新型干法水泥生产线调试及生产控制3.docx
《新型干法水泥生产线调试及生产控制3.docx》由会员分享,可在线阅读,更多相关《新型干法水泥生产线调试及生产控制3.docx(10页珍藏版)》请在冰点文库上搜索。
新型干法水泥生产线调试及生产控制3
新型干法水泥生产线调试及生产控制(三)
3.5耐火材料的烘烤
耐火材料的使用好坏对烧成系统连续稳定运行至关重要。
烧成系统耐火材料的使用部位主要有窑尾预热器及分解炉系统、回转窑、篦冷机、三次风管及窑头罩等,实际操作中通常不对篦冷机及三次风管、窑头罩的耐火材料进行单独烘烤,主要依靠投料后热熟料的热量对其进行烘干。
初次点火烘窑较为重要,对烧成系统耐火材料的使用寿命有很大影响。
制定一个科学合理的耐火材料烘烤方案是首要工作之一。
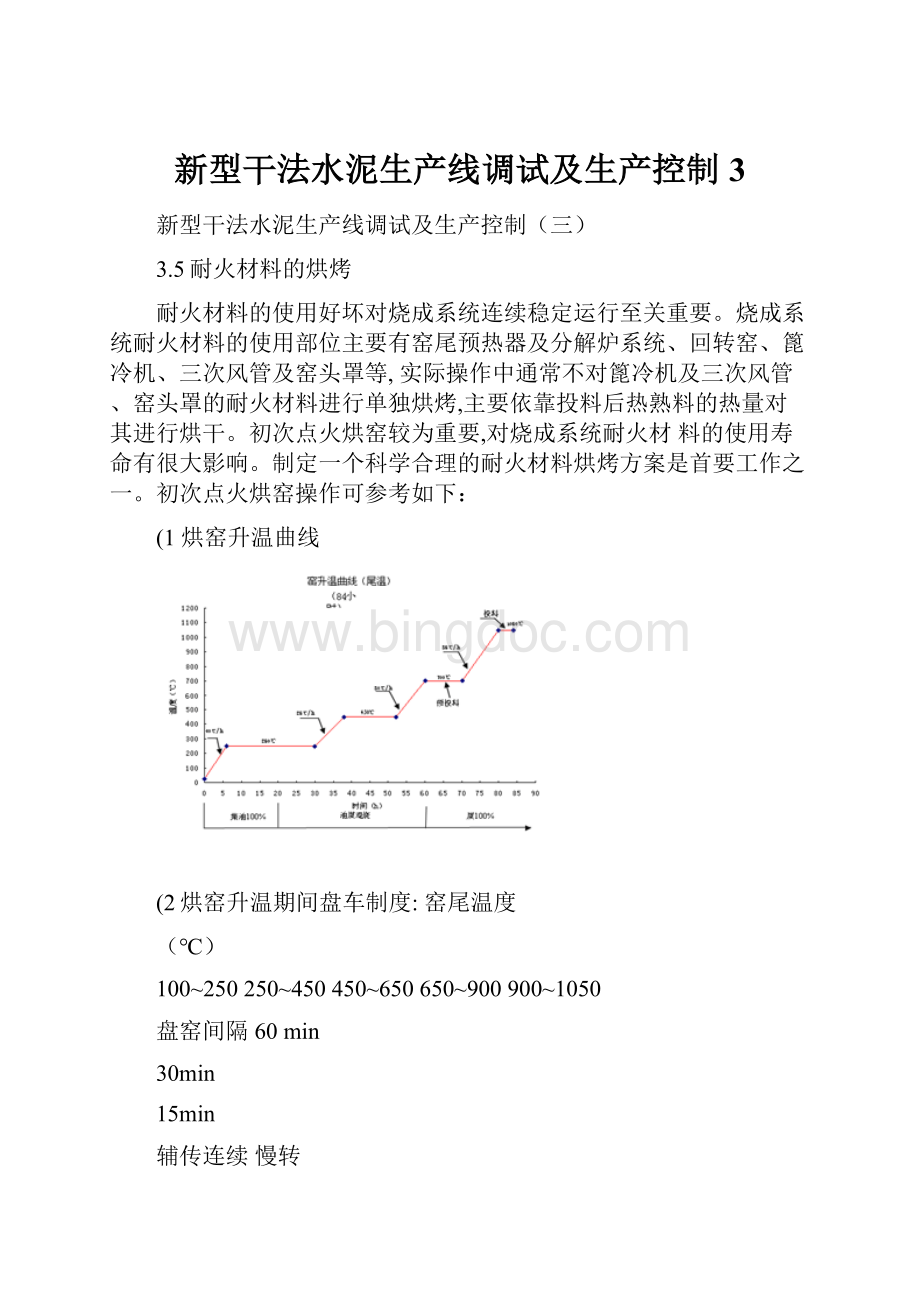
初次点火烘窑操作可参考如下:
(1烘窑升温曲线
(2烘窑升温期间盘车制度:
窑尾温度
(℃)
100~250250~450450~650650~900900~1050
盘窑间隔60min
30min
15min
辅传连续慢转
主传连续
慢转
旋转量
(度)90
90
120
~
~
说明:
①如遇下大暴雨或刮大风时,酌情缩短盘窑间隔或连续盘窑。
②盘窑操作要结合窑尾温度及窑筒体温度,窑筒体温度较高时适当缩短盘窑间隔.
