工作计划跟踪范本.docx
《工作计划跟踪范本.docx》由会员分享,可在线阅读,更多相关《工作计划跟踪范本.docx(36页珍藏版)》请在冰点文库上搜索。
工作计划跟踪范本
工作计划跟踪范本
产品检验标准2010-02-0620:
30:
40阅读33评论0 字号:
大中小 订阅
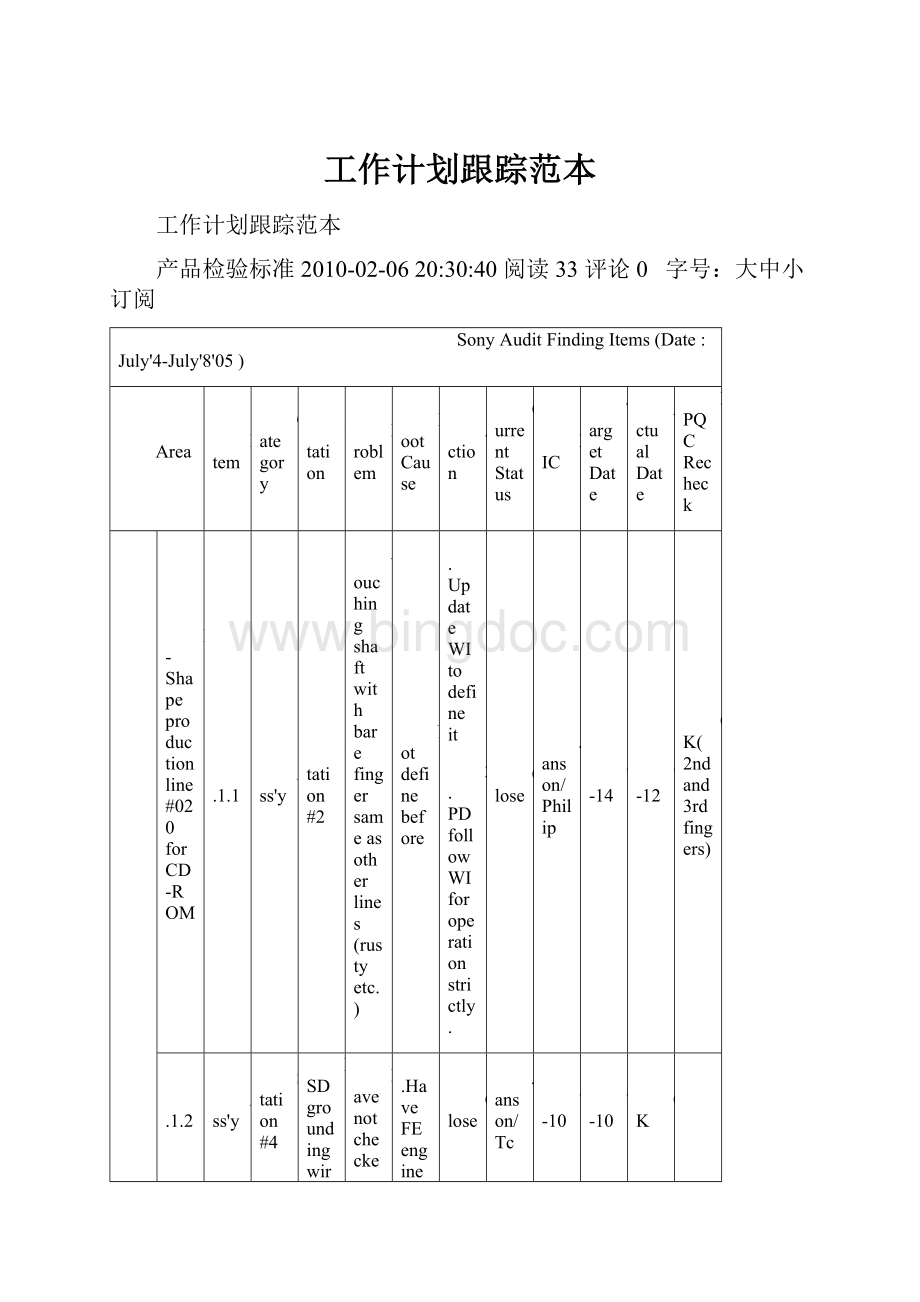
SonyAuditFindingItems(Date:
July'4-July'8'05)
Area
Item
Category
Station
Problem
RootCause
Action
CurrentStatus
PIC
TargetDate
ActualDate
IPQCRecheck
I-Shapeproductionline#020forCD-ROM
1.1.1
Ass'y
Station#2
touchingshaftwithbarefingersameasotherlines(rustyetc.)
