压力容器图纸审核的要求doc.docx
《压力容器图纸审核的要求doc.docx》由会员分享,可在线阅读,更多相关《压力容器图纸审核的要求doc.docx(21页珍藏版)》请在冰点文库上搜索。
压力容器图纸审核的要求doc
压力容器图纸审核的要求
1.设备名称:
1.1核查设备名称和图纸所叙的设备是否一致。
1.2从名称可以知道产品是起什么作用的,同时确定产品的作用(换热、储存、反应、分离)。
2.图号:
核查设备总图和零部件图纸是否一致。
3生产批号:
是否正确和重复。
4设计单位资格:
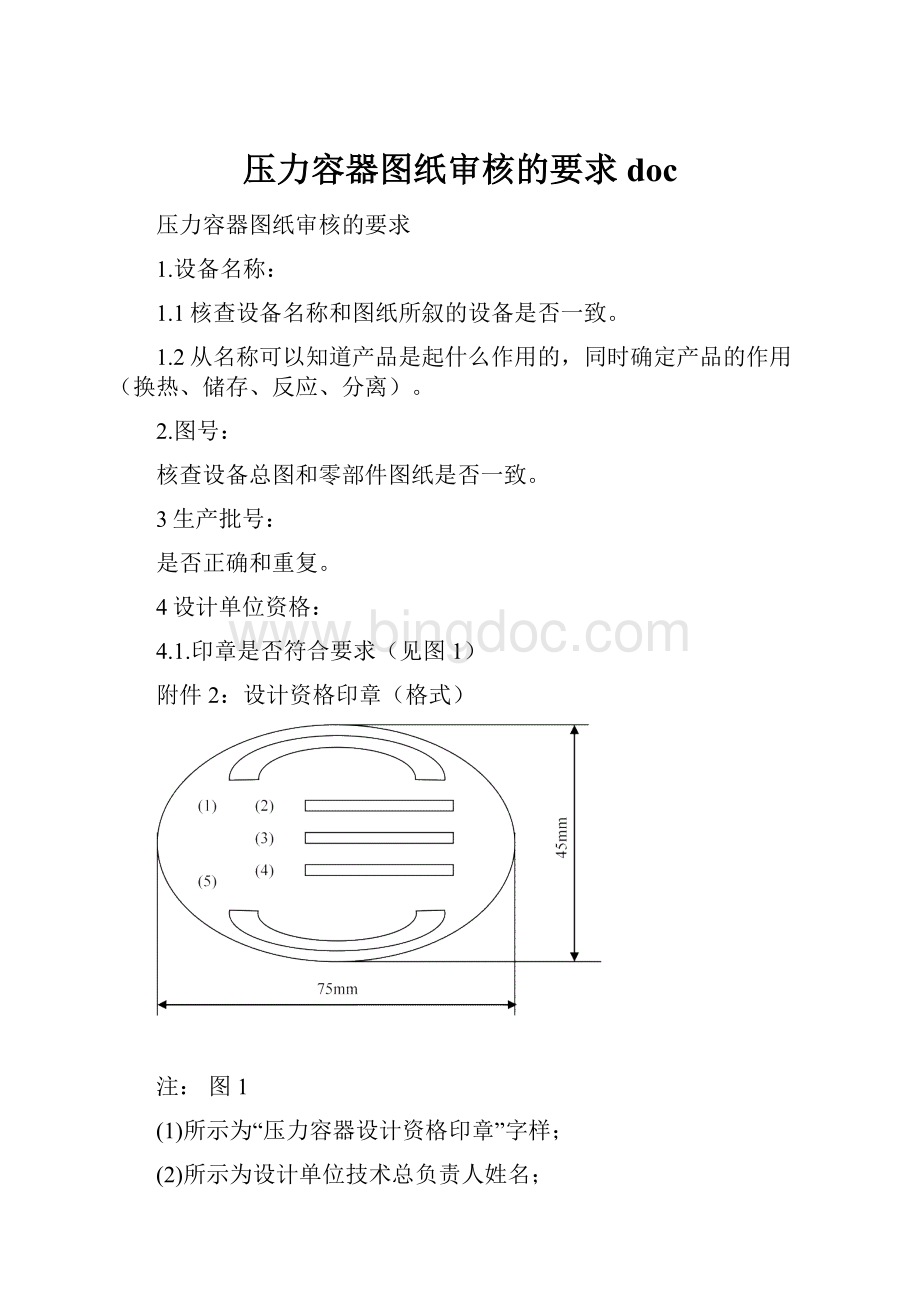
4.1.印章是否符合要求(见图1)
附件2:
设计资格印章(格式)
注:
图1
(1)所示为“压力容器设计资格印章”字样;
(2)所示为设计单位技术总负责人姓名;
(3)所示为设计单位设计许可证编号;
(4)所示为设计单位设计许可证发证日期;
(5)所示为设计单位全称。
4.2.有效期.
