常见火花机操作说明书.docx
《常见火花机操作说明书.docx》由会员分享,可在线阅读,更多相关《常见火花机操作说明书.docx(6页珍藏版)》请在冰点文库上搜索。
常见火花机操作说明书
亚特火花机(F型)操作说明书
亚特火花机F型与E型的区别是E型功能键属于动旋钮式,可以随时调原加工参数;F型属可程序放电加工机,可以根据加工者及加工要求,分成几单节,每单节作出相应参数设定,一次可将工件加工之理想尺寸.在加工时,需要进行程序编辑.在操作F型机台前,我们首先需掌握各功能键之作用,使用围以及如何调整与程序编辑.
荧幕各功能操作说明:
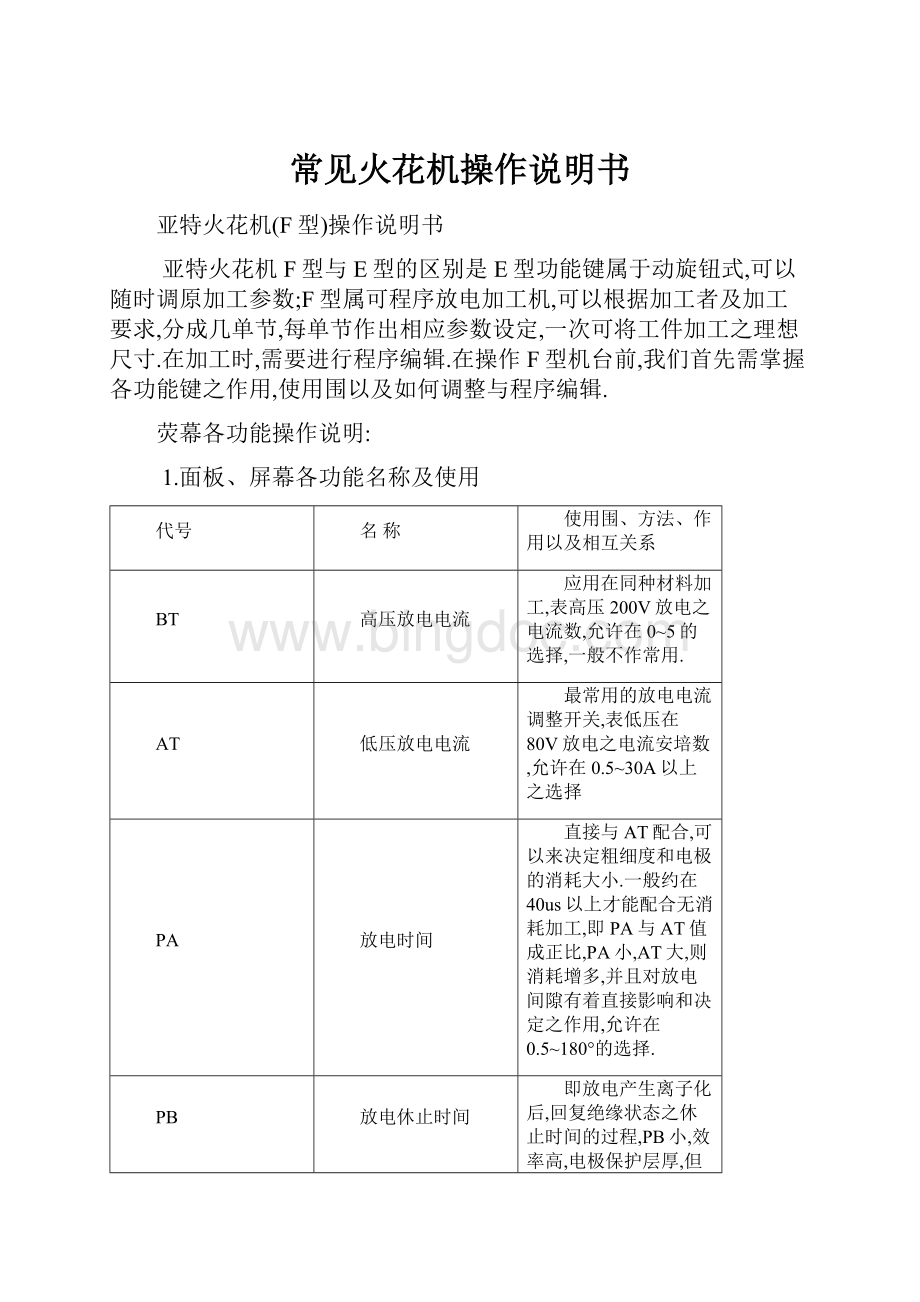
1.面板、屏幕各功能名称及使用
代号
名称
使用围、方法、作用以及相互关系
BT
高压放电电流
应用在同种材料加工,表高压200V放电之电流数,允许在0~5的选择,一般不作常用.