Notdefinebefore
1.UpdateWItodefineit
2.PDfollowWIforoperationstrictly.
Close
Janson/Philip
7-14
7-12
OK(2ndand3rdfingers)
1.1.2
Ass'y
Station#4
ESDgroundingwireobviouslyhalfdamage
Havenotcheckedout
1.HaveFEengineer bonditbyconductivetapeimmediately
2.EngineercheckedESDgroundingwireandchangeit ifdemage.
3.PDdoFAIandcheckbydaily.
Close
Janson/Tc
7-10
7-10
OK
1.1.3
Ass'y
Station#10
Solderfume-cleanernotworking
--
1.Have FEengineerchangeagoodoneand repairtheNGone.
2.Requireoperatortohighlighttolineleaderandstopoperationsatthemomentiffoundsimilarproblem.
Close
Janson/Tc
7-10
7-10
OK
1.1.4
Ass'y
Station#11
SolderfanandSPMcoverdirty,andSPMcoverknockingdrive
Havenotcleanedintime.
1.Trainoperatorkeep 5Sintime
2.Operator needtocleanworkbenchandrelatedfixturesevery4hours
Close
Janson
7-10
7-10
OK.
1.1.5
Ass'y
Station#12
Stillalwaysholdtheoilbrushwhileinstall2pcsESDgaskets
Notdefinebefore
1.Re-definethe locationincontainertoputoilbrush
2.Correctoperationhandingmethod,requiretoputthebrushtothefixedpositiononcecompetingoperation.
Close
Janson
7-10
7-10
1.NG(7/18AuditL017/L020havenotexecutedcompletely)
2.7/22Re-AuditOK.
1.1.6
Ass'y
Station#13
WIPareadesignistoonarrowforhorizontalcondition
Notdefinebefore
1.IEredefinethespaceforWIP
2.PDfollowWIforoperation.
Close
Janson/Philip/Tc
7-14
7-13
OK
1.1.7
Ass'y
Station#15
Testjig#2hadwirebrokenandcreatingmanypendingWIP
butproductionlinestillcontinuedoperation(moreWIP)
NotexecuteinPD
1.Re-trainoperator forqualityconcept
2.NeedtohighlightimmediatelyonceWIPq'ty overtarget
Close
Janson
7-10
7-10
OK
1.1.8
Agingracks
--
3blockofagingracksfullofdriveswithoutanyindicationof
modelnameandquantity
Notdefinebefore
1.Uselabel/papertomarkthemodelnameandq'tyoncefoundsuchcondition
Close
Janson
7-10
7-10
OK(Havenotfoundtwomodelsinthesametime)
1.1.9
Ass'y
Station#18
RoughhandlingafterFunctionTest(knockingtoconveyor)
NotexecuteinPD
1.Trainandrequire operator morecarefullyoncehandingtheprodusts.
Close
Janson
7-10
7-10
OK(Needcontinuouslyimprovement)
I-Shapeproductionline#019forCD-ROM
1.2.1
KANBAN
Kanbanforproductiontargetandactualoutputstillnotavailable
--
1.Adjusttarget:
I-Shape320pcs/h
Close
Janson/Philip
7-10
7-10
OK
1.2.2
Ass'y
Station#1
TVSchassisassyWIPwerestacked2pcsx2set
NotexecuteinPD
1.Re-trainoperator forqualityconcept
2.NeedtohighlightimmediatelyonceWIPq'tyovertarget
Close
Janson
7-10
7-10
OK
1.2.3
Ass'y
--
manystationshavenotspecifyWIPlocationby
yellowline
NotexecuteinPD
1.DefineWIPlocationforallrelatedprocess.