4.3.印章的真实性.
4.4加盖竣工图章的图纸不得用于制造压力容器。
(容规第29条)
5.图纸完整齐全:
核查设备图纸和总图图号要求是否一致.
6.图纸的设计和制造标准:
6.1.正确性
6.2.完整性
附下列标准供参考:
GB150-1998《钢制压力容器》
GB151-1999《管壳式换热器》
压力容器安全技术监察规程(99版)
JB/T4709-2000 《钢制压力容器焊接规程》
HG20582-1999《钢制化工容器强度计算规定》
JB/T4710-2005《钢制塔式容器》
JB/T4731-2005《钢制卧式容器》
7.介质特性:
7.1毒性程度;可决定类别、材料的限制、结构的要求、检测手段的要求、压力试验的要求等.
例如:
决定类别(容规第6条要求)
a)低压容器,介质为极度和高度危害,p*v≥0.2Mpa.m3为三类,至少为二类。
b)中压储存容器中度危害介质p*v≥10Mpa.m3为三类.
c)中压反应容器中度危害介质p*v≥0.5Mpa.m3为三类.
d)低压储存容器和反应容器介质为中度危害,为二类。
材料的限制
a)压力容器用铸铁不得用于盛装介质为极度、高度危害和中度危害.
b)Q235-B钢板不得用于盛装介质为极度、高度危害.
c)使用介质为极度和高度危害的锻件应符合Ⅲ级或Ⅳ级要求.(HG20581第5.4.3.4条)
结构的要求
钢制压力容器接管和壳体的接头以及夹套压力容器的接头应采用全焊透型式.(容规第54条要求)
检测手段的要求
a)用于压力容器壳体用的碳素钢和低合金钢钢板用于盛装介质为极度、高度危害的,钢板要逐张超声波探伤.(容规第14条要求)
b)压力容器A、B类接头用于盛装介质为极度、高度危害的,钢板要100%射线或超声波探伤.(GB150第10.8.2.1条要求)
c)压力容器C、D类接头用于盛装介质为极度、高度危害的,要对表面进行磁粉和渗透探伤.(GB150第10.8.3.条要求)
d)压力容器壳体用于盛装介质为极度、高度危害的,要整体热处理。
(GB150第10.4.1.3条要求)
e)压力容器用于盛装介质为极度、高度危害的,要进行气密性试验.(容规第58条要求)
7.2介质为易燃易爆的
决定类别(容规第6条要求)
a)中压储存容器易燃介质p*v≥10Mpa.m3为三类
b)中压反应容器易燃介质p*v≥0.5Mpa.m3为三类.
c).低压储存容器和反应容器介质为易燃的,为二类。
结构的要求
钢制压力容器接管和壳体的接头以及夹套压力容器的接头应采用全焊透型式.(容规第54条要求)
压力试验的要求
压力容器用于盛装介质为易燃易爆的,一般要进行气密性试验.(HG20584第9.3条)
7.3腐蚀性
a)有应力腐蚀的要整体热处理。
例如:
NaOH溶液腐蚀环境、湿H2S腐蚀环境、氢腐蚀环境、液氨应力腐蚀环境(HG20581第6.7条)
b)其它腐蚀性。
例如:
晶间腐蚀(例如工业醋酸、甲酸、铬酸、乳酸、硝酸、草酸、磷酸、盐酸、硫酸、亚硫酸、氨基甲酸铵等)、间隙腐蚀(某些高温酸性氯化物、溴化物或碘化物溶液)、孔腐蚀(硝酸5%+盐酸5%+氢氟酸5%+85%水)等.
