整理中小型冲压模具设计.docx
《整理中小型冲压模具设计.docx》由会员分享,可在线阅读,更多相关《整理中小型冲压模具设计.docx(16页珍藏版)》请在冰点文库上搜索。
整理中小型冲压模具设计
中小型冲压模具设计开题报告
专业:
机械设计制造及其自动化班级:
第二组
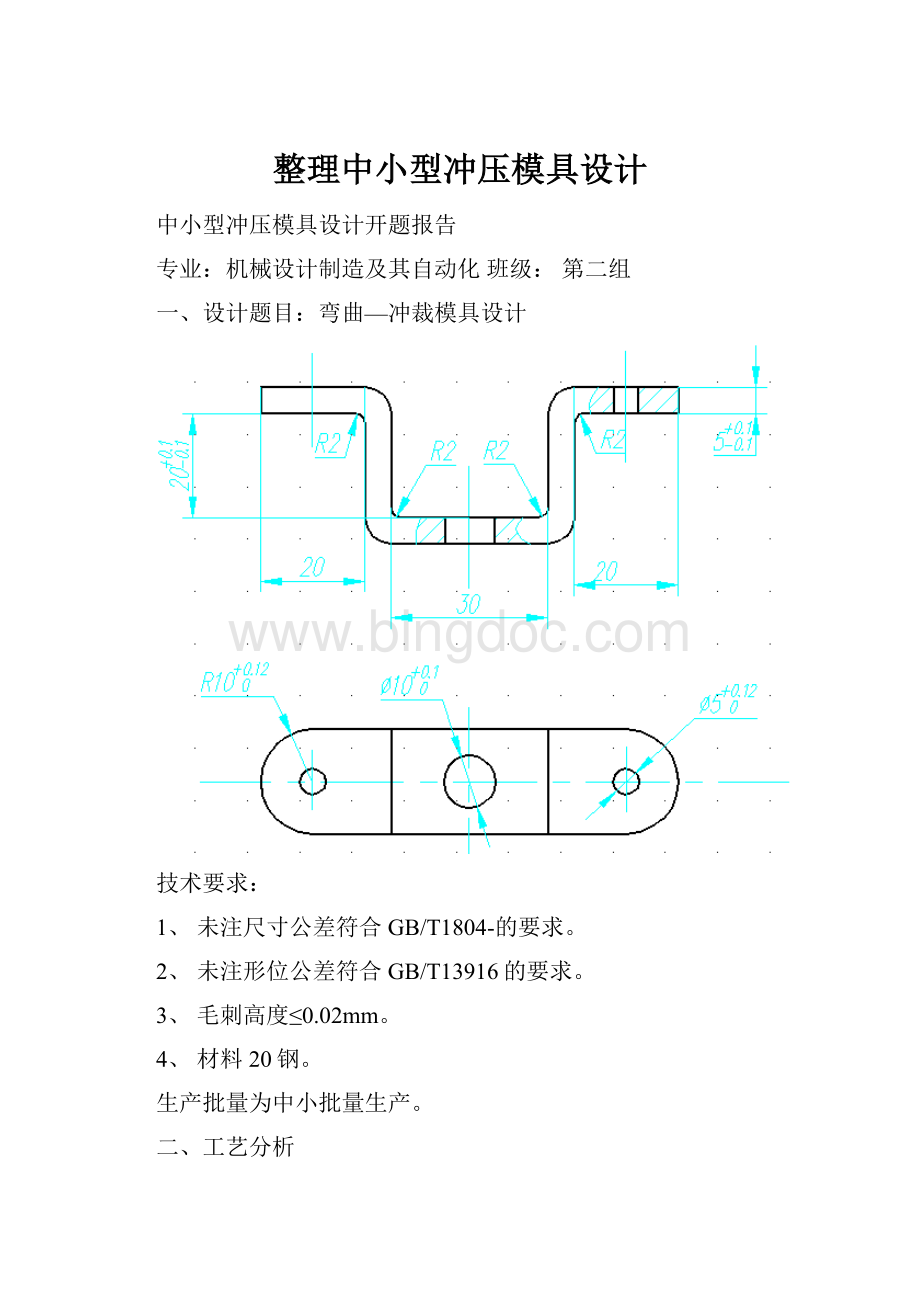
一、设计题目:
弯曲—冲裁模具设计
技术要求:
1、未注尺寸公差符合GB/T1804-的要求。
2、未注形位公差符合GB/T13916的要求。
3、毛刺高度≤0.02mm。
4、材料20钢。
生产批量为中小批量生产。
二、工艺分析
1、材料性能:
零件材料为20钢,其冲压和弯曲性能较好。
2、工序分析:
由于采取块料加工(一块材料加工出一个工件),所以可以预先准备外形尺寸一致的毛坯,即在加工过程中无落料和排样步骤
3、零件结构:
该零件有弯曲、冲孔等结构特征,形状简单,可采取复合加工。
4、尺寸精度:
零件图上形状尺寸,冲压、弯曲工序可以实现。
三、工艺方案
方案一:
先弯曲,后冲孔。
该方案符合零件的加工工序,能正确加工出零件,保证孔的间距。
方案二:
先冲孔,后弯曲。
该方案冲孔后弯曲零件,无法保证两孔的间距,不合理。
采取复合模进行加工,将弯曲、冲孔两道工序复合在一起,做成复合模。
四、材料的选取
通过对零件图结构和工艺进行分析,选取宽20mm,长度115mm,厚5±0.05的20钢板为加工材料。
其中,材料两侧面需用铣床进行加工。
五、进度安排
第2周:
查阅资料,对零件图进行分析,确定加工方案,制定任务说明书。
第3-6周:
1、弯曲工艺力、弯曲工件毛坯展开尺寸的计算,确定压力机,设计出弯曲模具结构图。
2、冲裁模具间隙、凹凸摸刃口、冲裁力的计算,确定压力机,设计出冲孔模具结构图。
3、落料模间隙、凹凸模刃口、冲裁力的计算,确定压力机,设计出落料模具结构图。
第7-10周:
1、弯曲模的结构设计,确定弯曲模的主要零件结构参数。
2、冲裁模的结构设计,确定冲裁模的主要零件结构参数。
