第3章主要技术条件及经济指标的选择与论证1103精.docx
《第3章主要技术条件及经济指标的选择与论证1103精.docx》由会员分享,可在线阅读,更多相关《第3章主要技术条件及经济指标的选择与论证1103精.docx(12页珍藏版)》请在冰点文库上搜索。
第3章主要技术条件及经济指标的选择与论证1103精
第三章主要技术条件及经济指标的选择与论证
3.1概述
3.1.1阳极铜
本设计的阳极铜来源
云南铜业股份有限公司现在的电解系统采用的是小极板常规电解工艺,总生产能力35万吨/年。
有色金属是云南省的支柱产业之一,云南铜业股份有限公司是云南省最大的有色金属企业。
为了适应社会经济的发展,以及增加市场竞争力,则云铜产品的档次和技术装备水平就必须力图最高最好。
本次设计是为云南铜业股份有限公司的扩建设计,在突破传统电解技术的基础之上,大胆改造,引进国外最新技术和设备。
本设计采用大极板不锈钢电解法,力图实现高新技术和传统技术的过度和转换。
本次设计的阳极板也为大阳极板,由云铜自身生产,引进大极板浇铸机,以适应扩建后大阳极板的供应。
表3-1本次设计阳极铜成分(%:
国内外阳极铜列表
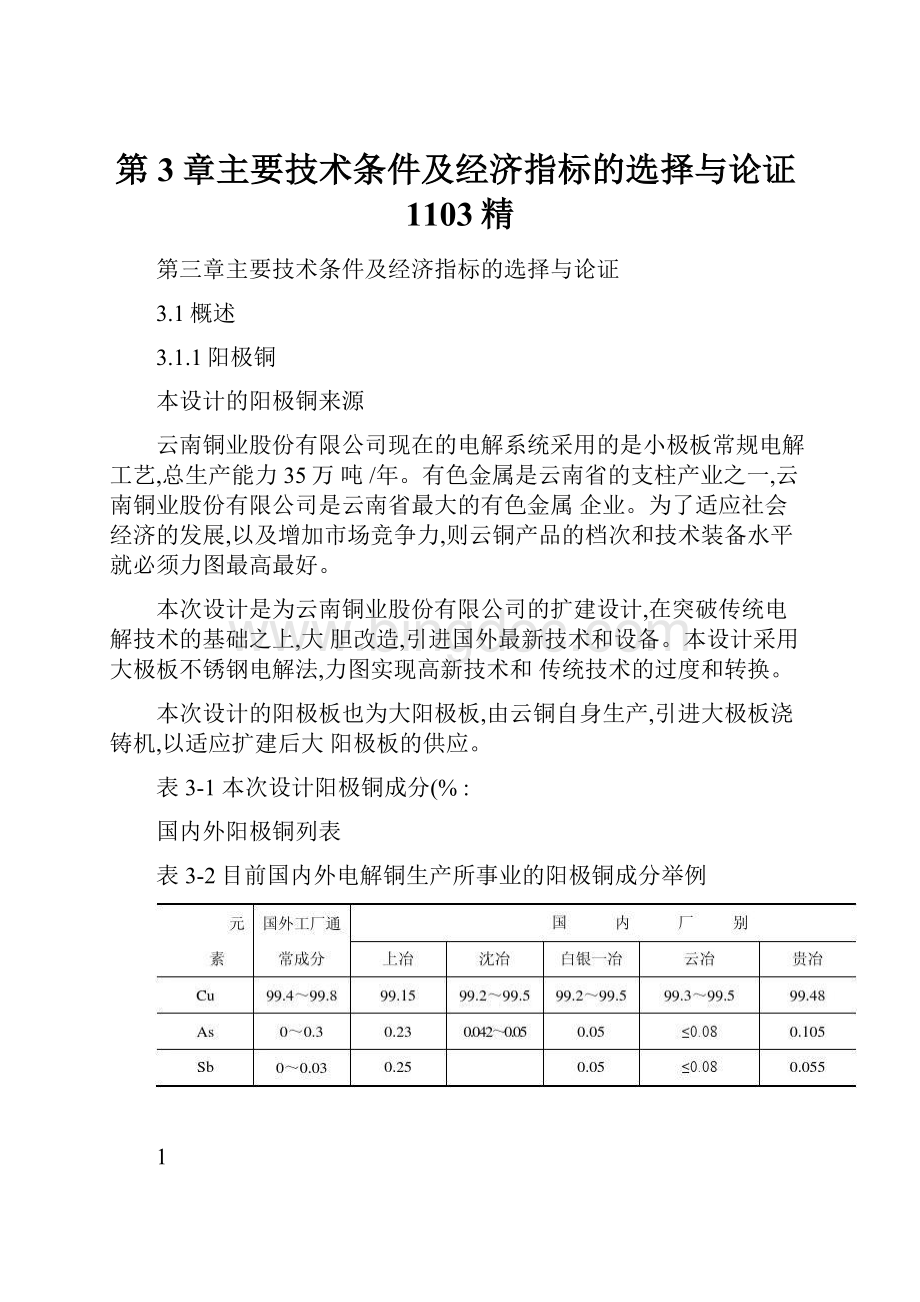
表3-2目前国内外电解铜生产所事业的阳极铜成分举例
1
2
本设计所采用的阳极铜物理规格:
由于本设计采用大阴极板电解作业,并通过计算和参照工业上的取值,因此可以确定阳极板的物理规格为:
940×960×54mm
为了在铜电解中获得良好的技术经济指标,通常采用含铜在99%以上的火法精炼铜作为阳极。
本次设计的阳极同成分含铜99.45%,除了控制阳极铜的化学成分及杂质在其中的最高含量外,要求阳极具有良好的物理规格。
铜阳极的物理形状要求平整无飞边、无毛刺、
无夹渣等。
3.1.2阳极杂质在电解过程中的行为
在阳极铜中的杂质有两种形式,即金属铜基体中的固溶体和晶粒间的不连续夹渣。
在电
解过程中,所有这些杂质都出现强烈的化学和物相变化,这对阳极钝化、阴极质量、电解液净化以及从阳极中回收有价元素均有很大影响。
当然,在电解过程中,各种金属杂质的行为主要决定于它们本身的电位及在电解液中的溶解度。
由杂质元素行为决定的在各电解产物(电解液、阴极铜、阳极泥间的分布关系,还与它们在阳极泥中的含量、氧的含量和电解技术等条件有关。
通常将阳极铜中的杂质分为以下四类:
1比铜显著负电性的元素:
锌、铁、锡、铅、钴、镍等;
2比铜显著正电性的元素:
银、金、铂族;
3电位接近铜但较铜负电性的元素:
砷、锑、铋;
4其他杂质:
氧、硫、硒、碲、硅:
3.1.3不锈钢阴极
艾萨法不锈钢阴极由母板、导电棒以及绝缘边三部分组成。
母板由316L不锈钢制造,极板厚度为3~3.75mm以3.25mm居多,极板表面光为2B,(0.45-0.6µm,导电棒截面为中空长方形,两端封闭,材质为304L不锈钢,与槽间导电板接触的底边被加工成圆弧形,焊在阴极母板上,并镀上铜,镀层厚度为1.3-2.5mm,以2.5mm为最佳,而且镀层覆盖全部焊接,并延伸至阴极板面。
