VDA6.3_2023版审核检查表.xls
《VDA6.3_2023版审核检查表.xls》由会员分享,可在线阅读,更多相关《VDA6.3_2023版审核检查表.xls(29页珍藏版)》请在冰点文库上搜索。
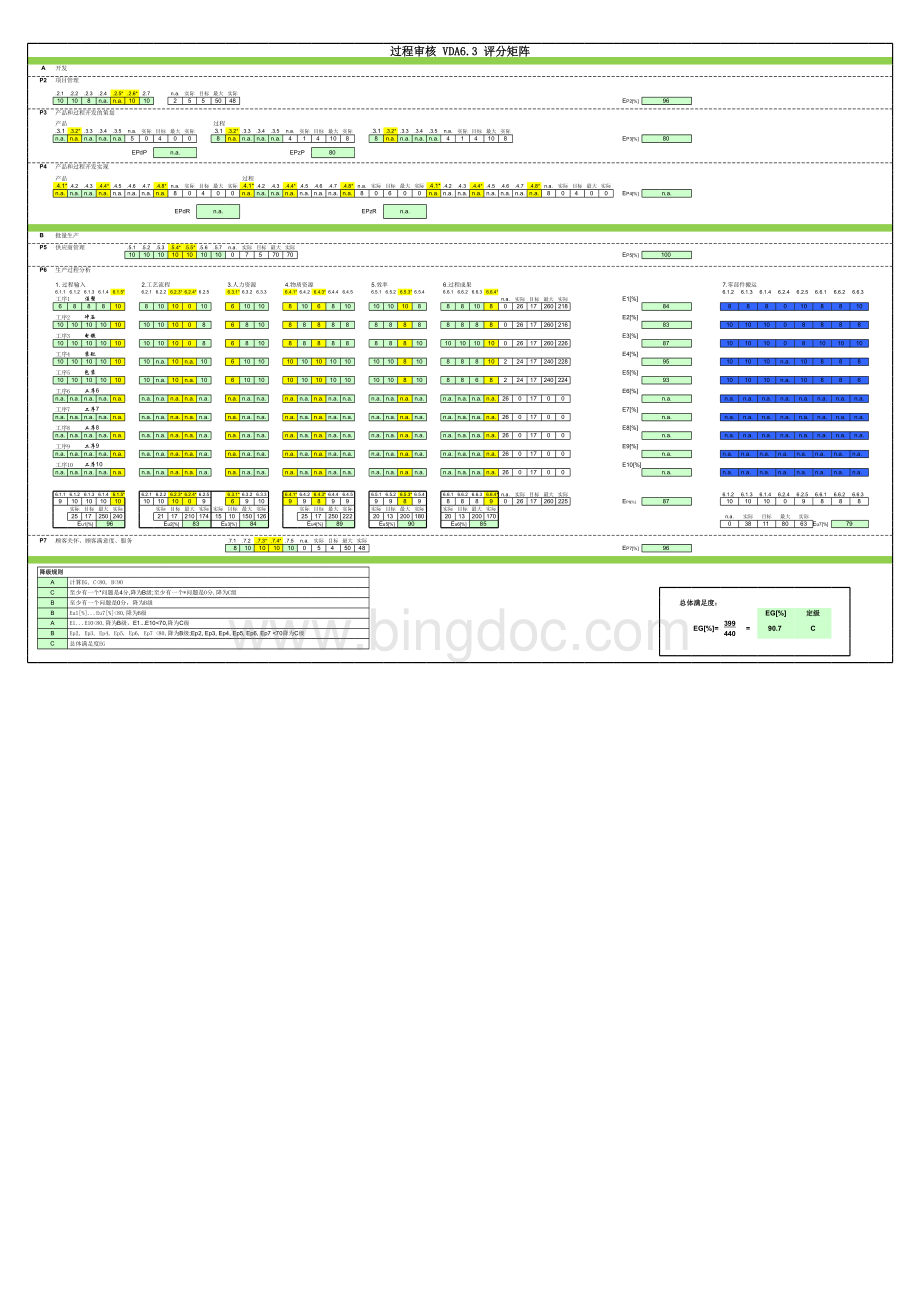
过过程程审审核核VDA6.3VDA6.3评评分分矩矩阵阵A开发P2项目管理.2.1.2.2.2.3.2.4.2.5*.2.6*.2.7n.a.实际目标最大实际10108n.a.n.a.10102555048EP2%96P3产品和过程开发的策划产品过程.3.1.3.2*.3.3.3.4.3.5n.a.实际目标最大实际.3.1.3.2*.3.3.3.4.3.5n.a.实际目标最大实际.3.1.3.2*.3.3.3.4.3.5n.a.实际目标最大实际n.a.n.a.n.a.n.a.n.a.504008n.a.n.a.n.a.n.a.4141088n.a.n.a.n.a.n.a.414108EP3%80EPdPn.a.EPzP80P4产品和过程开发实现产品过程.4.1*.4.2.4.3.4.4*.4.5.4.6.4.7.4.8*n.a.实际目标最大实际.4.1*.4.2.4.3.4.4*.4.5.4.6.4.7.4.8*n.a.实际目标最大实际.4.1*.4.2.4.3.4.4*.4.5.4.6.4.7.4.8*n.a.实际目标最大实际n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.80400n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.80600n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.80400EP4%n.a.EPdRn.a.EPzRn.a.B批量生产P5供应商管理.5.1.5.2.5.3.5.4*.5.5*.5.6.5.7n.a.实际目标最大实际101010101010100757070EP5%100P6生产过程分析1.过程输入2.工艺流程3.人力资源4.物质资源5.效率6.过程成果7.零部件搬运6.1.16.1.26.1.36.1.46.1.5*6.2.16.2.26.2.3*6.2.4*6.2.56.3.1*6.3.26.3.36.4.1*6.4.26.4.3*6.4.46.4.56.5.16.5.26.5.3*6.5.46.6.16.6.26.6.36.6.4*6.1.26.1.36.1.46.2.46.2.56.6.16.6.26.6.3工序1注塑n.a.实际目标最大实际E1%6888108101001061010810681010101088810802617260218848880108810工序2冲压E2%10101010101010100868108888888888888026172602168310101008888工序3电镀E3%1010101010101010086810888888881010101010026172602268710101008101010工序4装配E4%101010101010n.a.10n.a.106101010101010101010810888102241724022895101010n.a.10888工序5包装E5%101010101010n.a.10n.a.10610101010101010101081088682241724022493101010n.a.10886工序6工序6E6%n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.2601700n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.工序7工序7E7%n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.2601700n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.