(3)故障停窑或临停窑烘窑、升温操作
故障停窑时间一般较短,参照窑尾温度可以按停窑三小时以内停几小时就升温几小时,但升温过程一定要平稳,切不可抽风过大,特别要注意窑内的温度以及窑内存料煅烧情况,不能单纯看预热器的出口温度,以免升温不足仓促投料造成欠烧跑生等。
开窑时可先启动窑尾风机,高温风机,适当打开风门,控制好窑头的负压。
视窑内温度确定喷油或油煤混烧,随着温度的升高,不断减少油的用量直至完全用煤。
在故障停窑时,降温一定也要控制,一般都要关闭各挡板保温。
时间较长时其降温的速率不要超过100℃/h,以免造成耐火材料的爆裂。
有窑皮停窑后冷窑升温可参照如下升温曲线:
不同窑型的升温时间不同,一般窑越大升温时间就越长,主要的原因有:
1窑径大耐火材料厚度越厚,需要的热量就越多,2窑径大投料量大,蓄热不够,投料易跑生料;
3窑径大,窑前热负荷大,升温过快,轮带与筒体的膨胀不同,很容易包死筒体。
(4热窑停车后冷却操作:
因故中断烘窑后,窑处于热态,为防止窑中心线不发生弯曲,设备及土建基础不出事故,应按规范冷窑:
3.6窑投料方案的制定与实施3.6.1窑初始投料方案
由新型干法水泥生产工艺的特点所决定,窑系统投料原则应当是在尽可能短的时间内使系统达到70%设计负荷之上,以减少过渡期的不稳定给系统带来的影响.实践证明窑投料遵循“三大一快”即大风、大料、大煤、快窑速的原则,可有效地减少预热器系统堵料,防止烧空窑而损伤耐火砖等,效果良好。
当然还要结合挂窑皮等具体工艺要求.3.6.1.1建议投料方案如下(以2500t/d为例:
初始投料量以设计负荷的60%-70%为宜.
投料操作是窑系统从点火到正常操作的关键步骤,是窑系统热工制度稳定的关键,要保证投料操作一次性成功。
3.6.2熟料烧成过程
主要中间矿物及最终矿物生成温度条件(表9):
反应过程及反应生成物
开始产生的大致温度(℃)
最终转化时的温度(℃)
大量形成时的
温度(℃)生料中物理水化学水蒸发,有机物燃烧或分解
<500
~
~
过渡性化合物CA
550
800
最终转化成
C12A7
过渡性化合物C2F,CF
700
1300
最终转化成
C4AF
过渡性化合物C12A78501100最终转化成C3A
熟料矿物C2S800~>1200熟料矿物C3A9001100>1200熟料矿物C4AF900~>1200液相出现1200~>1450熟料矿物C3S
1000
~
>1450
通常水泥生料在出现液相以前,C3S不会大量产生。
到达最低共熔温度(通常煅烧制度下为1250˚C)后开始出现液相
液相量的计算:
1400˚CP=2.95A+2.2F+M+R+其他1450˚CP=3.0A+2.25F+M+R+其他一般情况下,熟料煅烧的液相在20~30%左右,多为24~27%3.6.3窑系统操作与控制
新型干法水泥生产线窑系统在设计负荷下运行操作参数基本相同,主要参数控制范围大致如下(表10):
工艺