8.容器类别划分
正确性(按容规第6条要求)
9.设备是否满足合同要求
按照合同条款的要求对照。
10.设备是否满足使用要求
10.1设备满足工艺的要求
例如:
换热面积、容积、充装量、各类挡板、除沫器、分布器等内件。
10.2设备管口的要求
例如:
进出管、放空管、排气管、排污管、疏水管、安全附件管口等。
10.3基础的要求
10.4运输的要求
11.标准化审查
11.1标准的时限
11.2标准选用的正确性
11.3标准选用的特殊要求:
例如:
法兰及平盖的加厚,高颈法兰加高,支座的加高等。
12.设计压力的审查
12.1设计压力的选取
表1(HG20580)
类型
设计压力
内
压
容
器
无安全泄放装置
取1.10倍的Pt
装有安全阀
≥安全阀的开启压力。
Pk=1.05~1.10倍的Pt
装有爆破片
取爆破片设计爆破压力加制造范围上限.
出口管线上装有安全阀
≥安全阀的开启压力加上物体从容器流到安全阀处的压力降。
容器位于泵的进口恻,无安全泄放装置
取1.10倍的Pt,且以0.1MPa外压进行校核.
容器位于泵的出口恻,无安全泄放装置
取下面三者的大值:
1.泵的正常入口压力加1.2倍的正常工作扬程.
2.泵的最大入口压力加泵的正常工作扬程.
3.泵的正常入口压力加关闭扬程.
容器位于压缩机的进口恻,无安全泄放装置
取1.10倍的Pt,且以0.1MPa外压进行校核.
容器位于压缩机的出口恻,无安全泄放装置
取压缩机的出口压力
表2(容规)
介质
设计压力MPa
腐蚀裕量mm
单位容积充装量(t/m3)
液氨
2.16
2
0.52
液氯
1.62
4
1.20
液态二氧化硫
0.98
4
1.20
丙烯
2.16
1
0.43
丙烷
1.77
1
0.42
液化石油气
50℃饱和蒸汽压大于1.62MPa
2.16
1
0.42
其余
1.77
1
0.42
正丁烷
0.79
1
0.51
异丁烷
0.79
1
0.51
丁烯、异丁烯、
0.79
1
0.50
丁二烯
0.79
1
0.55
12.2注意液柱静压力的作用,液柱静压力小于5%的设计压力时,可以不计入计算压力。
13.设计温度的选取
13.1一般要求
当T<-20℃时,取介质最低温度或取介质最低温度减0-10℃:
-20℃≤T≤15℃时,取介质最低温度或取介质最低温度减5-10℃;T>15℃时,取介质最高温度或取介质最高温度加15-30℃
13.2在室外的容器还应考虑环境温度的影响。
13.3
14.腐蚀裕度(HG20580)
14.1查腐蚀手册,要满足设备使用寿命的要求,一般要求如下:
塔和反应器不少于15年;其他不少于8年。
表3
腐蚀速率(mm/年)
<0.05
0.05~0.13
0.13~0.25
>0.25
腐蚀裕量mm
0
≥1
≥2
≥3
14.2见表2要求。
14.3介质为压缩空气、水蒸汽和水的碳钢和低合金钢制的容器,一般不小于1mm..
14.4地脚螺栓一般取3mm..
14.5裙座筒体一般不小于2mm.
14.6换热管和法兰的密封表面不考虑腐蚀裕量.