AT
低压放电电流
最常用的放电电流调整开关,表低压在80V放电之电流安培数,允许在0.5~30A以上之选择
PA
放电时间
直接与AT配合,可以来决定粗细度和电极的消耗大小.一般约在40us以上才能配合无消耗加工,即PA与AT值成正比,PA小,AT大,则消耗增多,并且对放电间隙有着直接影响和决定之作用,允许在0.5~180°的选择.
PB
放电休止时间
即放电产生离子化后,回复绝缘状态之休止时间的过程,PB小,效率高,电极保护层厚,但易积碳.一般根据AT来调整,AT大,PB则小;AT小,PB则大.当放电情况不稳定时,则应拉长PB来逐渐转化正常同样对电极消耗有着一定的影响,电极放电面积小,则PB应拉长,面积大可将PB拉短,允许在1~12选择.一般选择3~7.
伺服敏感度
此功能之调整影响电极放电时下降速度,与放电时间PA相搭配,与放电加工稳定性有一定的影响,一般在加工过程中以目视稳定指示灯稳定为好,允许1~12的选择,通常5~7之设定。
放电正面间隙电压
即放电时存在电极与工件间之间隙电压,允许1~12选择,但一般设于40v~60v之间最为理想,即4~6的设定.正面积大、深、斜孔困难排屑和细加工,一般选择5~7,粗、中加工一般选择3~4,间隙小,平均电流大,效率高,与PB配合使用.
TON
机头下降时间
TON为机头在加工时往下停留的时间,即进刀时间,TOFF为机头在加工时往上升起时间,即退刀时间,一般根据加工容而定,较深孔穴,排屑不良时,应加大TOFF,减小TON来帮助排屑,同时要注意调整理想的喷流位置,使之排屑于理想状态.
TOFF
机头上升时间
+、-切换
即屏幕上显示“+”时,机头为正极,显示为“-“时,机头为负极,一般加工中电极为正极,工件为负极。
间喷开关
是一种喷油方式,OFF表示无间喷动作,若设定为ON则表示选择间喷动作,则于退刀时间会作喷油动作,而于进刀时则停止动作,如此重复不断的间歇式喷油,以求得低消耗的放电效果.
3.屏幕中间一排加工深度设定栏1~12之阿拉伯数字即表示系统允许使用者输入12段单节之加工程序,而每一单节之后有该单节加工深度设定,使用者可输入每一单节所欲加工之深度,而加深度之设定,允许输入正、负值,但必须由大而小,依顺序排列,如:
第一节单节加工深度为-1,则第二单节必须比-1mm更深,则程序就可在第一单节加工完毕后自动转入第二单节加工.同理第三单节的加工深度又必须比第二单节更深,若第三单节的加工深度比第二单节浅,则第二单节加工完毕后会自动停止加工,无法转入第三单节加工.
4.工作坐标:
即放电加工时所用的坐标;绝对坐标即机台启动后的原始坐标;无法改变该坐标数值,故可作为记忆加工位置之坐标.记忆坐标即相对绝对坐标位置所记下的坐标.此坐标可在加工两工件时,将一工件工作坐标确定后,利用记忆坐标将绝对坐标记下,可继续确定第二个工件工作坐标.当第二个工件加工ok后,可将记忆坐标移至与绝对坐标相同,即为第一个工件的加工坐标,但要注意Z轴记忆坐标无使用价值,在使用记忆坐标加工另一工件时,Z轴需重新设定,并且在加工记忆坐标前,若丧失电源再次开启机台时,记忆坐标失效,需重新确定工作坐标。
5.加工参数设定或修改方式:
利用键盘上4个游动键来移动光标至欲修改的参数上.例如:
现修改加工深度为-1.05时,除将光标移至该单节上外,还需:
先接“Z”键,输入加工深度“+/-”“+”“.”“0”“5”再接输入键即可.若欲关闭下一单节时要输入“END”即先按“˙”再接输入键即可.若移动加工起始单节记号时,须利用移动光标来牵引“”号移至欲开始加工之单节上,在设定放电参数时,应分单节来设定.如在设定第一单节时应先将光标移至加工深度第一单节上,再由此将光标移至放电参数设定表中,此时”GENERATOR()”括号中就显示你当前所修改参数居于哪一单节.当此数字显示正确后再用INC(增加键)和DEC(减小键)及光标移动键来进行修改.每一个参数设定OK后,都需按输入键进行确定,并自动转入下一个参考数栏.
