焊接电弧焊的熔滴过渡形式你都了解吗?.pdf
《焊接电弧焊的熔滴过渡形式你都了解吗?.pdf》由会员分享,可在线阅读,更多相关《焊接电弧焊的熔滴过渡形式你都了解吗?.pdf(4页珍藏版)》请在冰点文库上搜索。
焊接电弧焊的熔滴过渡形式,你都了解吗?
熔滴是电弧焊时,在焊条(或焊丝)端部形成的和向熔池过渡的液态属滴。
熔滴通过电弧空间向熔池转移的过程称为熔滴过渡。
熔滴过渡对焊接过程的稳定性,焊缝形成,飞溅及焊接接头的质量有很的影响,因此了解这个问题对于掌握熔化极焊接艺是很重要的。
属熔滴向熔池过程的形式,致可分为三种:
即:
短路过渡、滴状过渡(颗粒过渡)、喷射过渡(射流过渡)为什么熔滴过渡会有上述这些不同的形式呢?
这是由于作于液体属熔滴上的外不同的缘故。
在焊接时,采取定的艺措施。
就可以改变熔滴上的作,也就使熔滴按们所需要的过渡形式焊条向熔池过渡。
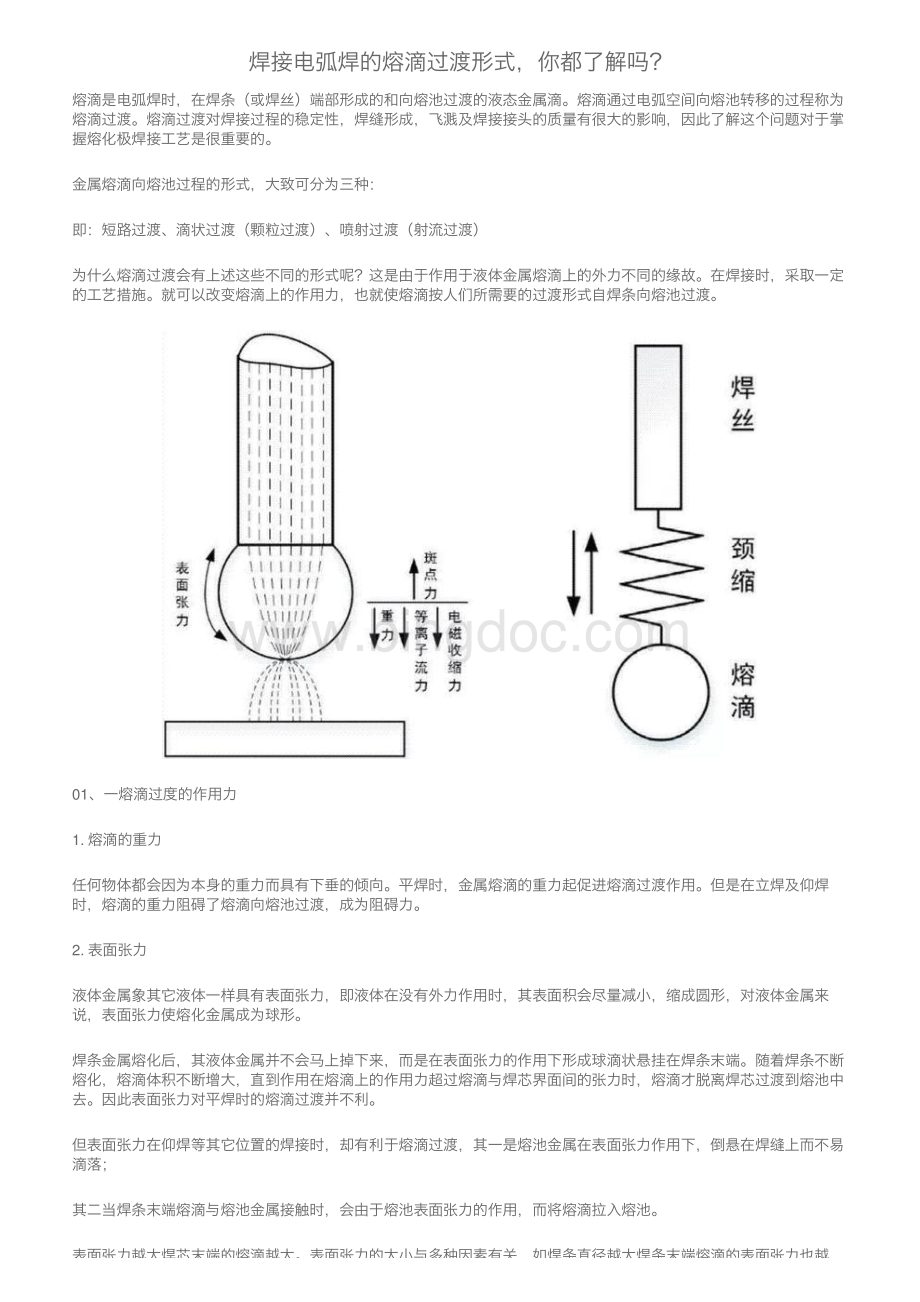
01、熔滴过度的作1.熔滴的重任何物体都会因为本的重具有下垂的倾向。
平焊时,属熔滴的重起促进熔滴过渡作。
但是在焊及仰焊时,熔滴的重阻碍了熔滴向熔池过渡,成为阻碍。
2.表张液体属象其它液体样具有表张,即液体在没有外作时,其表积会尽量减,缩成圆形,对液体属来说,表张使熔化属成为球形。
焊条属熔化后,其液体属并不会马上掉下来,是在表张的作下形成球滴状悬挂在焊条末端。
随着焊条不断熔化,熔滴体积不断增,直到作在熔滴上的作超过熔滴与焊芯界间的张时,熔滴才脱离焊芯过渡到熔池中去。
因此表张对平焊时的熔滴过渡并不利。
但表张在仰焊等其它位置的焊接时,却有利于熔滴过渡,其是熔池属在表张作下,倒悬在焊缝上不易滴落;其当焊条末端熔滴与熔池属接触时,会由于熔池表张的作,将熔滴拉熔池。
表张越焊芯末端的熔滴越。
表张的与多种因素有关,如焊条直径越焊条末端熔滴的表张也越表张越焊芯末端的熔滴越。
表张的与多种因素有关,如焊条直径越焊条末端熔滴的表张也越;液体属温度越,其表张越,在保护体中加氧化性体(ArO2ArCO2)可以显著降低液属的表张,有利于形成细颗粒熔滴向熔池过渡。
3.电磁(电磁收缩)异性相吸,则这两根导体彼此相吸,使这两根导体相吸的叫做电磁,向是从外向内,电磁的与两根导体的电流的乘积成正,即通过导体的电流越,电磁越。