14.7大于6mm的要考虑保护措施和更换材料。
15.焊接接头系数
15.1一般是指筒体的纵缝而言,按容规和GB150的要求考虑。
15.2壳体是无缝钢管的φ=1.其B类接头的探伤要求要注明,否则按φ=1的要求进行。
16.其它参数的审查
例如:
压力试验、气密性试验、管程数、换热面积、封头的最小厚度、重量等的正确。
17.设备工艺结构审查
17.1便于制造。
17.2结构合理性。
HG20583、GB150、GB151等有详尽的要求。
17.3开孔及补强板的合理性。
17.4检查口和人孔设置的合理性。
17.5液位计和视镜设置的合理性。
17.6支座的合理性。
17.8内件(缓冲板、防涡流挡板、气体出口挡板、内部梯子)、吊耳和接地板的布置的合理性。
17.9保温的设置。
17.10接管的长度及布置。
17.11其他结构的合理性。
18.坡口选择的审查
18.1压力容器的各类焊接接头要求全焊透,这是一条基本原则。
18.2施焊的方便性。
18.3是否符合标准的要求。
有国标、部标。
19.设备生产能力的审查
从下料、冷加工、热加工、机加工、焊接、检验、试验等设备是否保证该产品的制造完工来考虑,需外协的应说明。
20.焊接结构的审查
20.1焊接结构和焊缝布置的合理性。
21.受压元件材料选择
21.1常用钢板材料标准及范围:
GB912-89碳素结构钢和低合金结构钢热轧薄钢板及钢带δ2~4
GB3274-88碳素结构钢和低合金结构钢热轧薄钢板及钢带δ4-200
GB3280-92不锈钢冷轧钢板δ0.2-5
GB4237-92不锈钢热轧钢板δ0.35-200
GB4238-92耐热钢板δ0.35-200
GB6654-1996压力容器用钢板δ6-120
GB3531-1996低温压力容器用低合金钢钢板δ6-100
GB8165-1997不锈钢复合钢板基层厚度≥6mm爆炸法,爆炸轧制法,轧制法,
JB4733-1996压力容器用爆炸不锈钢复合钢板基层厚度≥6mm爆炸法+焊接
21.2常用钢管材料标准:
GB5310-1995高压锅炉用无缝钢管20G等12个品种都带G
GB6479-2000化肥设备用高压无缝钢管10;20;16Mn;10MoVNb;12CrMo;15CrMo;1Cr5Mo;12Cr2Mo;12SiMoVNb;δ≤40
GB8163-1999输送流体用无缝钢管10;20;δ≤10
GB9948-88石油裂化用无缝钢管10;20;12CrMo;15CrMoδ≤16
GB13296-91锅炉、热交换器用不锈钢无缝钢管
GB/T14976-2000流体输送用不锈钢无缝钢管有普通和较高级
21.3常用锻件材料标准
JB4726-2000压力容器用碳素钢和低合金钢锻件
JB4727-2000低温压力容器用碳素钢和低合金钢锻件
JB4728-2000压力容器用不锈钢锻件
21.4受压元件材料选择原则:
a)设计压力、使用温度和介质
Q235-BP≤1.6MPaT=0~350℃用于壳体时≤20mm,不得用于为极度、高度危害的介质
Q235-CP≤2.5MPaT=0~400℃用于壳体时≤30mm
b)从材料的焊接性、冷热加工性、热处理和容器的结构来考虑。
c)经济性:
1)当钢板厚度小于8mm时,尽量采用碳钢。
2)在刚度或结构设计为主的场合,应尽量采用碳钢。
在强度设计为主的场合,应根据压力、
温度和介质等限制,依次选择Q253-B、20R(g)、16MnR.
3)不锈钢厚度大于12mm时,尽量采用衬里,复合,堆焊。
4)不锈钢尽量不作为温度小于500℃的耐热用钢。
5)温度小于500℃的耐热用钢,尽量不用珠光体耐热用钢。
6)接管采用无缝钢管。
7)当接管采用有缝管时,应核查使用条件。
8)当法兰采用锻件时,应核查使用的锻件级别。
22.焊材选择
22.1焊条电弧焊(常用材料)
注:
表中有两行数字的上一行为异种钢时的焊条,下一行为焊接复合钢板时过渡层的焊条.盖面时的焊条为同种材料焊接时的焊条.