部位C1出C2出C3出C4出C5出C5入
分解炉出口分解炉本体
三次
风
温
度
℃
320~330490~530
660~700
780~800850~880
850~890
850~900
880~920900~
1000
负
压
Pa
5000~
5500
/////800~1100/350~450窑喂料废气O2%窑转速
二次风温窑头负压窑尾
负压
窑尾温度入窑表观分解率设计产量
3.0~5.03.0~3.6rpm1000~1200℃30~
70Pa
150~
200Pa
1000~1150℃90~95%窑系统操作过程实际是一个系统物料平衡、热平衡及风量平衡的建立过程。
在确立了系统主要生产操作参数和过程变量的前提下,操作的主要依据是:
稳定整个烧成系统的喂料量、风量和煤量的合理匹配,辅以窑速、篦速等参数的调节,使烧成系统的流场、温度场稳定在一个平衡范围内。
正常满负荷生产时风量的调节主要取决于煤量的大小,调节参考依据是系统废气中O2%及CO%的含量;煤量调节主要参照系统的温度,使系统平衡温度维持在一个合理范围内;喂料量的调节通常只在系统工况大波动时采用,对系统影响最大;窑速的调节较为灵活,主要调控目的是控制物料在窑内的合理停留时间,控制窑内物料填充率在合理范围内(8~13%.此外在窑外分解窑系统操作过程中,还有很重要的一点是控制好窑及分解炉的平衡,使这两个既相对独立又密切相关的热工系统单元能够各施其职合理匹配.在实际操作过程中应当密切关注窑主机电流、窑尾温度、分解炉温度、C5温度、窑头温度、熟料结粒以及系统各压力变化等,准确判断系统平
衡工况的发展变化趋势,通过调节窑速、喂煤量、风量、喂料量、篦
速等消除小波动,避免大波动,维持系统稳定运行。
在生产操作中应当把握的基本原则有:
(1系统温度判断的原则
①窑头观察,火焰亮白,黑火头很短,窑内物料液相过多翻滚不灵,物料被带起的高度超过喷煤管高度,说明温度过高;火焰发红,黑火头变长,窑内物料发散,结粒细小且有飞砂灰尘扬起,说明温度偏低。
(对烧成温度反映权值为30%)
②观察窑主电机电流(或功率),逐渐变大说明烧成带内物料温度逐渐向高温方向发展;窑主电机电流(或功率)逐渐变小说明温度向低温方向发展;此外还应当排除机械问题及喂料量变化带来影响。
(对烧成温度反映权值为50%以上)
③系统废气中NOx含量越高则表明温度越高,越低则表明温度越低。
(对烧成温度反映权值为20%)
④系统温度判断还应当综合考虑分解炉温度、入窑物料温度、窑尾温度的变化趋势。
(2提高系统温度的方法
①通过窑速及篦冷机的调节,提高二次风温。
②在维持喷煤管较高的动能的前提下少用一次风多用高温二次风。
③保持窑内氧含量适中(窑尾1-2%),C1出口2.5-3.5%。
④降低煤粉细度和水份
⑤调节好窑头“0”压点位置适中。
①对于已定的系统,预热器管道、旋风筒、窑尾等风速取决于系统风量和喂料量。
对应于系统各部位的最佳风速有一个相应的最佳喂料量.