在进焊接时,我们可以把带电的焊丝及焊丝末端的液体熔滴看做是由许多载流导体组成的。
这样,根据上述的电磁效应原理,不难理解,焊丝及熔滴上同样受有四周向中的径向收缩,因此称之为电磁压缩。
电磁压缩使焊条的横截具有缩的倾向,电磁压缩作在焊条的固态部分是不起作的,但是对焊条末端部的液体属来说却具有很的影响,促使熔滴很快形成。
在球形的属熔滴上,电磁垂直地作其表上,电流密度最的地将在熔滴的细径部分,这部分也将是电磁压缩作最的地。
因此随着颈部逐渐变细,电流密度增,电磁压缩也随之增强,则促使熔滴很快地,脱离焊条端部向熔池过渡。
这样就保证了熔滴在任何空间位置都能顺利过渡到熔化。
在焊接电流较和焊接的两种情况下,电磁压缩对熔滴过渡的影响是不同的。
焊接电流较时,电磁较,这时,焊丝末端的液体属主要受到两个的影响,个是表张,另个是重。
因此,随着焊丝不断熔化,悬挂在焊丝末端的液体熔滴的体积不断增,当体积增到定程度,其重以克服表张的时候,熔滴便脱离焊丝,在重作下落向熔池。
这种情况下熔滴的尺往往是较的。
这种熔滴通过电弧间隙时,常使电弧短路,产较的飞溅,电弧燃烧常不稳。
焊接电流较时,电磁压缩就较,相之下,重所起的作就很,液体熔滴主要是在电磁压缩的作下,以较的熔滴向熔池过渡,且向性较强,不论是平焊位置或仰焊位置,熔滴属在磁场压缩的作下,总是沿着电弧轴线焊丝向熔池过渡。
焊接时,般焊条或焊丝上的电流密度都较,因此电磁是焊接过程中促使熔滴过渡的个主要作。
在体保护杆时,通过调节焊接电流的密度来控制熔滴尺,是艺上的个主要段。
焊接是电弧周围的电磁,除了上述的作以外,还能产另外种作,这就是由于磁场强度分布不均匀产的焊接是电弧周围的电磁,除了上述的作以外,还能产另外种作,这就是由于磁场强度分布不均匀产的。
因为焊条属的电流密度于焊件的密度,因此在焊条上所产的磁场强度要于焊件上所产的磁场强度,因此产了个沿焊条纵向的场。
它的作向是由磁场强度的地(焊条)指向磁场强度的地(焊件)所以论焊缝的空间位置如何,始终是有利于熔滴向熔池过渡的。
4.极点压(斑点)在焊接电弧中的带电微粒主要是电和正离,由于电场的作,电线阳极运动,正离向阴极运动,这些带电粒撞击在两极的辉点上,便产了。