Q235
20R
16MnR
15MnVR
18MnMoNbR
15CrMoR
0Cr18Ni9
(304)
00Cr19Ni10
(304L)
0Cr17Ni12Mo2
(316)
00Cr17Ni14Mo2
(316L)
Q235;20R
J427
J427
J427
J427
J427
16MnR
J427
J507
J507
J507
J507
15MnVR
J427
J507
J557
J557
J557
18MnMoNbR
J427
J507
J557
J707
J707
15CrMoR
J427
J507
J557
J707
R302
0Cr18Ni9
(304)
A302
A302
A302
A302
A302
A302
A302
A302
A302
A302
A102
A002
A102
A102
00Cr19Ni10
(304L)
A302
A062
A302
A062
A302
A062
A302
A062
A302
A062
A102
A002
A102
A002
0Cr17Ni12Mo2
(316)
A302
A312
A302
A312
A302
A312
A302
A312
A302
A312
A102
A102
A202
A202
00Cr17Ni14Mo2
(316L)
A302
A042
A302
A042
A302
A042
A302
A042
A302
A042
A102
A002
A202
A022
22.2埋弧自动焊(常用材料)
Q235
20R
16MnR
15MnVR
15CrMoR
0Cr18Ni9
(304)
00Cr19Ni10
(304L)
0Cr17Ni12Mo2
(316)
00Cr17Ni14Mo2
(316L)
Q235;20R
H08A
HJ431
H08A
HJ431
H08A
HJ431
H08A
HJ431
16MnR
H08A
HJ431
H08MA
H10M2
H08M2Si
HJ431
H08MA
H10M2
H08M2Si
HJ431
H08MA
H10M2
H08M2Si
HJ431
15MnVR
H08A
HJ431
H08MA
H10M2
H08M2Si
HJ431
H08MnMoA
HJ350
08MnMoA
HJ350
15CrMoR
H08A
HJ431
H08MA
H10M2
H08M2Si
HJ431
H08MnMoA
HJ350
H13CrMoA
HJ350
0Cr18Ni9
(304)
H0Cr21Ni0
HJ260
H0Cr21Ni0
HJ260
H0Cr21Ni0
HJ260
H0Cr21Ni0
HJ260
H0Cr21Ni0
HJ260
H0Cr21Ni0
HJ260
H0Cr21Ni0
HJ260
H0Cr21Ni0
HJ260
00Cr19Ni10
(304L)
H0Cr21Ni0
HJ260
H0Cr21Ni0
HJ260
H0Cr21Ni0
HJ260
H0Cr21Ni0
HJ260
H00Cr21Ni10
HJ151
H00Cr21Ni0
HJ151
H0Cr21Ni0
HJ260
H00Cr21Ni0
HJ151
0Cr17Ni12Mo2
(316)
H0Cr21Ni0
HJ260
H0Cr21Ni0
HJ260
H0Cr21Ni0
HJ260
H0Cr21Ni0
HJ260
H0Cr21Ni0
HJ260
H0Cr21Ni0
HJ260
H0Cr19Ni2Mo2
HJ260
H0Cr19Ni2Mo2
HJ260
00Cr17Ni14Mo2
(316L)
H0Cr21Ni0
HJ260
H0Cr21Ni0
HJ260
H0Cr21Ni0
HJ260
H0Cr21Ni0
HJ260
H0Cr21Ni0
HJ260
H00Cr21Ni0
HJ151
H0Cr19Ni2Mo2
HJ260
H00Cr19Ni2Mo2
HJ151
23.焊接方法选择
23.1可根据本单位的实际情况和经验及焊接工艺评定来修改。
23.2B类接头采用双面焊或氩弧焊打底焊条电弧焊盖面的工艺。
24.焊接工艺评定范围
审查本单位的焊接工艺评定是否满足本产品所需要的焊接工艺。
特别注意型式试验件的应用范围。
25.密封面选择(HG20583)
25.1一般介质P≤2.5MPa突面P≥2.5MPa凸凹面
25.2当介质为易燃易爆的,有毒的采用凸凹面或隼槽面.
25.3酸、碱介质P≤1.6MPa突面P≥2.5MPa凸凹面
25.4介质为极度、高度危害的隼槽面
25.5密封面的表面粗糙度如下表:
垫片类别
金属垫
半金属垫
石棉
橡胶板
聚四氟乙烯
橡胶板
柔性石墨
垫片名称
环型
锯齿型
金属包
缠绕
板垫片
包垫片
密封面的表面粗糙度
0.8
1.6
1.6
3.2
12.5
12.5
12.5
12.5
12.5
25.6采用凸凹面或隼槽面法兰时,一般是凹面或槽面向上或向侧面布置。
26.密封垫片选择(HG20583)
26.1低压及中温宜用非金属垫片.
26.2高温(≥350℃)、高压(≥6.4MPa)宜用金属垫片.