注意:
加工单节设置完毕后切记关闭下一单节,以防因未关而使加工单节滑入非加工单节上,至使造成加工错误.如:
放深等.
6.加工时间设定与修改(在加工中一般不作常用)此设定属于每单设的加工时间,当加工时间到达后,不论此单节完成是否,都会自动转入下一单节加工,设定方式为在每单节放电参数设定OK后将移动光标至TIMER00:
00之参数上设定加工时间,如:
欲加工30分钟,即按“0”“0”“0”“3”“0”输入键,即可设为00:
30。
7.辅助功能作用与应用(附图)
(1)机头进退刀功能此功能配合放电参数中TON、TOFF之使用.该功能设定为ON以上两功能才会有动作;反之,此功能被设为OFF时以上两功能只有TON生效,TOFF无效.
(2)Z辆伺服快慢进功能 此功能为大加工面积之放电而设定的.对大面积加工工作由于考虑到上升时会有真空吸力产生之问题,故必须将伺服速度设定为慢速,即OFF状态.对一般小面积放电,则应设定为快速,即ON状态.
(3)液位开关此属于安全放电保护措施,须配合液位浮球开关作浸油放电加工或冲油放电加工,浸油放电加工可设定为OFF状态,冲油加工可设定为ON状态.
(4)睡眠开关此功能设为ON时,加工最终深度到达时,会自动停止加工,上升机头和停止喷油.
(5)Z轴自动寻边功能:
利用此功能时,首先将电极移至距工件2~3mm后,然后移动光标至Z轴自动寻边功能上,按DEC键或INC键,将其设定为ON再按ENT即开始动作.当听到“砰”“砰”四下响声后即自动寻边结束,Z轴会自动提升4mm.一般此功能不作常用.我们常用的是手动Z轴设定,首先将机头电极移至距工件2~3mm后,打开放电开关,目视工件与电极刚好接触时,将Z轴输入.
(6)机头伺服锁住功能:
当将此功能设定为ON时,则Z轴被锁住,即使在加工中,也会停止,直到更改为OFF才会解除.
(7)摇动开关:
即扩孔开关,需在机头上按装放X、y轴摇动装置才可使用.
4.加工辅助参数表(了解)
5.键盘操作说明
(1)最低点显示键,按下此键后指示灯会亮,Z轴工作坐标会只显示最低值坐标,再按一下,灯灭,就会显示Z轴全程该轴坐标值;
(2)加工位置记忆键:
当使用者欲记忆目前位置时,先将光标移至MEMO下方X坐标位置,按下“ME”、输入健,此时X轴坐标会自动改变为绝对坐标.X轴相同数据,重复以上步骤即可,将Y、Z作出记忆(Z轴记忆无使用价值,不必作记忆)
机台具体操作步骤说明
1.打工开机台电源总开关,并按下旁边红色按钮即可开,机开机后,待荧幕画面现,必须先寻找X、Y、Z三轴的参考点,即移动X、Y轴手动轮,直到X、Y轴绝对坐标“*”记号消失,Z轴也需按手动“Z”或“Z”键移动Z轴,待“*”记号消失,才能执行机台具体操作.
2.清洁工作平台至平整、干凈后,将工件放至于磁性工作台上,并校至平行,吸磁固定.
3.参照图纸及放电指示单,对电极加工位置及方向确定OK后,夹至机头虎钳上,并校正.
4.设定好寻边条件,OA20~45us,依照放电指示单指示确定寻边方式,寻找X、Y轴放电中心.
5.依照放电指示单指示结合图纸找准Z轴设定基准面,确定Z轴坐标;
6.程序编辑:
编辑者可以将一个电极分12单节加工,每一单节中都必须输入一个Z轴加工深度,并且前个数据必须比后一个数据大.方可正常加工下去.当一单节Z值设定OK后,需将光标从该单节移至放电参数栏进行此单节参数设定,在设定第二单节时同理也需同时将第二单节加工参数者进行编辑.若加工者只需设置2单节或更多一些单节时,需将加工的最后一单节的下一单节关闭,即按“Z”、“˙”、输入键就可以结束加工;
7.程序编辑OK后,欲执行程序进行加工时,应再次确定加工位置是否正确,并打开喷油开关,利用光标移动加工起始单节记号“”至加工起始单节,调整好喷油装置,打开放电开关进行加工,直到“END”为止,才结束程序,即加工完毕.
8.在放电加工过程中,若发现程序某处加工参数或辅助功能设置不够合理,不用停止放电,可以直接利用光标进行更改,但在放电加工中是不允许修改各单节之加工深度和坐标,若要修改,必须停止加工,方可进行修改.
 升级会员
升级会员 