6第六章加工参数设定.docx
《6第六章加工参数设定.docx》由会员分享,可在线阅读,更多相关《6第六章加工参数设定.docx(10页珍藏版)》请在冰点文库上搜索。
6第六章加工参数设定
第六章加工参数设定
6-1钻孔
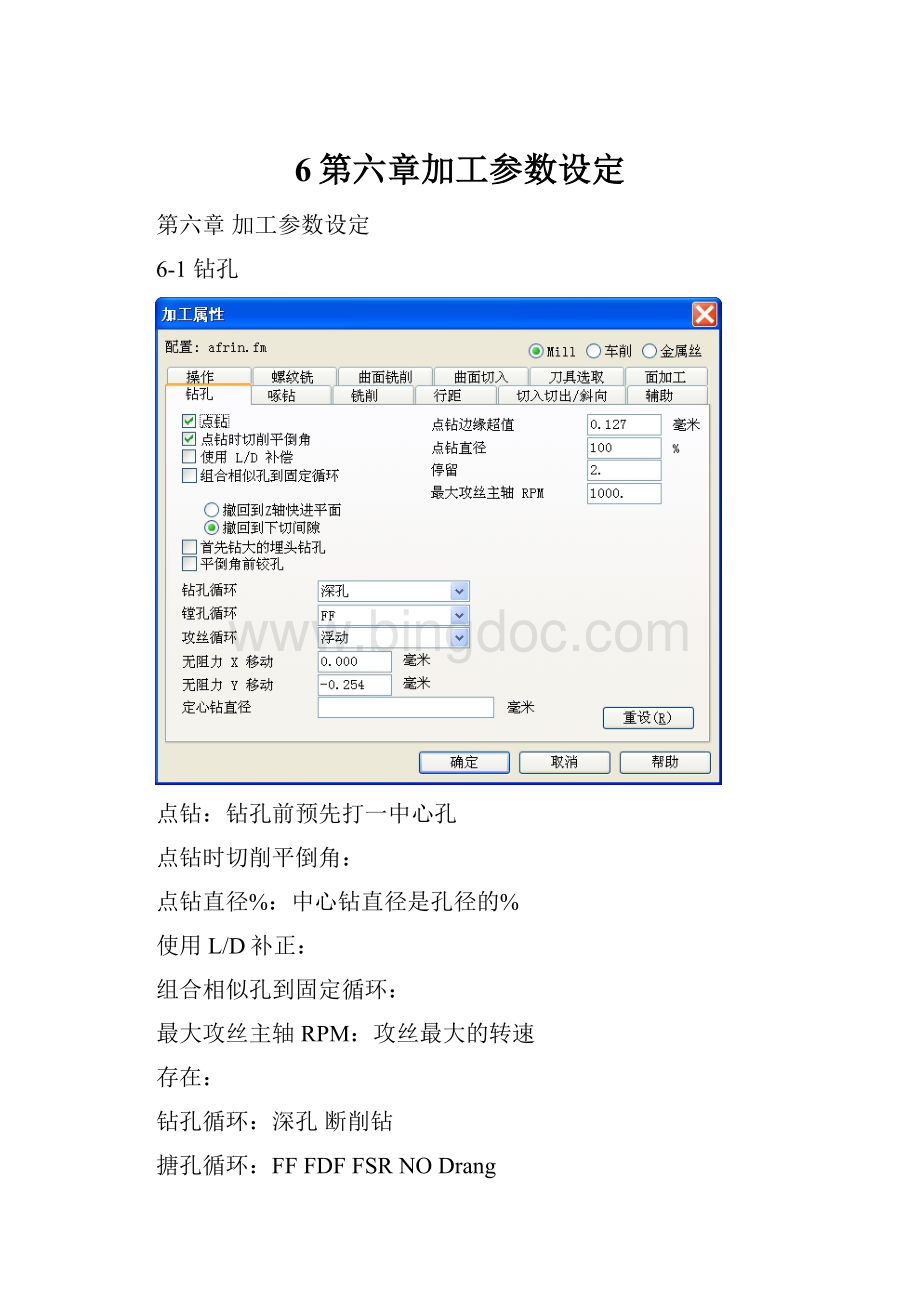
点钻:
钻孔前预先打一中心孔
点钻时切削平倒角:
点钻直径%:
中心钻直径是孔径的%
使用L/D补正:
组合相似孔到固定循环:
最大攻丝主轴RPM:
攻丝最大的转速
存在:
钻孔循环:
深孔断削钻
搪孔循环:
FFFDFFSRNODrang
攻牙循环:
浮动刚性深孔断削钻
NodragXshift:
NodragYshift:
定性钻直径:
预先钻孔的孔径
6-2啄式钻孔
第一次啄钻:
第一次啄钻直径是孔径的百分比
第二次啄钻:
第二次啄钻直径是孔径的百分比
最小啄钻:
最小啄钻直径是孔径的百分比
6-3铣削
使用精加工刀具:
与精加工使用相同刀具
刀具补偿:
刀半径补正
零件轮廓编程:
路径沿线段跑
最小退刀:
以最少提刀产生路径
独立加工层:
深度优先:
侧面粗加工由底往上:
路径由下往上切削
侧面精加工由底往上:
路径由下往上切削
摆线切削:
以螺旋进刀方式切削
最大刀具直径:
最大刀间距的加工刀具%
最大步距离:
最大切削速率最大值
6-4行距
使用初加工路径:
使用粗加工
深度:
定义切削深度
螺旋:
螺旋路径刀间距
往复式:
平行路径刀间距
半精加工(二次粗铣):
使用
余量:
二次粗加工预留量
底部余量:
二次粗加工底部预留量
往复式:
路径之角度
精加工路径:
使用精加工
粗加工余量:
粗加工预留量
路径数:
切几次
重叠:
进刀与退刀之间的距离
壁路径:
使用
螺旋:
往复式:
底部余量:
6-5切入切出/斜向