26.3温度、压力有波动时采用缠绕垫片。
26.4介质为环氧乙烷时,不得采用石棉垫片。
26.5真空下操作时,不允许用石棉垫片。
一般使用橡胶或缠绕垫片。
26.6介质不允许纤维混入时,如航空汽油、航空煤油等,不允许用石棉垫片,以膨胀石墨或聚四氟乙烯作填料的缠绕垫片。
26.7有H2S应力腐蚀的,其垫片的表面金属要含Ti。
26.8金属包垫片用于T≤450℃和压力≤6.4MPa的场合,非金属包垫片用于T≤150℃和压力≤4.0MPa的场合。
27.标准法兰及紧固件选择(HG20583)
27.1标准法兰的选择
27.1.1其压力等级按最高工作压力、温度和材料查标准法兰中的最大允许工作压力可得。
27.1.2真空容器的法兰等级不小于0.6MPa,真空度为600~760mmHg宜用1.0MPa。
27.1.3对介质为易燃易爆的、中度危害的法兰等级不小于1.0MPa,介质为极度、高度危害的法兰等级不小于1.6MPa。
27.1.4对介质为极度、高度危害的及三类容器的法兰采用长颈对焊法兰。
27.1.5高温(≥350℃)、高压(≥6.4MPa)宜用长颈对焊法兰。
27.1.6一般介质T≤350℃和压力≤1.6MPa的场合可用板式法兰。
27.2紧固件选择
27.2.1容器法兰采用等长双头螺柱,其材料的选取按容器法兰标准中的要求。
27.2.2用于不锈钢容器法兰连接的紧固件在T≤100℃时,可用碳钢材料,100℃<T≤300℃时,材料可通过验算确定;大于300℃时,采用同线涨系数的材料。
27.2.3管法兰所使用的紧固件要求如下:
a)商品级螺栓紧固件使用在PN≤1.6MPa、非剧烈循环的场合、配用非金属垫片、介质为易燃易爆的、极度、高度危害的场合。
b)商品级螺柱紧固件使用在PN≤4.0MPa、非剧烈循环的场合、配用非金属软垫片的场合。
c)使用缠绕垫片、金属包复垫片、齿型组合垫片、金属环垫片时,应使用35MoMnA或25Cr2MoVA的紧固件。
d)用于不锈钢法兰连接的紧固件在T≤230℃时,可用碳钢材料,大于230℃时,采用同线涨系数的材料。
e)高温剧烈循环的场合使用全螺纹螺柱。
f)性能等级为A2-70的不锈钢紧固件其使用温度应不超过100℃。
28.管口方位
28.1检查管口方位是本图还是另外有图。
28.2检查管口布置有无错误。
29.技术要求
29.1塔器总图要求
29.2储罐类总图要求
29.3搅拌容器类
29.4换热器类:
229.5设计总图上按《容规》第30条规定审查上表填写的内容。
29.6对材料的要求在总图的明细栏中加以说明,在代号栏中注明材料的标准号,在备注栏中注明材料的要求。
(有的可在零件图中注明)
29.7对零部件的要求可按照化工情报站出版的《化工设备技术条件》进行比对。
30检验要求、热处理和无损检测要求.
30.1制造壳体的材料要逐张进行超声波探伤的按《容规》14条和GB150第4.2.9条规定审查。
30.2碳素钢和低合金钢板要在正火状态使用的按GB150第4.2.5条规定审查。
30.3碳素钢和低合金钢板要逐张进行冲击试验的按GB150第4.2.6条和第4.2.7条规定审查。
30.4高合金钢板和复和板的定货和验收按GB150第4.2.10条、GB150第4.2.11条和第4.2.12条规定审查。
30.5主要受压元件的材料复检要求按《容规》25条规定审查。
30.6因特殊情况不开检查孔的设备按容规47条规定审查。
30.7加强板和起加强作用的垫板要做0.3-0.5MPa的压缩空气检查。
30.8A、B类接头规定100%的射线检查的按《容规》85、87、88条、GB150第10.8.2.1条和GB150第10.8.2.2条规定审查。
30.9C、D类接头规定表面探伤的按《容规》88、91条和GB150第10.8.2.3条及GB151规定审查。
30.10容器的热处理按《容规》72、73条和GB150第10.4条及GB151规定审查。
30.11容器的压力试验按《容规》94、95条规定审查。
30.12容器的气密性试验结合介质来审查(容规第58条要求)。
30.13奥氏体不锈钢还要考虑耐腐蚀性能试验。
按HG20581第5.1条的要求)
31签字
31.1各责任工程师比照以上内容审查后,签名及日期。
在其它栏书写异意。
例如:
需增加焊接工艺评定等。
31.2最后由质量保证工程师填写结论、签名及日期。
 升级会员
升级会员 