使导电棒具有良好的导电性和延伸性。
阴极板在电解槽中会自然垂直,而与槽间导电排呈线性接触,底边和导电棒中心线的偏差不超过5mm,紧靠导电棒在阴极板面开有两个方形窗口,供阴极起吊时挂钩用,阴极板的两侧垂直边采用聚氯乙烯挤压件包边绝缘,以防止在电解过程中阴极铜析出而造成阴极剥离困难。
表3-4不锈钢阴极技术参数
材质厚度表面光洁度表面粗糙度平直误差悬垂度
361L3.25mm2B0.25-0.6µm±0.2mm±0.4mm
其结构如下图所示:
3
3.2主要技术条件的选择与论证
3.2.1电解液成分
电解液的主要成分是Cu2+和H2SO4,其次是随铜一起溶解的阳极中的杂质,如Ni、Fe、As、和Sb等。
另外,电解液中还含有某些能改善阴极质量的添加剂。
电解液中Cu2+含量一般为40~50g/L。
Cu2+浓度过底不能保证有足够的Cu2+在阴极上沉积时,杂质就可能在阴极上析出;Cu2+浓度太高则会增大电解液电阻,而且由于阳极表面Cu2+浓度升高,当电解液温度降低时会析出CuSO
4
.H2SO4结晶,堵塞管道。
随着阳极的溶解,电解液中的杂质如砷、锑、铋、镍、铁、锌等不断积累。
杂质的积累,除了使硫酸铜的溶解度降低,还会使溶液的电阻增大、密度和粘度都增大。
控制电解液中杂质浓度的方法,是以在电解过程中积累速度最大的杂质为基础,按其积累的速度,计算出它在全部电解液中每日积累的总量,然后从电解液循环系统中抽出相当于这一总量的电解液送往净化工序,再补充以新水和硫酸。
3.2.2添加剂
添加剂指的是以较少量加入电解液中,起着调节沉积物物理性质,如光泽度、平滑度、硬度或韧性等特殊作用的物质。
电解过程使用添加剂主要有胶、硫脲、干酪素、阿维通及盐酸等。
他们在电解过程中各自起着不同的作用。
1胶
胶主要包括骨胶、明胶,是铜电解精炼过程中最主要、最基本的添加剂,尽管近年来使用的添加剂种类日益繁多,但是其他添加剂只能配合胶而难以代替胶,只能部分降低胶的用量
4
而难以完全取代胶。
胶溶解于水加入电解液后,吸附在阴极晶粒表面上。
当阴极上部分晶粒优先长大时,由于其表面吸附有一层不导电的胶膜,使得该突出的表面导电性比其余地方差,阻止了该突出晶粒的生长,引起了更多晶核形成,最终使阴极表面平滑且坚硬。
通常胶的添加量为每吨铜30~
100克。
2硫脲、干酪素、阿维通
该类添加剂称为补充添加剂。
补充添加剂起作缓冲剂的作用,它不会使结晶颗粒变细,从而改善胶的作用,减少胶的极化性能,轻微降低槽电压,避免胶加入过量引起的阴极过硬及长芽现象。
硫脲对阴极沉积物的粗糙度影响很大,当硫脲或胶不足时,阴极上会出现条痕。
但硫脲过多,其中的硫会将带入到阴极铜中。
一般每吨铜需要20~70克加入。
3盐酸
盐酸的加入,可将电解液中的Ag+、部分Bi3+及Sb3+等离子形成AgCl、BiOCl、SbOCl沉淀下来,并改善阴极铜的物理特性。