切入切出距离%:
进退刀距离以刀直径%
切入角度:
进刀角度
切出角度:
退刀角度
斜向进刀类型:
S-形方向圆弧直线
斜向直径%:
斜向距离以刀直径%
最小斜向距离:
最小斜向下刀距离
最大斜向角度:
最大斜向下刀角度
螺旋斜向:
顺铣、逆铣
线性仿真:
圆弧切入切出:
圆弧进退刀
6-6辅助
Z快进平面:
刀具与工件之间的安全距离
下切间隙:
刀具最小移动距离,刀具欲开始加工(G01)的高度
攻丝下切间隙:
Z轴斜向间隙:
样条曲线公差:
冷却剂样式:
液体雾状冷却剂3.4
Zindexclearnce:
包裹公差:
平倒角深度:
倒斜角深度
转速:
转速%
进给:
进给率%
均衡下切速度:
等比例缓降进给%
6-7操作
自动选项:
调整路径排序标准
刀具路径仿真不需要提问:
不要求刀具路径仿真过程中有警告
Basepriority:
快进横过:
快速移动转速
变更刀具:
换刀时间
到开始:
开始时间
X-Y加速度:
Z-加速度:
6-8螺纹铣
线性斜向距离:
斜向下刀的距离
斜向直径:
斜向下刀的直径
斜向角度偏置:
螺旋斜向:
定义螺旋斜向下刀
开始角度:
进刀角度
轮齿重叠:
轮齿外部:
6-9刀具选取
点钻
推荐点钻:
预先中心钻
推荐中心钻:
预先中心钻
优化中心钻刀具选取:
最佳化中心钻刀具选择
优化平倒角刀具选取:
最佳化倒斜角刀具选择
刀具直径公差:
刀具直径公差
Drill%of:
Thread%fortapdrill:
TapType:
刀具%圆弧半径:
6-10面加工
运行初加工路径:
使用粗加工
运行精加工路径:
使用精加工
精加工余量:
精加工余量
平面加工距%:
刀间距是刀具的%
横向过切:
横向的路径宽度与加工刀具的百分比
纵向过切:
纵向的路径宽度与加工刀具的百分比
 升级会员
升级会员 