涂装胶气泡日本工厂关于胶泡的改善报告.docx
《涂装胶气泡日本工厂关于胶泡的改善报告.docx》由会员分享,可在线阅读,更多相关《涂装胶气泡日本工厂关于胶泡的改善报告.docx(12页珍藏版)》请在冰点文库上搜索。
涂装胶气泡日本工厂关于胶泡的改善报告
装胶气泡-日本工厂关于胶泡的改善报告
涂装胶起泡
外观不良对策
―焊装胶空洞化―
焊装胶空洞提案、设计(XK3/KAK)本提案已经基本达成一致(11/25)
1.提案的理由和概略内容
(除去下边)
填充到内板前端
焊装胶空洞化
2.提案的内容
1.堵住间隙入口:
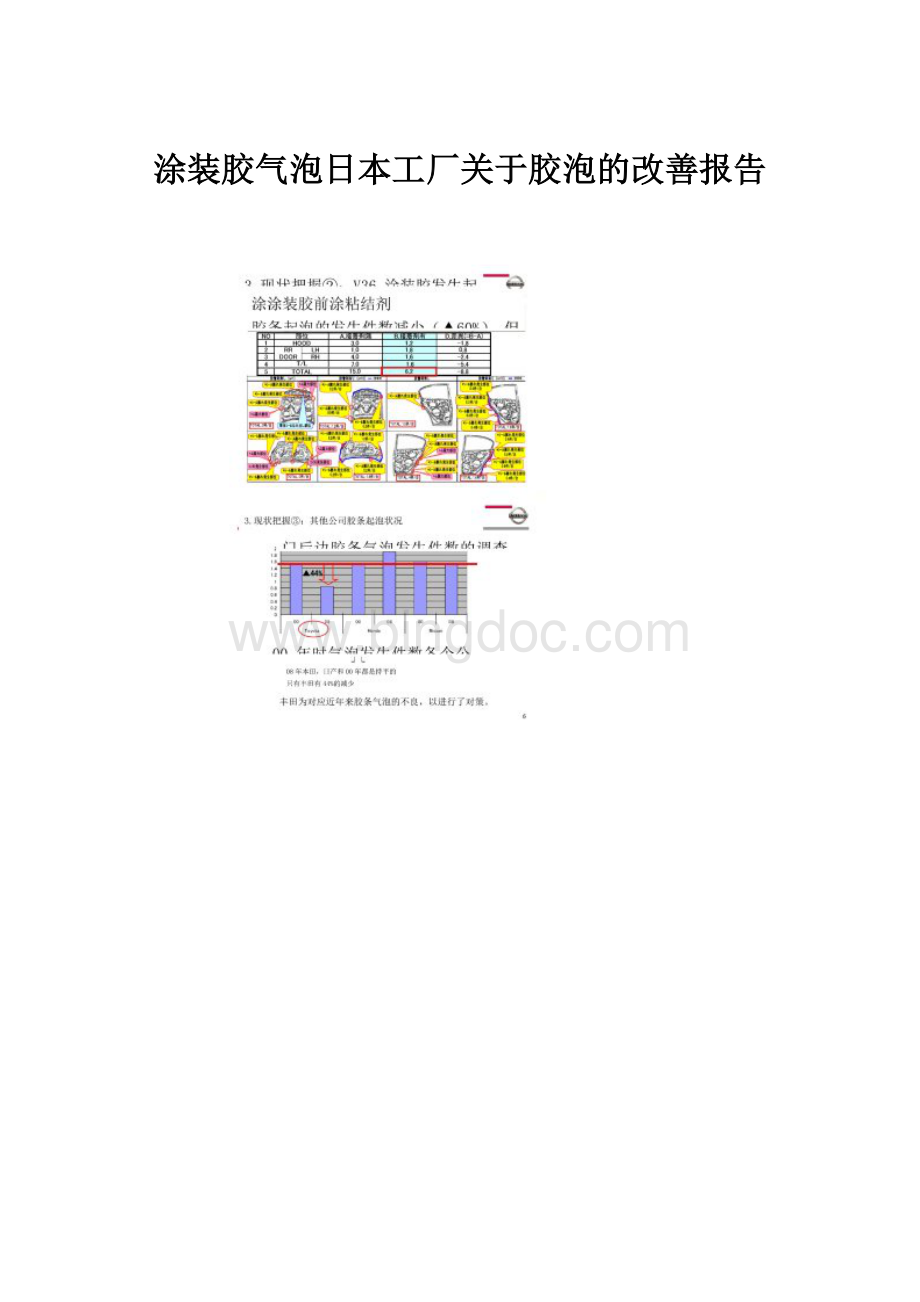
①包边间隙0.10mm以下②涂涂装胶前涂粘结剂
2.①去掉焊装胶中途填充部位(完全喷涂)
3.②焊装胶整个区域都变成中途填充部位(空洞化)
涂装胶起泡发生的原因:
包边内残留的局部空间中的空气膨胀
局部空间发生的原因
1.包边间隙为0.10mm-0.2mm的部位(0.10mm以下的话,电泳液会塞住间隙入口)
2.一些部分焊装胶较少
3.现状把握①:
涂装胶发生起泡的原理
市场回收调查分析结果,门纵向不需要完全填充焊装胶(前提是能防止进水)
3.现状把握⑤:
X12D生锈市场调查结果
5.焊装胶空洞化调试结果V36(n=20)
6.汇总
1.焊装胶空洞化部位:
除了涂装胶刮刀修正+5mm的部位,其他都已实施完毕
2.确认上述状态下有无刚性问题→焊装胶示教修正后解体、拍照,和设计开确认会。
3.适用与现行车/新车
现行车:
第一优先:
V36/T31,第二优先:
CV36/Z34/S35/N16
新车:
L53E――依次采用
 升级会员
升级会员 