年产30000m3刨花板生产线工艺设计.docx
《年产30000m3刨花板生产线工艺设计.docx》由会员分享,可在线阅读,更多相关《年产30000m3刨花板生产线工艺设计.docx(24页珍藏版)》请在冰点文库上搜索。
年产30000m3刨花板生产线工艺设计
1,设计要求
1.1,年产30000m3渐变结构刨花板车间工艺布置图
1.2,原料:
小径原木马尾松,胶合板木芯
1.3,生产方法:
连续式平压机
1.4,产品规格:
2440×1220×16mm密度:
0.75g/cm3 含水率:
10%
1.5,生产质量:
符合GB/T4897-03
2,设计方案
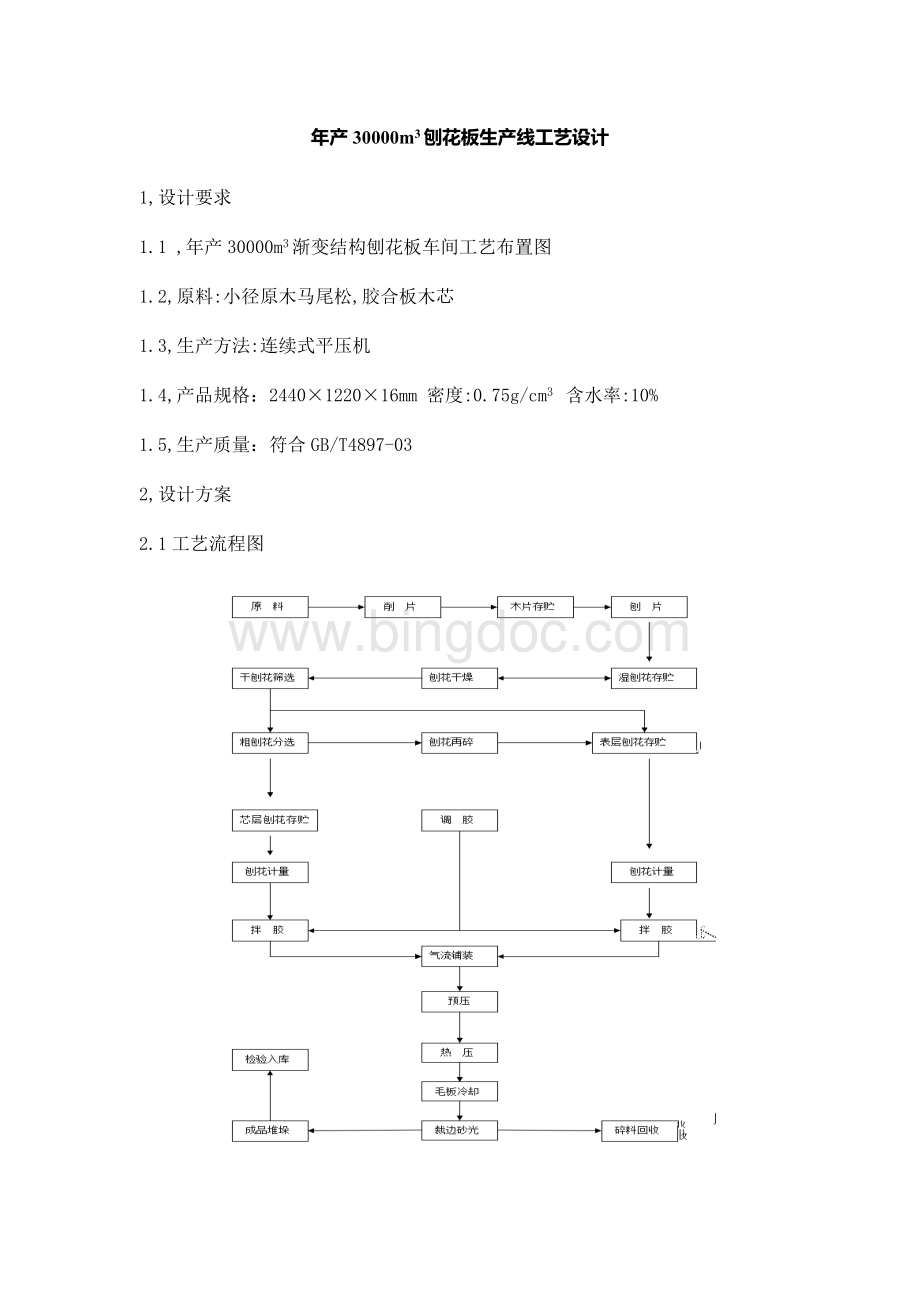
2.1工艺流程图
2.2,工艺参数
2.2.1,原材料
2.2.1.1,主要原料
来源:
马尾松绝干密度:
0.44g/cm3 含水率:
60%
2.2.1.2,辅助材料
胶黏剂:
固含量为60%的脲醛树脂胶
用量为绝干刨花的10%
固化剂:
氯化铵溶液用量为固态胶黏剂的1%
防水剂:
石蜡乳液用量为绝干刨花的1%
捕捉剂:
氨水溶液用量为固态胶黏剂的5%
2.2.2施胶量:
表层刨花12%芯层刨花8%
2.2.3板坯表芯层刨花量:
表层刨花40%芯层刨花60%
2.2.4单层连续式热压机
压力P=3.0MPa温度T=200℃加压时间t=0.4min/mm
2.2.5转子式干燥机
压力P=1.3MPa
干燥前刨花含水率=60%
干燥后刨花含水率=5%
3设计验算
3.1制定和验算生产能力
热压机幅面宽2540mm,毛板厚度17mm
完成产品设计产量,热压机输送带理论运行速度
m/min
式中:
——热压机理论运输平均速度;
Q——年产量,设计任务书给定量30000m3;
T——日工作时,22.5小时;
B——刨花板净宽,取2.44m;
H—-刨花板净厚,取0.016m;
K——压机工作时间利用系数,为0.96~0.98这里取0.98;
Y——车间年工作日,取280d;
热压机输送带理论平均运行速度
取热压机真正运行速度<< 取=2.2m/min
考虑砂光量和裁边量,规格锯割量10%,产品合格率为98%,则实际年产量 =35190.32×(1-10%)×0.98=31037.86m3 >30000m³满足条件
3.2原、辅材料的需求量
以年产3万m3单层连续式压机生产线为设计依据,计算厚度为17mm,计算密度为750kg/m3,工作制度:
年工作日为280天,每天3班,每天有效工作小时为22.5小时,毛板含水率10%,胶耗量为绝干刨花重的10%,防水剂石蜡耗量为绝干刨花重的1%,固化剂耗量为胶耗量的1%,捕捉剂耗量为胶耗量的5%。
扣除水分后的1m3成品板的重量:
3.11m3刨花板成品板所需消耗的原料量
设1m3刨花板成品板消耗的绝干刨花的重量G0
1m3刨花板成品板含有的化学原料表
序号
项目
计算公式
计算结果(kg/m3)
1
胶量
611×10%
61.00
2
防水剂量
611×1%
6.10
3
固化剂量
611×10%×1%
0.61
4
捕捉剂量
611×10%×5%
3.05
3.2生产1m3刨花板成品板原料的损失量
(1)砂光工序损失率为6.5%
砂光工序损失量
砂光时各材料的损失情况
序号
项目
计算公式
计算结果(kg/m3)
1