氯离子能促使胶的分解以降低胶和硫脲的极化作用。
表3-6国内外常用的添加剂
国内(动物胶、硫脲、干酪素、盐酸
国外阿维同-A、高立克、旁德林、立格浓、彼德罗夫接触剂
3.2.3电解液温度
温度影响电解电耗及阴极沉积物的结构和纯度。
温度升高,电解液粘度下降,漂浮的阳极泥容易沉降;离子迁移速度加快,电导率上升。
电导率上升,槽电压下降,从而降低了电解电耗。
同时,温度升高后,离子迁移速度加快,使阴极附近Cu2+浓度上升,有助于晶体的生长;另一方面,电解液温度提高后,降低了电解液的电阻,使阴极上的突出物点的面积电流降低,降低了不规则物的形成速度,改善了铜沉积物的结构和纯度。
但过高的温度,添加剂明胶和硫脲的分解速度加快,使添加剂的消耗增加甚至会造成添加剂的分解而失效。
电解液温度高需要消耗过多的蒸汽,同时电解槽液面蒸发加强,操作环境恶化,厂房及设备腐蚀加剧。
电解温度一般保持在55~65℃,采用高电流密度电解时,电解温度要高于60℃。
因此,一般通过工业生产经验来获取最佳温度值。
5
3.2.4电解液循环
在电解过程中,电解液必须不断地循环流通,以保证电解槽内电解液温度均匀,浓度均匀。
电解液循环速度的选择主要取决于循环方式、电流密度、电解槽的容积、阳极成分等。
当操作电流密度高时,应采用较大的循环速度,以减少浓差极化。
为了减小电解液组成的浓度差,电解液必须在电解槽内循环,循环方式有上进下出和下进上出两种。
上进下出的循环方式:
电解液从槽子一端直接进入电解槽上部,并由上向下流,在电解槽的另一端设有出水袋(或出水隔板,将电解槽下部的电解液导出。
上进下出有利于阳极泥的沉降而防止阳极泥粘附于阴极上,电解温度分布比较均匀,但漂浮阳极泥为出液隔板所阻不易排出槽外,而且电解液上下层浓度差较大。
下进上出循环方式:
电解液从电解槽一端的进水隔板内(或直接由进液管导入电解槽的下部,在槽内由下向上流动,从电解槽另一端上部的出水袋溢流口(或直接由溢流管溢出。
在下进上出式电解槽中,溶液温度的分部不能不令人满意,并且电解液的流动方向与阳极泥的沉降方向相反,不利于阳极泥的快速沉降,但可使电解液中的漂浮阳极泥尽快排出槽外,减少其在槽中的积累,故特别对于高砷锑铜阳极有利。
本次设计由于贵金属银和金的相对含量较高,且砷、锑元素的含量偏低。
故本次设计电解液的循环方式选用上进下出。
循环方式图:
上进下出下进上出
3.2.5电流密度
电流密度一般是指阴极电流密度,即单位阴极板面积上通过的电流强度。
工厂采用的电流密度单位是A/m2。
电流密度是铜电解精炼中最重要的技术经济指标之一,也是影响金属沉积物结构和性质的一个主要因素。
一般来说,电流密度低,产生细粒粘附阴极沉积物;电流密度高,易产生
粗粒不粘附的多孔沉积物,而且阳极易钝化。
同时,电流密度也决定了电解槽的生产能力。
提高电流密度可以在基本上不增加设备的条件下,减少电解槽数,节约基建投资。