3、落料模的结构设计,确定落料模的主要零件结构参数。
4、复合模的结构设计,设计出复合模具结构图,并确定其主要零件结构参数
第11-12周:
对模具总体结构进行设计,并对模具结构不当之处进行修改,整理说明书,准备答辩。
六、分组
第一组(连续模):
第二组(复合模):
一、弯曲模具的设计:
1、弯曲工序的设计:
方案:
弯曲件一次弯曲成形
优点:
模具结构简单,易进行加工。
缺点:
凸模肩部阻碍了材料转动,加大了材料通过凹模圆角的摩擦力,使弯曲件侧壁易擦伤、弯薄,成形后零件两肩部与底面不易平行。
改进:
在弯曲时用压边圈压住毛坯,这样可以有效保护零件,从而保证零件精度。
2、弯曲模的结构设计
由于零件的进度较低,采用一次弯曲成形的复合弯曲模结构。
如下图:
3、自由弯曲时的弯曲力,由零件图可知,零件为U形弯曲件:
F自=
=0.7×1.3×20×5×5×410/2+5=26650N。
其中:
k为安全系数,取1.3;由图可知:
弯曲件宽b=20mm,材料厚t=5mm,弯曲半径r=2mm,
δb=410mpa(查表得20钢拉强度为410mpa)
4、校正弯曲时的弯曲力
校正弯曲是在自由弯曲阶段后进一步对贴合凸模、凹模表面的弯曲件进行挤压,其校正力自由压弯力大得多,由P123公式有:
F校=
A:
校正部分垂直投影面积,
q:
单位面积的校正力,MPa
由零件图知:
A=600
,查表3.3.2取q=70MPa
故F校=42000N
5、顶件和压料力:
FQ=(0.3~0.8)F自=0.5F自=13325N.
6、压力机吨位的确定
自由弯曲时压力机吨位应为:
F≥F自
由于校正力是发生在接近压力机下死点的位置,校正力的数值较大,则按校正弯曲力选择压力机的吨位:
F≥F校
故:
F≥42KN
综上,由课本附录A知:
选双柱可倾式压力机J23-6.3
7、弯曲件毛坯展开长度:
(1)应变中性层位置的确定:
有零件图可知:
r/t=2/5=0.4
有经验公式:
ρ0=r+xt查表3.3.3得x=0.368
所以ρ0=2+0.368×5=3.84mm.