工序8工序8E8%n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.2601700n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.工序9工序9E9%n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.2601700n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.工序10工序10E10%n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.2601700n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.6.1.16.1.26.1.36.1.46.1.5*6.2.16.2.26.2.3*6.2.4*6.2.56.3.1*6.3.26.3.36.4.1*6.4.26.4.3*6.4.46.4.56.5.16.5.26.5.3*6.5.46.6.16.6.26.6.36.6.4*n.a.实际目标最大实际6.1.26.1.36.1.46.2.46.2.56.6.16.6.26.6.3910101010101010096910998999989888902617260225EP6%8710101009888实际目标最大实际实际目标最大实际实际目标最大实际实际目标最大实际实际目标最大实际实际目标最大实际251725024021172101741510150126251725022220132001802013200170n.a.实际目标最大实际Eu1%96Eu2%83Eu3%84Eu4%89Eu5%90Eu6%85038118063Eu7%79P7顾客关怀、顾客满意度、服务.7.1.7.2.7.3*.7.4*.7.5n.a.实际目标最大实际8101010100545048EP7%96降降级级规规则则A计算EG,C80,B90C至少有一个*问题是4分,降为B级;至少有一个*问题是0分,降为C级B至少有一个问题是0分,降为B级总总体体满满足足度度:
BEu1%.Eu7%80,降为B级EG%定定级级AE1.E1080,降为B级,E1.E1070,降为C级EG%=399=90.7CBEp2,Ep3,Ep4,Ep5,Ep6,Ep780,降为B级;Ep2,Ep3,Ep4,Ep5,Ep6,Ep770降为C级440C总体满足度EG过过程程审审核核VDA6.3VDA6.3评评分分矩矩阵阵A开发P2项目管理.2.1.2.2.2.3.2.4.2.5*.2.6*.2.7n.a.实际目标最大实际10108n.a.n.a.10102555048EP2%96P3产品和过程开发的策划产品过程.3.1.3.2*.3.3.3.4.3.5n.a.实际目标最大实际.3.1.3.2*.3.3.3.4.3.5n.a.实际目标最大实际.3.1.3.2*.3.3.3.4.3.5n.a.实际目标最大实际n.a.n.a.n.a.n.a.n.a.504008n.a.n.a.n.a.n.a.4141088n.a.n.a.n.a.n.a.414108EP3%80EPdPn.a.EPzP80P4产品和过程开发实现产品过程.4.1*.4.2.4.3.4.4*.4.5.4.6.4.7.4.8*n.a.实际目标最大实际.4.1*.4.2.4.3.4.4*.4.5.4.6.4.7.4.8*n.a.实际目标最大实际.4.1*.4.2.4.3.4.4*.4.5.4.6.4.7.4.8*n.a.