绝干刨花损失量:
42.47
42.47
2
胶损失量:
42.47×10%
4.24
3
防水剂损失量:
42.47×1%
0.42
4
固化剂损失量:
42.47×10%×1%
0.04
5
捕捉剂损失量:
42.47×10%×5%
0.21
⑶截边截断工序损失率为2.3%。
截边截断工序后生产1m3刨花板成品板所需的原料总重为砂光前原料总重
截边截断工序损失量
裁边时各材料的损失情况
序号
项目
计算公式
计算结果(kg/m3)
1
绝干刨花损失量:
15.38
15.38
2
胶损失量:
15.38×10%
1.53
3
防水剂损失量:
15.38×1%
0.15
4
固化剂损失量:
15.38×10%×1%
0.01
5
捕捉剂损失量:
15.38×10%×5%
0.08
⑷铺装成型、横截及热压工序损失率为0.3%。
铺装成型、横截及热压工序后生产1m3刨花板成品板所需绝干刨花重
成型热压工序损失量
成型时各材料的损失情况
序号
项目
计算公式
计算结果(kg/m3)
1
绝干刨花损失量:
2.01
2.01
2
胶损失量:
2.01×10%
0.20
3
防水剂损失量:
2.01×1%
0.02
4
固化剂损失量:
2.01×10%×1%
0.002
5
捕捉剂损失量:
2.01×10%×5%
0.01
⑸施胶工序损失率为0.2%
施胶后生产1m3刨花板成品板所需的原料总重
施胶工序损失量
施胶时各材料的损失情况
序号
项目
计算公式
计算结果(kg/m3)
1
绝干刨花损失量:
1.34
1.34
2
胶损失量:
1.34×10%
0.13
3
防水剂损失量:
1.34×1%
0.01
4
固化剂损失量:
1.34×10%×1%
0.001
5
捕捉剂损失量:
1.34×10%×5%
0.007
⑹分选工序损失率为3.5%
分选工序后生产1m3刨花板成品板所需的原料总重
分选工序损失量
⑺干燥工序的损失量为3.5%
干燥工序后生产1m3刨花板成品板所需的绝干木材重
干燥工序损失量
⑻刨花制备的损失率为4.5%
刨花制备工序后生产1m3刨花板成品板所需的绝干木材重
刨花制备工序损失量
生产1m3刨花板成品板所需的绝干木材重
3.31m3刨花板成品板原辅材料平衡表
1m3刨花板原辅材料平衡表
序号
名称
工序前数量绝干(kg)
工序损失量绝干(固体)(kg)
木质原料
胶原料
辅助原料
损失率
(%)
木质原料
胶原料
辅助原料
1
刨花制备
755.85
4.5
34.01
2
干燥
721.84
3.5
25.26
3
分选
696.58
3.5
22.47
4
施胶
672.20
67.22
10.75
0.2
1.34
0.13
0.17
5
成型热压
670.86
60.11
9.62
0.3
2.01
0.20
0.15
6
截边横截
668.85
59.93
9.59
2.3
15.38
1.54
0.22
7
砂光
653.47
58.55
9.37
6.5
42.47
4.25
0.61
8
成品
610.99
54.75
8.76
3.4生产1m3刨花板成品板所需的原辅材料量的计算
经计算:
生产1m3刨花板成品板所需的绝干木材量为:
755.85kg
施胶前生产生产1m3刨花板成品板所需的绝干木材量为672.20kg
胶黏剂的需要量:
防水剂需要量:
(
固化剂量:
甲醛捕捉剂量:
2.5年产31038m3刨花板成品板所需的原辅材料年消耗量计算
年产31038m3刨花板原辅材料年消耗量
序号
项目
单耗
计算公式
年耗(t)
1
原材料木材
755.85(kg/m3)
755.85×31038÷1000
23460.07
2
胶的用量
67.22(kg/m3)
67.22×31038÷1000
2086.37
3
防水剂用量
6..72(kg/m3)
6.72×31038÷1000
208.64
4
固化剂用量
0.67(kg/m3)
0.67×31038÷1000
20.86
5
捕捉剂用量
3.36(kg/m3)
3.36×31038÷1000
104.29
4年需木材材积
经计算,生产厚度为16mm,密度为0.75g/cm3,日产量110.85m3 的成品板需要绝干木材83.78t;
按马尾松的绝干密度算需要需要木材体积 83.78/0.44=190.41m³/d
车间小时设计产量83780÷22.5=3723.55kg/h
各工序木材小时用量
工序 每立方米成品板需绝干 绝干木材小 含水率 该含水率下木材
刨花用量kg/m3 时用量kg/h % 小时用量kg/h
砂光前 653.473219.11 103541.02
裁边截断前668.853294.89103624.38
铺装热压前670.86 3304.80 143767.47
施胶前672.203311.4353477.00
分选前696.583431.5353603.11
干燥前721.84 3555.99 605689.58
刨片前755.853723.55605957.68
年产3万立方米刨花板生产线主要技术经济指标
序号
项目
单位
数量
备注
1
幅面
㎜
1220×2440
2
厚度
㎜
16
3
密度
g/cm³
0.75
4
年原材料消耗木材
t/a
23460.07
绝干
5
脲醛树脂胶
t/a
2086.37
绝干
6
固化剂
t/a
208.64
纯度100%
7
防水剂
t/a
20.86
固体石蜡
8
捕捉剂用量
t/a
104.29
纯度100%
9
生产用水量
t/h
4~10
10
压缩空气消耗量
m3/min
3.6
11
热能消耗量
kcal/h
500×104
12
设备装机容量
kw
1144
13
车间定员
人
85
14
年工作日
天
280
15
日工作班次
班次
3
16
日工作有效时间
h
22.5
17
生产车间总面积
㎡
4566
18
原料存储面积
㎡
25000
5工艺设备选型
综合考虑生产线在投入产出比、产品质量与价位、生产成本与经济效益等因素,为保证产品质量,增强产品的市场竞争力,本项目拟采用招标方式采购国内先进设备,从而确保生产线保持较理想状态,产品质量达到国家标准或用户要求。
5.1生产设备及辅助设备管理的一般要求:
1)各工段必须落实专职人员负责,必须制定严格的设备操作规程。
2)必须严格管理制度,强化职业培训和岗位责任制,充分发挥杂职人员的积极性和创造性。
3)必须加强消防、锅炉、制胶、电力、环保、维修、产品后处理等各个方面的统一领导和指挥,真正实现全面质量的管 理,以保证或的优质高效的劳动生产率。
4)必须重视和加强生产线中是试检设备及刃磨维修设备等辅助设备术管理。
5)为了保证产品质量,必须配齐各种物理和化学检测设备。
