.2MPa下产气能力,气化装置总有效气(CO+H2)为150000m3/h,因此确定工厂产品生产能力为:
精甲醇42.8×104t/a(53.49t/h);一氧化碳34.5×104t/a(34500m3/h);
(3)外供蒸汽
要求为醋酸装置提供的蒸汽品质为1.8MPa,340℃,100t/h。
2.2 工艺技术方案
2.2.1 工艺流程及物料平衡
工艺方框流程见图2,物料平衡见表6。
2.2.2 工艺技术方案和装置能力配置
(1)煤气化装置 煤气化采用Shell公司干粉煤气化废锅流程,采用CO2输送煤粉,气化压力为4.2MPa,其主要工艺过程包括:
磨煤及干燥、煤加压及输送、煤气化、除渣、除灰、湿洗、初步水处理等。
煤磨机选用辊盘式中速磨煤机2台,2台全开。
单台处理能力为61.5t/h。
气化炉配置1台,φ4850mm,内件为水冷壁式结构。
(2)空分装置 空分采用内压缩液氧泵流程,主要工艺过程包括空气的过滤和压缩、预冷和纯化系统、冷量制取和空气精馏、液体产品贮存等。
煤气化正常工况下需要氧气量为58000m3/h,故选用1套60000m3/h制氧能力的空分。
空压机流量为277000m3/h,Ne=23610kW。
空气增压机流量为181000m3/h,Ne=15190kW。
空压机和空气增压机采用高压蒸气透平驱动。
(3)一氧化碳变换及热回收 一氧化碳变换采用两段耐硫变换,变换余热用于副产低压蒸汽、预热锅炉给水、除盐水,冷凝液经泵加压送煤气化。
第一变换炉φ3000mm,选用热壁炉,1台,催化剂型号
 升级会员
升级会员 