2.Lineleadercheckifanyabnirmality.
Close
Janson
7-10
7-10
OK
I-Shapeproductionline#018(�)forDVD-ROM
1.3.1
Ass'y
Station#13
roughhandling(knockingdrivetoworkingtableetc.)
NotexecuteinPD
1.Requireoperator morecarefullyoncehandingtheprodusts.
Close
Janson
7-10
7-10
OK
1.3.2
Ass'y
Station#17 �:
whynotwearingESDcoatevenPWBstillexpose
Notdefinebefore
1.RequireoperatortowearESDcoatonehandingit
2.DefineitinWI
Close
Janosn/Philip
7-14
7-12
OK
U-Shapeproductionline#295forCD-ROM
1.4.1
Ass'y
Station#5
stillalwaysholdingoilbrushwhiledoingskewadjustment
Notdefinebefore
1.Re-definethe locationincontainertoputoilbrush
2.Correctoperationhandingmethod,requiretoputthebrushtothefixedpositiononcecompetingoperation.
Close
Janson
7-10
7-10
1.NG(7/18AuditL017/L020PDhavenotexecutedcompletely.
2.7/22re-AuditOK.
1.4.2
Ass'y
Station#5
noproperlocationincontainertoputoilbrush
Notdefinebefore
1.Re-definethe locationincontainertoputoilbrush
Close
Janson
7-10
7-10
OK
1.4.3
Ass'y
Station#6
roughhandling(knockingdrivetoworkingtableetc.)
NotexecuteinPD
1.Requireoperator morecarefullyoncehandingtheprodusts.
Close
Janson
7-10
7-10
OK(Needcontinuouslyimprovement)
U-Shapeproductionline#296forCD-ROM
1.5.1
Ass'y
Station#1
operatorwearinglongaccessoryatlefthand
(touchingplasticpart)
Notdefinebefore
1.Takeoffthelongaccessoryimmediately.
2.Requireoperatorcannotwearanyaccessoryduringwork.
Close
Janson
7-10
7-10
OK(PD/IPQC/On-LineOQC)
1.5.2
Ass'y
Station#1
Greasingmachinewasmal-functionandoperatorwasusingsamebrushtoapplygreaseandfloiltomainframe
qualityconceptnotenough
1.Trainthisoperatorandallrelatedoperatoraboutqualityconcept.
2.Haveonebrudhasbufferincaseauto-machinedoesnotworkintime.
Close
Janson
7-10
7-10
OK(brushcontrolbycolor)
U-Shapeproductionline#281(ģ)forCD-ROM
1.6.1
Ass'y
Station#6
withoutwearingESDwriststrap,materialsupplyoperatorwashelpingtoremovePWBassyfromPEbag
Notdefinebefore
1.RequirealloperatorswearingESDcoatonceneedtouchingPWB.
2.DefineinWI.
Close
Janson/Philip
7-14
7-12
OK
U-Shapeproductionline#271forDVDCombo
1.7.1
Ass'y
Station#5
torquedrivermovingroute(U-shape)notspecifyinWI
torquedrivermovingroute(U-shape)notspecifyinWI
1.DefineinWIaboutscrewmovingroute
2.OperatorfollowWIstrictly.
Close
arrowcheng
7-10
7-10
OK
I-Shapeproductionline#9forCD-RW
1.8.1
Ass'y
Station#1
brushforfloilandforgreasemixedinsidesamecontainer
Notdefinebefore
1.Usedefferentcolorforbrushscontrol(brushforgreaseapplication,brushfornaphtha)andlocateseparately.
2.WIdefinethebrushoperation,operatorfollowWIstrictly..
Close
Pater
7-11
7-11
OK
1.8.2
Ass'y
Station#2
TVSchassisassyWIP15pcsputinsiderawTVSbox
HavenotexecutedbyfollowingWI
1.AddextraboxtokepOKprodusts,
2.Trainoperatorcannotmix productsinone box.