②在系统初投料阶段应当逐步增加产量,但应当尽可能避免低负荷阶段,在很好地掌握风、煤、料、窑速之间的关系匹配,使系统达到合理的平衡,通常在50分钟之内即可达到设计负荷。
③低负荷运行是不稳定的,由于旋风筒收尘效率不足物料易在系统内循环富集并在适当条件下塌落;物料分散情况不好,热交换不好造成废气温度偏高;预热器系统由于吸热体的减少,平衡温度易于向高温方向发展,从而造成堵料的机率增加。
④系统工况出现波动时,喂料量的调节是作为最后的手段。
(4系统风量调节的原则
①调节的目的是在窑炉燃料用量及喂料量正常合理的情况下,给燃烧提供适当的空气。
②系统总风量控制依据是C1出口废气氧含量2.0~3.5%。
窑炉风量平衡的调控依据是窑内氧含量适中。
③在低负荷过渡期运行时首先应当保证预热器最低限的工作风量,适当放宽过剩空气量,更多关注风料匹配。
满负荷时应以保证煤粉燃烧的需要为依据。
④风量调节主要通过调节尾排风机、高温风机、三次风闸门、一次风量、篦冷机风机、窑头排风机等来实现。
①喂煤量的调节依据是温度的变化:
窑头煤量调节原则上以窑尾温度及窑主电机电流变化为依据;分解炉喂煤量调节以分解炉温度及C5温度的变化为依据。
②当系统中存在CO时不应当考虑增加喂煤量。
(6窑速调节的原则
①窑速调节的原则是维持窑内物料的填充率在合理的范围内(8-13%)。
②窑主机电流下降、窑内平衡温度向低温方向发展时不能提窑速。
③窑投料时应当在轻载时提窑速。
正常生产时在可能的情况下尽可能保持高窑速,实现“薄料快烧”。
(7窑炉的平衡原则
①分解炉燃料用量比例过高或过低都是不利的。
窑炉煤量分配比例在40%:
60%左右,视具体工况适当调节
②窑炉风量的调节与煤量调节同步。
通过三次风闸门(或窑尾缩口闸阀)的调节来实现。
③窑炉燃烧特性有区别:
分解炉的温度取决于燃料燃烧过程的放热速率与生料分解过程的吸热速率。
当燃料燃烧放热速率慢,生料分解在接近平衡的条件下进行,分解炉的温度于860~920℃范围,燃料燃烧放出的热量就会迅速传递给生料,并被分解反应吸收。
但是,当燃料燃烧速率大于生料分解过程的吸热速率,燃料燃烧的热量大于生料分解所需的吸热量,此时分解炉的温度就会超过平衡温度范围。
煤的燃烧大致有两种动力学机制:
一是以化学反应控制的机制;二是氧气向煤粒表面扩散控制的机制。
通常煤燃烧在低温下受化学反应控制,在高温下受扩散控制,在大约1000℃左右时发生转变。
为了使煤能充分燃烧,不同的动力学控制机制有不同的方法。
对化学反应控制的燃烧,应以提高燃烧温度为主;对扩散控制的燃烧,则应以增加湍流度和气流的扰动以及减小颗粒尺寸为主。
在实际的操作过程中,增加煤粉细度,提高炉内流动湍流度,以及提高煤粉的分散度被证明是促进煤燃烧的有效手段。
由于分解炉温度远低于回转窑内燃料燃烧温度,故煤在分解炉内的燃烧时间受煤种类的影响比回转窑内的影响大得多。
如广东云浮水泥厂FCB分解炉容积偏小,结构上亦存在一些问题,当使用低挥发分、高灰分的低热值煤时,还原气氛十分严重,迅速导致结皮堵塞;而采用高挥发分、低灰分的高热值煤时情况则有所改善。
煤粉细度对于回转窑内的燃烧是相当敏感的,因为其是受扩散控制,即受边界层扩散时输送速率的控制;而煤粉细度对分解炉内燃烧的影响就没有在回转窑内那样敏感了。
④分解炉温度的合理控制
带预热器的回转窑长径比在16/1~14/l之间,入窑生料的碳酸盐分解率约30%~40%,回转窑内有一半长是碳酸盐分解带,过渡带不长,物料由900℃升至1250℃的时间约5~6min,所生成的中间相贝利特和游离石灰还没有太多的时间进行再结晶,由于碳酸盐分解所产生的表面活性和晶格缺陷也得以保存,这些都有利于形成均匀
的结粒和加速阿利特的形成。
若生料入窑分解率提得过高,与窑的长径比不适应,回转窑内的碳酸盐分解带缩短了,而烧成带受火焰形状限制不可能随意拉长,结果是扩大了过渡带,物料在900~1250℃的温度段内停留时间过长,在这个温度下物料的扩散速度很快,又不可能形成阿利特相,势必造成贝利特和游离石灰的再结晶,形成粗大的结构,降低了表面活性和晶格缺陷活性,阻碍了阿利特的形成。
熟料中的液相也由于可浸润的表面减少了难以将物料粘结成粒,严重时造成熟料过烧又有大量粉料,即飞砂料。
这种再结晶的贝利特和游离石灰很难烧成,需要较高的煅烧温度和停留时间,形成的熟料岩相结构粗糙,晶格尺寸较大,或有晶边,少量大孔。
这种熟料易磨性不好。
所以对已建成的带预热器的干法窑,应根据窑的长径比,生料的易烧性控制适当的入窑生料分解率,适当提高烧成带温度和烧成带长度,加快物料在过渡带的升温速度,以减少飞砂料。
 升级会员
升级会员 