6)为了保证调胶的准确性,充分的有效节约胶和原材料,必须购买先的设备。
7)为了使用压缩空气的设备正常运转,必须配置高效的空气压机及两台贮气罐。
8)为了保证质量,必须充足的饱和蒸汽和稳定的蒸汽压力(>=1.3MPa)。
9)为了保证刨花板规格,必须配置有效的磨刀机和磨锔机。
10)为了保证全套设备的正常使用,必须加强设备的维护损件、备见的储备和供给
5.2主要生产设备的选择与计算
日产110立方米成平板需绝干木材74.5t,由于选用马尾松做原材料,密度0.44kg/m3,则日需木材材积74.5/0.44=169.32m3。
5.2.1削片机
削片机每小时需加工材积:
选BX128鼓式削片机,生产能力15m3/h,则设备台数,实际台数n=1台。
设备利用系数
5.4.2刨片机
每小时刨片量
选择BX468环式刨片机生产能力3000kg/h,则设备台数,实际台数n=2台。
设备利用系数
5.4.3干燥机
每小时干燥量
选择BG235/2双转子刨花干燥机生产能力5000kg/h
则设备台数,实际台数n=1台。
设备利用系数
5.4.4气流分选机
每小时分选量
选择BF1412圆形摆动筛生产能力4000kg/h
则设备台数,实际台数n=1台。
设备利用系数
5.4.5拌胶机
需拌胶能力
选择BS125A环式拌胶机生产能力3000kg/h
则设备台数,实际台数n=2台。
设备利用系数
5.4.6铺装机
每小时铺装机
选择固定式双头气流铺装机生产能力8/h;
则设备台数,实际台数n=台。
设备利用系数
5.4.7预压机
选用BY8315钢带连续式预压机预压速度7.5m/min生产能力30000/a
5.4.8热压机
需要热压的能力
选择固定式双头气流铺装机生产能力8/h
则设备台数,实际台数n=1台。
设备利用系数
5.4.9齐边裁断机
需要工作的能力
选择BQB3325齐边裁断联合机生产能力10块/分即生产能力Q=10×1.22×.2.44×0.017×60=30.36/h;
则设备台数,实际台数n=1台。
设备利用系数
5.4.10砂光机
需要的砂光能力
选择BSG2713砂光机进料速度2.44m/min即生产能力Q=3×1.22×2.44×0.016×60=8.57/h
则设备台数,实际台数n=1台。
设备利用系数
5.5刨花板生产线设备清单(3万m3/a单层连续热压)
3万m3/a刨花板生产线设备清单
序号
设备名称
设备型号
数量
备注
1
刨花制备工段
1.1
皮带运输机
BZY1165/12C
2台
1.2
金属探测器
JT3-946x480
2台
1.3
鼓式削片机
BX218
2台
1.4
皮带运输机
BZY1165/10B
2台
1.5
刮板运输机
BZY427/20
1台
长度工艺确定
1.6
木片料仓
BLC11100A
1台
1.7
皮带运输机
BZY1165/8A
1台
1.8
螺旋运输机
BZY215/5
1台
1.9
环式刨片机
BX4612/5
2台
1.10
风送系统
1套
非标,工艺确定
1.11
皮带运输机
BZY1165/12A
1台
1.12
刮板运输机
BZY427/20
1台
长度工艺确定
1.13
湿刨花料仓
BLC26100C
1台
1.14
刨花制备工段电控
1套
2
干燥分选工段
2.1
刮板运输机
BZY427/20
1台
长度工艺确定
2.2
磁选器