实际目标最大实际n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.80400n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.80600n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.80400EP4%n.a.EPdRn.a.EPzRn.a.B批量生产P5供应商管理.5.1.5.2.5.3.5.4*.5.5*.5.6.5.7n.a.实际目标最大实际101010101010100757070EP5%100P6生产过程分析1.过程输入2.工艺流程3.人力资源4.物质资源5.效率6.过程成果7.零部件搬运6.1.16.1.26.1.36.1.46.1.5*6.2.16.2.26.2.3*6.2.4*6.2.56.3.1*6.3.26.3.36.4.1*6.4.26.4.3*6.4.46.4.56.5.16.5.26.5.3*6.5.46.6.16.6.26.6.36.6.4*6.1.26.1.36.1.46.2.46.2.56.6.16.6.26.6.3工序1注塑n.a.实际目标最大实际E1%6888108101001061010810681010101088810802617260218848880108810工序2冲压E2%10101010101010100868108888888888888026172602168310101008888工序3电镀E3%1010101010101010086810888888881010101010026172602268710101008101010工序4装配E4%101010101010n.a.10n.a.106101010101010101010810888102241724022895101010n.a.10888工序5包装E5%101010101010n.a.10n.a.10610101010101010101081088682241724022493101010n.a.10886工序6工序6E6%n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.2601700n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.工序7工序7E7%n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.2601700n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.工序8工序8E8%n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.2601700n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.工序9工序9E9%n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.2601700n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.工序10工序10E10%n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.2601700n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.n.a.6.1.16.1.26.1.36.1.46.1.5*6.2.16.2.26.2.3*6.2.4*6.2.56.3.1*6.3.26.3.36.4.1*6.4.26.4.3*6.4.46.4.56.5.16.5.26.5.3*6.5.46.6.16.6.26.6.36.6.4*n.a.实际目标最大实际6.1.26.1.36.1.46.2.46.2.56.6.16.6.26.6.3910101010101010096910998999989888902617260225EP6%8710101009888实际目标最大实际实际目标最大实际实际目标最大实际实际目标最大实际实际目标最大实际实际目标最大实际251725024021172101741510150126251725022220132001802013200170n.a.