活塞机加工工艺过程卡.doc
《活塞机加工工艺过程卡.doc》由会员分享,可在线阅读,更多相关《活塞机加工工艺过程卡.doc(1页珍藏版)》请在冰点文库上搜索。
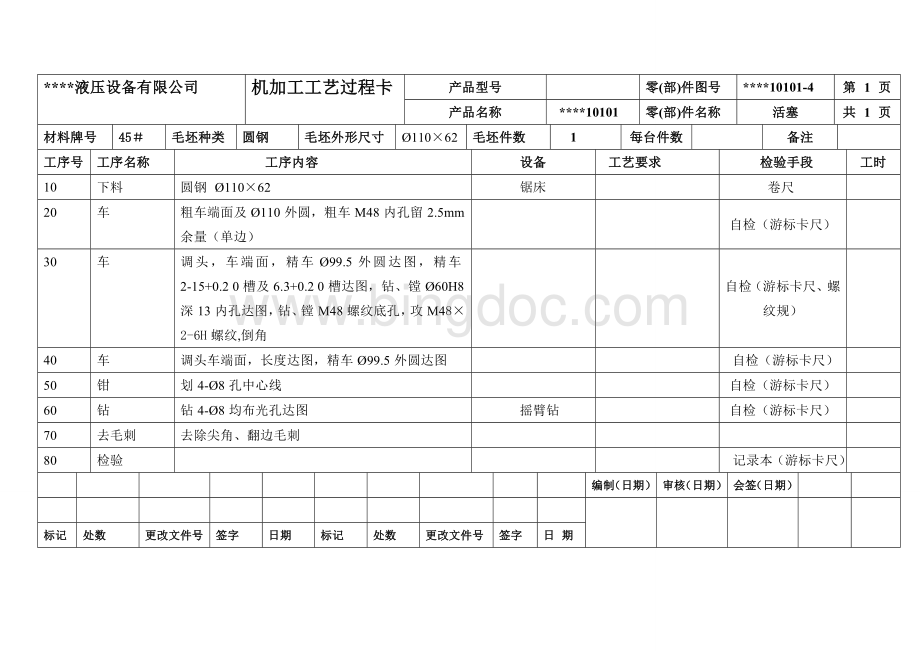
****液压设备有限公司
机加工工艺过程卡
产品型号
零(部)件图号
****10101-4
第1页
产品名称
****10101
零(部)件名称
活塞
共1页
材料牌号
45#
毛坯种类
圆钢
毛坯外形尺寸
Ø110×62
毛坯件数
1
每台件数
备注
工序号
工序名称
工序内容
设备
工艺要求
检验手段
工时
10
下料
圆钢Ø110×62
锯床
卷尺
20
车
粗车端面及Ø110外圆,粗车M48内孔留2.5mm余量(单边)
自检(游标卡尺)
30
车
调头,车端面,精车Ø99.5外圆达图,精车2-15+0.20槽及6.3+0.20槽达图,钻、镗Ø60H8深13内孔达图,钻、镗M48螺纹底孔,攻M48×2-6H螺纹,倒角
自检(游标卡尺、螺纹规)
40
车
调头车端面,长度达图,精车Ø99.5外圆达图
自检(游标卡尺)
50
钳
划4-Ø8孔中心线
自检(游标卡尺)
60
钻
钻4-Ø8均布光孔达图
摇臂钻
自检(游标卡尺)
70
去毛刺
去除尖角、翻边毛刺
80
检验
记录本(游标卡尺)
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
 升级会员
升级会员 