提高电流密度可以增大铜的产量,但是也会引起一系列技术经济指标的变化,其中主要的是增大槽电压,从而使电耗增加;增大电解液的循环速度及金属损失;由于产量增加,单位产品的劳动工资和维修费用则相应减少;由于通过电解液的电能增加而使焦耳热增加,减少了加热电解液所需要的蒸汽消耗。
除了考虑经济因素之外,还是从技术上分析由于提高电流密度对电解过程的影响。
即使在较低的电流密度下,Cu2+的迁移速度总是小于铜的溶解速度及沉积速度,而使阳极附近的Cu2+浓度大于主体溶液中的Cu2+浓度,阴极附近的Cu2+浓度则小于主体溶液中的Cu2+浓度。
随着电流密度的提高,这种浓度差还将进一步增大。
在阳极上Cu2+的浓度可能达到饱和而形成CuSO
4
﹒H2O沉淀,另一方面由于铜的迅速溶解以致阳极上的氧化物如NiO及Cu2O等来不及脱落而残留于阳极上,二者均可形成钝化膜而妨碍阳极铜的继续溶解,从而造成阳极钝化。
在阴极上,Cu2+的浓度越来越低而使结晶粗糙,甚至出现粉状结构。
本次设计由于使用的是先进的ISA工艺,在各种技术指标上都有一定的优越性,所以本次设计可以选高的电流密度为300A/m2。
同时,由于电流密度的增高,这就要求对电解液中起调节作用的硫脲的控制十分严格。
3.2.6同极中心距
极间距离通常以同名电极(同为阳极或阴极之间的距离来表示。
极间距离对电解过程的技术经济指标以及电解铜的质量,都有很大的影响。
同极中心距的确定与极板的尺寸和加工精度等因素有关。
缩短同极中心距能降低电解液电阻,即降低电解槽的电压和电解铜的直流电耗,减少电能消耗。
由于极间距的缩短,可以增加电解槽内的极片数量,从而提高劳动生产率。
但极距过小会引起阳极泥在沉降过程中附着在阴极表面的可能性增加,造成贵金属损失的增加,并使阴极铜质量降低,电铜表面粗糙。
此外,极距的缩短,也会使极间的短路接触增多,引起电流效率下降;为了消除短路,必然消耗大量的劳动。
因此,极间距的缩短是对阴、阳极板的加工精度和垂直悬挂度提出了更加严格的要求。
考虑上述因素,一般同极中心距以采用80~110毫米为宜。
本次设计是采用大极板,故在极间距上要取的较大,极间距取105mm。
3.2.7阳极和阴极周期
阳极周期根据电流密度、阳极重量及生产组织来确定。
阳极的溶解周期一般为9-30天,
主要取决与阳极厚度,阳极越厚,残疾率越低,但是在生产过程中积压的金属就越多。
但若阳极周期过长,会出现穿孔、掉极、残极率就会升高。
若阳极周期过短残极率也会升高。
阴极周期视电流密度和阳极寿命而定。
电流密度大,阴极周期不易过长,阴极周期过长阴极负担加重。
阴极周期过短,阴极使用寿命降低,而且增加劳动强度不符合经济指标。
本设计所设定的阳极和阴极周期分别是21天和7天。
3.3主要技术经济指标的选择与论证
3.3.1电流效率
电流效率是指铜电解精炼过程中,阴极实际析出量与理论析出量的百分比。
引起阴极电流效率降低的因素如电解的副反应、阴极铜化学溶解、设备漏电以及极间短路等。
电解过程中的副反应,有氢离子在阴极还原析出氢气、三价铁离子的还原等。