在直流正接时,阻碍熔滴过渡的正离的压。
反接时阻碍熔滴过渡的是电的压。
由于正离电的质量,所以正离流的压要电流的压。
因此,反接时容易产细颗粒过渡,正接则不容易,这就是极点压不同的缘故。
5.体的吹(等离流)在电弧焊时,焊条药的熔化稍微落后于焊芯的熔化,在药末端形成段尚未熔化的“喇叭”形套管。
套管内有量的药造剂分解产的体以及焊芯中碳元素氧化成的CO体,这些体因加热到温,体积急剧膨胀,并顺着未熔化套管的向,以挺直(直线的)稳定的流冲去,把熔滴吹到熔池中去,不论焊缝的空间位置怎样,这种流都将有利于熔滴属的过渡。
02、熔滴过渡的形式按照焊接参数的从到依次为:
短路过度,滴状过渡,喷射过渡。
1.短路过渡焊条(或焊丝)端部的熔滴与熔池短路接触,由于强烈过热和磁收缩的作使其爆断直接向熔池过渡的形式称为短路过渡。
短路过渡能在功率电弧下(电流,低电弧电压)实现稳定的属熔滴过渡和稳定的焊接过程。
所以适合于薄板或需低热输的情况下的焊接。
实现的参数是:
焊接电流于200A2.滴状过度(颗粒过渡)当电弧长度超过定值时,熔滴依靠表张的作可以保持在焊条(或焊丝)端部由长,当促使熔滴下落的;(如重,电磁等)于表张时,熔滴就离开焊条(或焊丝)由过渡到熔池,不发短路,如图4所。
滴状过渡形式可分为粗滴过渡和细滴过渡。
粗滴过渡就是熔滴呈粗颗粒状向熔池由过度的形式。
由于粗滴过渡飞溅,电弧不稳定,不是焊接作所希望的。
在焊接过程中熔滴尺的与焊接电流,焊丝成分,药成分有关系。
实现条件是:
焊接电流200-300A(100%CO2),富氩混合体200-280A。
3.喷射过渡(也叫射流过渡)熔滴呈细颗粒并以喷射状态快速通过电弧空间向熔池过渡的形式称为喷射过渡。
熔滴的尺随着焊接电流的增减。
在弧长定时,当焊接电流增到定数值后,即出现喷射过渡状态。
这需要强调指出的是产喷射过渡除了要有定的电流密度外,还必须要有定的电弧长度(电弧电压)如果电弧电压太低(弧长太短)不论电流数值有多,也不可能产喷射过渡。
喷射过度的特点是熔滴细,过渡频率,熔滴沿焊丝的轴向以告速度向熔池运动,并且有电弧稳定,飞溅,熔深,焊缝成形美观,产效率等优点。
实现条件:
富氩体,焊接电流280-350A。
 升级会员
升级会员 