BCX1232
1台
2.3
双转子刨花干燥机
BG2429
1台
2.4
含水率在线检测仪
1台
2.5
除湿风送系统
1套
非标,工艺确定
2.6
防火螺旋运输机
BZY226/9
1台
2.7
矩形摆动筛
BF1412
1台
2.8
螺旋运输机
BZY215/5A
1台
2.9
螺旋运输机
BZY215/8
1台
2.10
气流分选机
BF216
1台
2.11
螺旋运输机
BZY213/3
1台
2.12
螺旋运输机
BZY214/6
1台
2.13
螺旋运输机
BZY213/4
1台
2.14
螺旋运输机
BZY213/5
1台
2.15
筛环式打磨机
BX5610
1台
2.16
表层料风送除尘系统
1套
非标,工艺确定
2.17
干刨花料仓
BLC2250C
2台
2.18
干燥分选工段电控
1套
3
调、供胶工段
3.1
螺旋运输机
BZY214/6A
1台
3.2
刨花计量运输机
BJL156
2台
3.3
电子计量运输机
BJL-93
2台
3.4
螺旋运输机
BZY214/4
2台
3.5
环式拌胶机
BS1258
2台
3.6
皮带运输机
BZY1165/30
1台
3.7
皮带运输机
BZY1165/27
1台
3.8
皮带运输机
BZY1165/6
1台
3.9
皮带运输机
BZY1165/4
1台
3.10
调供胶系统
PLC控制系统
1套
3.11
配胶供胶工段电控
1套
4
成型工段
4.1
分级铺装机
BP3613/5F
1台
三个铺装头
4.2
铺装负压除尘送风系统
1套
非标,工艺确定
4.3
皮带运输机
BZY11140/33
1台
4.4
磁选装置
BCX1413
1台
含过路天桥
4.5
连续式预压机
BY8314/20E
1台
4.6
皮带运输机
BZY11140/3
1台
4.7
板坯横截风送系统
1套
非标,工艺确定
4.8
板坯横截锯
BHJ1213
1台
4.9
1号加速运输机
XM.BH-01/14-1
1台
4.10
双螺旋运输机
BZY252/25
1台
4.11
回料风送系统
1套
非标,工艺确定
4.12
2号加速运输机
XM.BH-02/14-4
1台
4.13
储存运输机(称重)
XM.BH-05/14-3
1台
4.14
储存运输机
XM.BH-06/14-3
2台
4.15
装板运输机
BZY344x8/4A
1台
4.16
装板机
BZY114x8/14
1台
4.17
框架式热压机
BZY124x8/12-14
1台
4.18
热油二次循环系统
YEX150A
1套
4.19
卸板机
BZY134x8/14
1台
4.20
卸板运输机
BZX154x8/2A
1台
4.21
纵向进料辊台
BZY3113/4
1台
4.22
凉板机
BFJ1313/25A
1台
4.23
纵向出料辊台
BZY3813/3C
1台
4.24
横纵裁边截断机
BC3212/24B
1台
4.25
齐边料风送系统
1套
非标,工艺确定
4.26
堆垛机
BDD114x8B
1台
4.27
升降台
BSJ144x8/3A
1台
4.28
辊台
XM.BH-12/4x8
1台
4.29
成型工段电控
1套
5.3刨花板生产线主要设备技术参数
5.3.1、BX218鼓式削片机
a、刀辊直径 Φ800mm
b、刀辊转速 650rpm
c、进料速度 38m/min