然而在铜电解生产条件下,电解液中含铜高、含铁低,进行上述副反应的可能性都很小,因而对电流效率的影响是很小的。
阴极铜在在电解液中的化学溶解速度决定于电解温度、酸度、电解液中的氧含量以及阴极在电解液中沉浸的时间长短。
因此,为减少阴极的复溶,电解液不宜维持过高的温度,并尽可能与空气隔绝,以减少溶液中的含氧量。
此外,在提高电流密度的条件下,单位时间内电解铜析出量增加,使阴极在电解液中的沉浸时间相对减少,有利于减少阴极的化学复溶。
设备的漏电包括电解槽和循环系统的漏电。
电解槽的漏电是通过彼此邻近的电解槽间或通过电解槽的绝缘体到地面漏电。
循环系统的漏电主要通过电解液循环流动至集液槽与地面构成了电路,从而产生漏电。
为了防止或减少漏电,应该加强电解槽间、溶液循环系统和对地的绝缘。
电解槽之间应留有足够的间隙(一般为20~50mm。
加强电解槽与梁、柱、、地间的绝缘性能,在槽体与梁间用绝缘瓷砖、橡皮或塑料隔开。
此外,生产人员必须经常检查设备的绝缘和漏电情况,杜绝电解液的跑、冒、滴、漏,维持车间内的清洁和干燥,尽量减少设备的对地漏电。
阴、阳极间短路的主要原因是由于阳极物理规格不好,有凹凸不平或飞边毛刺,始极片有弯曲、卷角现象,阴极析出粗糙、长粒子凸瘤等原因所致;或阴极上产生树枝状结晶而引起短路。
参照工业中的生产值,本设计电流效率选为98%。
3.3.2残极率
残极率是指产出残极量占投入阳极量的百分比。
残极率低可减少重熔费和金属损失,提
高直收率。
但残极率过低会造成槽电压升高,电耗增加,甚至残极碎落损坏槽衬,一般残极率取15%~18%。
本设计采用大阴极板,故阳极为大阳极,必须使用双大耳,因此残极率会高,且考虑到电解法为不锈钢阴极电解法,电流密度高,电解铜回收率高,阴极质量好等诸多因素,本设计残极率定为17%。
3.3.3铜电解回收率
铜电解回收率反映铜电解过程中铜的回收程度,其计算方法如下:
铜电解回收率(%=回收品含铜量(吨
装入原料含铜量(吨电铜含铜量(吨回收品是指残极、铜屑、碎铜、制取硫酸铜溶液及阳极泥等含铜物料(若阳极泥本企业不能回收,则按损失处理。
铜电解回收率一般为99.6%-99.8%。
本设计的铜电解回收率取为99.8%。
3.3.4槽电压
槽电压是影响电解铜电能消耗的重要因素,它比电流效率的影响尤为显著。
电流效率往往只下降百分之几,然而只要操作或技术条件的控制稍有不当,槽电压就可能会上升百分之几十甚至成倍上升。
每个电解槽的槽电压包括阳极电位、阴极电位、电解液电阻所引起的电压降、导体上的电压降以及槽内各接触点(槽间导电板与阴极、阳极之间的接触点,导电棒与极板间的接触点等的电压降,有时候包括阳极表面的阳极泥电压降等。
Ece=(φan-φca+El+Econ+Ep
式中Ece为槽电压;φan为阳极电位;φca为阴极电位;El为导体上的电压降;Econ为电解液电压降;Ep为槽内各接触点电压降。