实际目标最大实际Eu1%96Eu2%83Eu3%84Eu4%89Eu5%90Eu6%85038118063Eu7%79P7顾客关怀、顾客满意度、服务.7.1.7.2.7.3*.7.4*.7.5n.a.实际目标最大实际8101010100545048EP7%96降降级级规规则则A计算EG,C80,B90按照产品组的总体满足度:
EG(PGN)%C至少有一个*问题是4分,降为B级;至少有一个*问题是0分,降为C级B至少有一个问题是0分,降为B级产品组过程步骤EG(PGN)%定级总总体体满满足足度度:
BEu1%.Eu7%80,降为B级a-1233E1+E385.4CEG%定定级级AE1.E1080,降为B级,E1.E1070,降为C级b-32333E2+E385.0CEG%=399=90.7CBEp2,Ep3,Ep4,Ep5,Ep6,Ep780,降为B级;Ep2,Ep3,Ep4,Ep5,Ep6,Ep7=1.33。
对于不能证明能力的指定的特性,要求开展100%的全检。
设施、工装、搬运设备的可用性和条件要满足实际量产要求。
针对选定的特性或关键过程参数(例如,压力、时间、温度)的机器/过程能力证明输出/产能在超出极限要求/参数情况下的报警(例如,声音、目视信号、自动停线、退件)上件和剔除装置备用模具的能力工装、夹具的可重复使用性P6.4.2生生产产设设备备/工工具具的的维维护护保保养养是是否否受受控控?
确定并实施所有设施、设备、机器和工装模具的维护保养(保养、检测、维修)。
对实施的维护保养活动(计划的和非计划的)进行记录,并对其如何改进加以分析。
有效地执行流程来对停线时间、机器负荷以及模具寿命开展分析和优化。
识别关键过程和瓶颈设备,并按照基于风险考虑而制定出的维护保养方案来实施和记录相应的维护保养活动(预防性或预测性)。
备件要确保。
为实施必要的维护保养所需的资源必须到位。
实施模具管理系统,具体涉及以下一些事项:
使用状态标记(合格/不合格)模具履历,其中包括对模具的历次变更模具寿命模具的所有权信息(例如顾客资产)相关的技术文件的具备/使用维护保养计划和维护保养任务薄弱点风险对于容易磨损的工装模具制定预防性更换计划上料取料搬运存储所用到的工具设备涉及关键过程的生产设备的备件/替代件到位情况遵守规定的维护保养周期维护保养的记录对维护保养周期,定期做适用性检查委外的维护保养P6.4.3通通过过使使用用的的测测量量和和试试验验设设备备,是是否否能能够够有有效效地地监监控控质质量量要要求求?
*选用的测量和试验设备/装置适用于生产中的实际用途和操作,并且也被收录在控制计划中。
针对所使用的测量和试验设备/装置,开展了测量设备能力研究。
落实针对测量和试验设备/装置的标识系统。
这些设备的管理是基于标识系统开展的。
定义并且实施定期监控测量和检验设备的流程(定义了收集/返还职责)。
同时,还要考虑到集成在生产过程中的、对产品特性有影响的测量装置的校准。
对于影响到测量结果的测量和试验的附属装置,要采取同样的方式加以监控。
控制计划试验设备能力测量设备能力测量过程能力数据采集和可评价性检测设备的校准证明同顾客的检测设备/测量方法进行对比(例如,实验室比较)检验标签或证书参考件/设置样件(例如,防错样件)P6.4.4加加工工工工位位以以及及检检验验工工位位是是否否满满足足具具体体的的要要求求?
加工工位及周边布置的条件环境适合于生产操作和产品的要求,从而可以预防或避免污染、损伤、混料。
这也适用于临时的和永久的返工返修、拣选、检验工位。
除此以外,还根据具体的工作任务,在人机工程学的基础上对加工工位设计进行了调整。
照明整洁和清洁空调噪音污染洁净室/洁净间工位布置周边布置/加工工位上零部件的取放P6.4.5是是否否根根据据要要求求,正正确确的的存存放放工工具具、装装置置和和检检验验工工具具?