(2)弯曲件毛坯的展开长度计算:
由零件图可知:
r=2≤0.5t=0.5×5=2.5若一次同时弯曲四个角
由表3.3.4得:
L=L1+2L2+2L3+t=30+2×20+2×20+5=115mm
8、弯曲凹模工作部分
弯曲U形件时,若弯边高度不大,或要求两边垂直,则凹模深度应大于零件高度。
由零件图并查表3.4.3知:
l0=30mm
9、弯曲凸模、凹模之间的间隙
根据已知有弯曲黑色金属,即c=t+nt
式中:
c为弯曲凸模与凹模的单面间隙,mm;t为材料厚度的基本尺寸和最小尺寸,mm;n为间隙系数
由表3.4.4知:
n=0.03。
故c=5+5×0.03=5.15mm
10、凸凹模工作尺寸及公差
凸模凹模分别按IT6和IT7级加工制造,对于零件中未注公差的尺寸按IT14级可知:
由于弯曲件标注内形尺寸(如下图),且弯曲件为双向对称偏差,故
凸模尺寸为:
LP=
凹模尺寸为:
Ld=
11、凸凹模弯曲长度
由零件图知:
凸模长度H1=30mm
凹模长度H2=20+5=25mm
12、回弹量
弯曲件属于小半径弯曲,而其相对弯曲半径r/t=2/5=0.4<5~8,此时弯曲半径的变化一般很小,可以不予考虑,即无回弹现象出现。
二、冲孔模的设计
(一)凸模与凸模组件的结构形式
1、凸模的结构形式
由于凸模结构通常分为两大类,一类是镶拼式,另一类为整体式。
在我们的凸模结构中,选取整体式,而根据加工方法的不同,采用台阶式
2、凸模长度的确定
采用压边圈和定位销结构,其中H凹=25mm,由P68公式有:
L=h1+h2+h3+(15~20)mm
式中:
h1——凸模固定板厚度
h2——卸料板厚度
h3——定位销高度
则:
凸模1:
取h1=1.5H凹=37.5mm,h2=10mm,h3=4mm
故L1=75mm,d1=10mm
凸模2:
取h1=1.5H凹=37.5mm,h2=10mm,h3=4mm
故L2=70mm,d2=5mm
凸模3:
取h1=1.5H凹=37.5mm,h2=10mm,h3=4mm
故L3=70mm,d3=5mm
3、凸模的材料
模具刃口要求有较高的耐磨性,并能承受冲击时的冲击力。
因此应有高的硬度与适当的韧性。
根据零件图及相关情况知,选用硬质合金材料(60Si2CrVA)
4、凸模承压能力和失稳弯曲极限长度校核
(1)凸模承载能力校核
凸模最小断面承受的压应力δ必须小于凸模材料强度允许的压力[δ],即
δ=FP/Amin≤[δ]
变换后有:
dmin≥4t
/[δ]
式中:
——冲裁材料抗剪强度,MPa,
t——冲裁材料厚度,mm
[δ]——凸模材料的许用压应力,MPa
查表知:
=410MPa,t=5mm,[δ]=1665MPa
故:
dmin≥4.9mm
所以,所用凸模符合要求。
(2)凸模失稳弯曲极限长度
凸模在轴向压力的作用下,不产生失稳的弯曲极限长度Lmax与凸模的导向方式有关,对于有卸料板和卸料板对凸模导向,其凸模不发生失稳弯曲的极限长度为:
Lmax≤85
式中:
——凸模的冲裁力,N;d——凸模的直径,mm
其中:
=128740N,dmin=5mm
故Lmax≤762457.6mm
而实际L1<Lmax,L2<Lmax,L3<Lmax
所以不会出现凸模失稳情况。
(二)凹模的结构设计
1、凹模洞口的类型
零件冲孔过程中采用直筒式刃口凹模,其结构如下图:
凹模后角
和洞口高度h,均随制件材料厚度的增加而增大,一般取
=
~
,h=4~10
2、凹模的外形尺寸
凹模的外形为圆形,如下图,根据P72公式有:
凹模厚度:
H=Kb(≥15mm)
凹模壁厚:
C=(1.5~2)H(≥30~40mm)
式中,b为冲裁件的最大外形尺寸;K是考虑板料厚度的影响系数,
查表2.8.1知:
K≥3
故:
H≥15取H=20mm
则C=30~40取C=30mm
3、冲裁力的计算:
若采用平刃冲裁模,其冲裁力FP
FP=KPtlτ=1×5×62.8×410=128740N
其中取KP=1,材料厚t=5mm,
冲裁周边总长L=2×∏×5+∏×10=62.8mm
取τ=410mpa
4、压力机公称压力的选取:
而压力机的公称压力≥FP
所以取压力机的公称压力为63KN
综上,由于采用复合模结构,同上述弯曲压力机吨位比较,应选用压力大的,所以最后选双柱可倾式压力机J23-6.3
5、冲压模具压力中心的确定:
该零件的形状为对称的零件,故冲模的压力中心就是冲裁件的几何中心,即φ10孔的中心。
6、间隙值的确定:
使用经验确定法确定,20钢为硬材料,t=5MM,则间隙值:
c=(8%~13%)t=10%t=0.5mm
7、凸模与凹模刃口尺寸计算:
由零件图可知,该零件属于无特殊要求的一般冲裁件,2×φ50+0.12冲孔获得
查表2.2.4得2Cmin=0.90mm,2Cmax=1.00mm
由公差表表查得:
φ50+0.12为IT12级公差,取X=0.75;设凸凹模分别按IT6IT7级加工制造。
凸模基本尺寸:
dp=(dmin+xΔ)
=
=
mm
凹模基本尺寸:
dd=(dp+2Cmin)0+δd=
+0.0120mm=5.99+0.0120mm.