其中电极电位占槽电压的25.3%-28%,接触点及金属导体电压降占槽电压的7.9%-42%,电解液电压占槽电压的30.6%-66.5%。
降低电压降可采取以下方法:
1改善阳极质量,力求将粗铜中的杂质在火法精炼过程中除去,以降低阳极电位,防止阳极泥壳的生成,同时还可以减少杂质对电解液的污染。
2不必要求过低的残极率,一般在16%~20%范围内。
过低的残极率会引起阳极在工作的末期槽电压急剧升高。
3阴极、阳极导电棒、导电板之间的接触点应经过清洗擦拭,以保持接触良好。
4电解液成分,硫酸含量宜保持在160-210g/L,含铜浓度维持在40-50g/L,并尽可能地降低其他杂质的含量和胶的加入量。
电解液温度应维持60-68℃。
5尽可能维持较短的极间距离。
本设计槽电压选为0.35v;(参考工业中的实际取值
3.3.5直流电能单位消耗
铜电解精炼的电能消耗是按生产1吨电解铜所消耗的直流电进行计算,电能消耗能综合反映出电解生产技术水平和经济效果。
直流电能消耗包括商品电解槽、脱铜电解槽以及线路损失等全部直流电能消耗量。
可用下式来计算直流电能的单位消耗:
W=aEce⨯⨯=186.1%98100035.0⨯⨯=301KWh/(t·Cu
其中:
W为直流电能的单位消耗[KWh/(t·Cu];
Ece为电解槽的槽电压,即直流电通过一个电解槽的电压降(V;
η为电流效率(%;
a为金属的电化学当量,对于二价铜为1.186。
从上式可以看到,电能的单位消耗决定于电解槽的槽电压和电流密度,并随槽电压升高或电流密度降低而增多。
一般工厂的电流效率都在90%-98%之间(国内工厂一般在95%-98%,波动范围不大。
而槽电压则由于受电流密度、电解液温度以及成分、阳极组成等因素而波动范围很大。
一般在0.2-0.4V之间,因而对电解铜的电能单位消耗具有更大的影响。
本设计采用ISA法其槽电压为0.35V,电流效率为98%,代入上W=301KWh/(t·Cu。
3.3.6硫酸单位消耗
每生产一吨电铜所消耗的硫酸量称为硫酸单位消耗。
硫酸单位消耗量和电解液的成分有关,电解液含硫酸越高,则硫酸单耗越多,反之则相反。
硫酸单位消耗一般为4~10Kg/t电铜,本设计所选硫酸单位消耗为7Kg/t电铜。
3.3.7蒸汽单位消耗
由于电解液在电解的过程中不断的循环,而电解液在电解槽和管道的循环过程中存在散热导致电解液温度的下降,因此必须对电解液进行加热。
工业上用蒸汽加热电解液。
蒸汽单位消耗为每生产1t铜所消耗的蒸汽量。
蒸汽单位消耗与电解槽及各类贮槽的表面
和槽壁保温情况有关。
在无任何措施的情况下一般为1.0~1.5t/t电铜。
当电解槽面采用覆盖槽壁及管道采取保温措施并各贮槽带盖的情况下,消耗一般为0.2~0.6t/t铜。
本设计的蒸汽单位消耗取0.6t/t铜。
3.3.8水的单位消耗在电解槽电解的过程中由于电解液温度较高,存在水的挥发现象,所以水有损失。
水的单位消耗一般为4~10m3/t铜。
本设计取6m3/t铜。
11
 升级会员
升级会员 