模具、装置和检验工具(包括检具)都必须适当地加以存放和管理。
这也同样适用于不使用的和/或尚未批准的模具、装置和检验工具。
所有的模具、装置和检验工具都必须标记其当前状态以及可追溯的变更等级(变更历史)。
必须确保在仓储过程中不会受损,并且落实措施,防止受环境因素的影响。
最后,还需要保证整洁和清洁。
发放和使用都要加以规范/控制,并且相应做好记录。
防止受损的仓储整洁和清洁定义的仓储位置环境因素的影响状态标记顾客资产标识,提供的、租借的产品/模具/检验工具批准状态和变更等级上料取料搬运存储所用到的工具设备参考件/设置样件(例如,防错样件)过过程程要要素素P6P6:
生生产产过过程程分分析析P6.5过过程程落落实实的的效效率率如如何何?
(效效率率,效效能能,避避免免浪浪费费)最最低低要要求求/重重要要评评审审基基于于产产品品风风险险,要要求求和和证证明明的的可可能能性性示示例例P6.5.1是是否否为为制制造造过过程程设设定定目目标标要要求求?
为过程确定具体的目标(生产产量,质量数据/失效率、审核结果、单件生产时间、缺陷成本及过程能力指数/Cpk),并且开展监控和联络沟通。
目标要求是协商确定的、可行的,同时确保目标要求的更新。
设定目标时要考虑到顾客要求。
定期开展设定数据与实际数据的比较。
设备和机器的利用率单位时间产量返工,报废一次检验合格率、FTQ、直通率质量数据(例如缺陷率,审核结果)过程数据(过程能力)减少浪费(例如报废和返工,能源和过程物料)P6.5.2对对收收集集的的质质量量和和过过程程数数据据是是否否可可以以开开展展评评价价?
必须定义和规范质量数据和过程参数(设定值),这些数据对于证明产品一致性来说是必要的。
记录实际数据(实际值),用于展示对目标要求的符合性。
这些数据必须确保可用以评价。
对异常情况进行记录(班次日志/设备日志)。
收集的数据要与产品和过程相关,数据来源是实际的、易获取的、可查的、可存档的。
要考虑追溯性要求。
对收集的数据进行分析,并启动相应的改进措施。
潜在的改进必须根据质量、成本、服务的先前问题来持续开展。
导致过程或产品发生偏离的事件,及其相关措施,被体现在相应的风险分析(例如FMEA)当中。
缺陷收集卡控制图特殊特性过程参数(温度,时间,压力.)生产数据采集故障信号(例如停线,断电,程序故障报警)参数变化失效类型/失效频率失效成本(不符合)报废/返工隔离通知/拣选行动节拍时间,周期时间SPC柏拉图分析因果图风险分析(FMEA、FTA)追溯方案P6.5.3一一旦旦与与产产品品和和过过程程要要求求不不符符,是是否否对对原原因因进进行行分分析析,并并且且检检验验纠纠正正措措施施的的有有效效性性?
*如发生对产品/过程要求的偏离,在失效原因消除及措施有效性验证前,必须采取适当应急措施以便满足要求。
对这些措施相关员工要清楚。
应用了适当的原因分析方法。
制定纠正措施,对其实施进行监控,并且对其有效性加以验证。
对控制计划和风险分析(例如FMEA)进行必要的更新。
对于影响到交付产品的不符合情形,必须与顾客沟通。
8D方法因果图Shainin,Taguchi5Why方法FMEA/失效分析过程能力分析质量控制环/质量环分析评价方法直至顾客的信息流产品FMEA和过程FMEA偏差许可/特殊放行补充的尺寸、材料、功能、耐久性检验试验P6.5.4对对过过程程和和产产品品是是否否定定期期开开展展审审核核?