校核:
|δp|+|δd|=0.008+0.012=0.020≤2Cmax-2Cmin=0.10mm
满足间隙公差条件
凹模型孔中心距:
Ld=(Lmin+0.5Δ)±0.125Δ=(60+0.5×0.12)±0.125×0.12=60.06±0.015mm.
8、冲孔模的结构设计方案:
方案:
采用复合膜一次加工三个孔。
优点:
加工工序减少,有效缩短加工周期。
三、模具零件设计
1、定位零件
(1)挡料销
挡料销的作用是挡住条料搭边或冲压件轮廓以限制条料的送进距离。
我组采用固定挡料销,其安装在凹模上,用来控制条料的进距,由于采用条料无须落料,所以在设计中用该挡料销进行定位,该结构特点是结构简单,制造方便。
零件示意图如下:
(2)压边圈
压边圈的作用是防止弯曲件边缘部分发生起皱。
由于我组复合模是先弯曲再冲孔,所以在弯曲的时候添加压边圈以保证零件质量,从而使后续冲孔能顺利进行,压边圈安放在弯曲凸模上。
如下图:
2、弹压卸料装置
(1)工件的卸除
采用打料装置(卸料螺钉)将工件从弯曲凸模上推下,落在模具工作表面上。
(2)冲孔废料的卸除
下模座上采用漏料孔排出,在冲孔废料在凹模上积累到一定数量后,就从漏料孔卸料。
3、推件和顶件装置
推件的目的是将成件从弯曲凸模中推出来,该目的通过旋转上模座上的卸料螺钉来完成;顶件的目的是将成件从弯曲凹模中顶出来,该目的通过旋转下模座上的卸料螺钉来完成。
4、连接与固定零件
(1)凸模固定板
凸模固定板主要用于凸模零件的固定。
固定板的形状与凸模一致,固定板厚度为24mm,材料选用45号钢。
如下图:
(1)前期准备工作。
包括明确评价对象和评价范围,组建评价组,收集国内外相关法律、法规、规章、标准、规范,收集并分析评价对象的基础资料、相关事故案例,对类比工程进行实地调查等内容。
(2)垫板
(三)环境价值的定义垫板的作用是承受凸模或凹模的轴向压力,防止过大的冲击力在上下模板上压出凹坑,影响模具正常工作。
垫板的形状与凸模固定板一致,垫板淬硬后两面应磨平。
上模座与凸模固定板之间安装垫板,厚度为6mm。
如下图:
(二)环境保护法律法规体系
四、选用标准模架,确定闭合高度
另外,环境影响评价三个层次的意义,环境影响评价的资质管理、分类管理,建设项目环境影响评价的内容,规划环境影响评价文件的内容,环境价值的衡量还可能是将来考试的重点。
我组采用中间导柱圆形模架,其特点是导柱对称分布,受力平衡,滑动平稳,拔模方便。
查《冲压模具简明设计手册》有:
环境影响的经济损益分析,也称环境影响的经济评价,即估算某一项目、规划或政策所引起的环境影响的经济价值,并将环境影响的经济价值纳入项目、规划或政策的经济费用效益分析中去,以判断这些环境影响对该项目:
规划或政策的可行性会产生多大的影响。
对负面的环境影响估算出的是环境费用,对正面的环境影响估算出的是环境效益。
选用上模座160×80×40
(二)安全预评价范围选用下模座160×80×45
导柱28×100×38
(四)规划环境影响评价的审查则由表知,模架的闭合高度为:
最大220mm,最小180mm
五、模具总体尺寸
模具的闭合高度H=上模座厚度+上垫板厚度+凸模长度+凸凹模高度+下模座厚度-(1~2)t
3)按行业分。
国家污染物排放标准分为跨行业综合性排放标准和行业性排放标准。
由上可知:
上模座的厚度为40mm,上垫板厚度为6mm,凸模长度85mm,凸凹模高度35mm,下模座厚度为45mm,
(1)结合评价对象的特点,阐述编制安全预评价报告的目的。
因此得出H=211mm,由于模架的闭合高度为:
最大220mm,最小180mm,211mm介于180~220mm之间,故模具闭合高度设计合理。
2.环境保护行政法规综上所述,模具的总体尺寸为长160mm,宽80mm,高211mm。
六、零件装配图
 升级会员
升级会员 