Close
Pater
7-12
7-12
OK
1.8.3
Ass'y
Station#11
ESDgroundingfortweezerswasnotconnected
Looseafterconnecting.
1.BindingupallgroundingwiresofESDtweezers.
2.PDdailyFAIcheck
3.Requireoperatorhighlightimmediatelyoncefoundsimilarproblem.
Close
Pater
7-13
7-13
OK
Slim
U-Shapeproductionline#1forDVDCombo
2.1.1
Ass'y
Station#1
Torquedrivernotfixedtohomepositionwithmagnet(HHisfixed,highriskforcausingscratchtohandetc.)
--
Bitmap1.Addmagnetforthisstationimmediately.
2.Reviewallrelatedstationstomakesurenoanysimilarproblem
Close
Yaofeng
Lily
7-12
7-12
OK
2.1.2
Ass'y
Station#2�
notwearingESDcoatandESDcap(processrelatedtoOPUhandling)
ESDvaltugeisisspec,notdefineclearly.
1.MeasureESDvalueforallrelatedstations,andallmeasurementdataisinspec.
2.ENGreviewthewholeprocessanddefinetheESD-concenredstationswhichneedwearingESDcoat.,
3.PDfollowedtheruletorequiretheoperatorto weartheESDcoat.
Close
Eric
7-15
7-15
OK
2.1.3
Ass'y
Station#4
ionizerislocatedtoohighandeasytochangeangle(cablefortorquedriverwastouchingitandcausedshifted)
ESDvaltugeisisspec,notdefineclearly.
1.TestESDvalueforallrelatedstations,andallmeasurementdataisinspec.
2.ENGdefinetheheightofionizerinproductionlineforallrelatedstations.
3.RequireoperatortodailychecktheionizerstatusandinformENGifanyabnormality.
Close
Eric
7-15
7-15
OK
2.1.4
Ass'y
Station#4�
airpressurewassetaccordingtonozzlecondition(170&140kPa)butchangedto165kPaforbothaftercomebackfrombreak,why?
Both170&140kPaareinspec.
ENGdidcheckbyeverytwohours,andchangedthenewairproofband;andchangedthevalueto165KPatogether.
1.Setthecontrollimitandmarkinchecksheet.
2.Requireoperatortohighlighttolineleaderocnefoundactualpressurevaueinlower/upperlimit
Close
Yaofeng
7-12
7-13
OK
2.1.5
Ass'y
Station#5
nolimitsamplefortraymovementNG
1.Haveexecutedsuchcheckinproductionline,buthavenotmakeSample.
Bitmap1.MakeaSample for Newcomertraing;
2.Makeasampleforthisstationofalllines.
Close
Simon
7-8
7-8
OK
2.1.6
Ass'y
Sub-station#1
samplingcheckforDCmotorleadscrewinsertionforceisnotstatedinWI
HaveexecutedalreadybutnotdefineinWI
1.UpdateWIatonce.
2.Oncefoundanydefectsinthisstations,reworkallaffectedq'ty.
3. Requireoperatortohighlightifsimilarprobleminotherstations
Close
Arrow
7-14
7-14
OK
2.1.7
Ass'y
Sub-station#2
solderingqualitycheckisnotstatedinWI
HaveexecutedalreadybutnotdefineinWI
1.UpdateWI
2.Requireoperatortohighlightifsimilarprobleminotherstations
Close
Arrow
7-14
7-14
OK
2.1.8
Ass'y
Station#8
traymovementcheck(2ndcheck)isnotstatedinWI
HaveexecutedalreadybutnotdefineinWI
1.UpdateWI
2.Requireoperatortohighlightifsimilarprobleminotherstations
Close
Arrow
7-14
7-14
OK
2.1.9
Labellingstation
--
aftercleaning,operatortouchingtopandbottomcoverwithbarefingers
HavenotawareofsuchRisk.
1.Improvethenormalflowas:
clean-->
 升级会员
升级会员 