制定并实施产品审核方案和过程审核方案。
考虑到顾客要求。
产品审核和过程审核的实施要着眼于具体风险和薄弱点的识别及其措施。
对不符合项进行根本原因分析,制定并实施纠正措施,对措施的实施进行跟踪,对措施的有效性进行验证。
定期开展产品审核并加以记录。
产品审核针对的是成品,必要时也可针对半成品。
产品审核中要对规定的特性按照其技术规范进行检测。
对于影响到交付产品的不符合情形,必须与顾客沟通。
产品审核和过程审核技术规范特殊特性产品审核和过程审核的审核方案,包括计划内的以及具体事件触发的审核审核频率审核要求审核结果,审核报告审核员资质过程审核过程参数/过程能力产品审核标识,包装检测设备使用安排过过程程要要素素P6P6:
生生产产过过程程分分析析P6.6过过程程应应取取得得怎怎样样的的成成果果?
(过过程程成成果果/输输出出)最最低低要要求求/重重要要评评审审基基于于产产品品风风险险,要要求求和和证证明明的的可可能能性性示示例例P6.6.1产产量量/生生产产批批量量是是否否是是根根据据需需要要确确定定的的,并并且且有有目目的的地地运运往往下下道道工工序序?
必须使用合适的运输方式,将零件/部件送至指定的存储区/地点。
要考虑到订单数量/批次大小,从而仅将所需数量的零部件/材料传递给约定的地点。
(零部件、料箱上的)标识必须体现出零部件的当前状态(合格件/已返工件/报废品,等等)。
还要考虑到零部件的变更等级。
必须杜绝不合格零部件被进一步制造/传递。
足够的合适的运输工具定义的仓储位置看板管理FIFOJIT/JIS仓库管理变更状态库存量根据顾客需求确定生产数量零部件和料箱的特殊要求(电子元器件的ESD防护,异物控制)P6.6.2是是否否根根据据要要求求对对产产品品/零零部部件件进进行行适适当当仓仓储储,所所使使用用的的运运输输设设备备/包包装装方方式式是是否否与与产产品品/零零部部件件的的特特殊殊特特性性相相互互适适应应?
必须通过合适的仓储和包装,保护产品/零部件,避免受到损伤。
关于包装的内部要求和顾客要求必须清楚,并加以落实。
仓储区/容器必须满足清洁要求。
必须监控规定的仓储时间(最长、最短仓储时间,规定的中间临时仓储时间)。
在制造、仓储和发运过程中,必须保护零部件,防止受到环境/气候因素的影响。
上述要求既适用于内部生产过程中的也适用于发运过程中的搬运处置。
防止受损零部件的定置定位整洁,清洁,不过量装填(仓储位置,容器)仓储时间/仓储数量的监控环境和气候影响内部包装要求和顾客特殊包装要求顾客的包装(包括提供的包装)可用的库存的信息备用包装包装的清洁要求充足的包装数量P6.6.3是是否否对对必必要要的的记记录录和和放放行行进进行行文文件件记记录录?
容器/批次/料箱/零部件批准状态的标识必须加以规范。
批准放行的产品/零部件必须清楚标识,批准状态明确。
对特殊放行和偏差许可必须加以标识和文件记录,从而保证可追溯性。
文件记录的内容要涵盖所涉及的时间段和/或零部件的数量,这些记录的具体信息要包含到零部件/料箱的标识。
内部以及顾客对返工后零件的标识要求必须予以执行和记录(例如,数量/件数/标识/用处),必须确保对这些件的额外追溯。
针对存档要求以及存档时间,要考虑到顾客要求。
有文件化和存档要求的特性的测试结果要进行相应记录。
顾客技术规范特殊特性顾客对标识的要求顾客对存档期限的要求存档规定/要求(电子数据,纸张,防火要求,可读性.)末件检验零件履历对特殊放行的标识P6.6.4成成品品的的交交付付方方面面是是否否满满足足顾顾客客要要求求?
*对成品的顾客特定要求(交货能力、质量目标、质量绩效)必须清楚并进行跟踪。
对不符合情形制定并执行纠正措施。
成品按照顾客要求来发运。
对顾客提供的产品的使用要加以规范并落实。
如出现发货阻断影响到顾客时,要通知顾客,并协
 升级会员
升级会员 