d、加工原料最大直径 160mm
e、木片长度 30mm
f、生产能力 15-20m3/h
g、主电机功率 100~150Kw
h、重量 7000kg
i、外形尺寸 4670×2150×1500mm
5.3.2、BLC2350木片料仓
a、有效容积 50m3
b、总功率 11.5Kw
c、重量 9323kg
d、外形尺寸6500*5100*8720
5.3.3、BX468环式刨片机镇江林业机械厂
a、刀轮名义直径 Φ800mm
b、刀片数 28把
c、刀轮转速 50rpm
d、叶轮转速 1480rpm
e、主电机功率(叶轮电机) 132Kw
f、生产率 3000kg/h
g、刨花厚度 0.4~0.7mm
h、重量 ~5800kg
i、外形尺寸3130*2512*2380
5.3.4、BLC26100湿刨花料仓
a、有效容积 100m3
b、总功率 13.5Kw
c、重量 15000kg
BLC2630308.584185100*4800*6720
5.3.5、BG235/2双转子式刨花干燥机
a、转子直径 Φ2900mm
b、生产能力 5000kg/h
c、转子转速 2.8~8.1rpm
d、水份蒸发量 最大4900kg/h
e、刨花初含水率 60%
f、刨花终含水率 2~3%
g、热介质入口温度 188℃
h、主电机总功率 37Kw
i、外形尺寸(长×宽×高)15900*6230*8145mm
j、净重82.8t
5.3.6、BF1412圆形摆动筛
a、筛网直径 Φ2600
b、摆筛选能力 4000kg/h
c、层数2层
d、偏心量调整 20~40mm
e、功率 4Kw
f、外形尺寸(长×宽×高) Φ2650*2116mm
g、重量 1580Kg
5.3.7、BF216气流分选机苏州林业机械厂
1.分选能力 6000Kg/h
2.风送筒直径 2610mm
3.旋转进料器 转速30r/min,功率5.5Kw
4.旋转出料器 转速35r/min,功率1.5Kw
5.拨料器 转速20r/min,功率3Kw
6.气源压力 0.58Mpa
7.机床外形尺寸 3980×3782×8310mm
8.机床重量 7600Kg
9.分选风送系统:
物料风机MQS5-54No.10C
全压 353mmH2O
流量 50875m3/h
功率 75Kw
旋风分离器 BFL-7φ3100
处理风量55166m3/h
压损150mmH2O
回转下料器RV-10
生产率260m3/h
叶轮转速30r/min
功率5.5Kw
供货范围:
风选筒、进料装置、旋转出料装置、动力及传动系统、物料输送风机、旋风分离器、回转下料器。
5.3.8、BX5610筛环式打磨机
a、磨环直径 Φ1000毫米
b、磨环宽度 180毫米
c、筛环宽度 2×160毫米
d、叶轮转速 1850转
e、生产能力 600~1600公斤/小时
f、主电机功率 132千瓦
g、重量 ~2600公斤
5.3.9、BS125A环式拌胶机昆明人造板机器厂
a、生产能力 1700~3000公斤/小时
b、叶轮转速 980转
c、电机功率 30千瓦
d、重量 ~1800公斤
e、外形尺寸 3500*1680*2560毫米
5.3.10、BLC2250C干刨花料仓
a、有效容积 50立方米
b、总功率 13.5千瓦
c、重量 11000kg
5.3.11、BP3613/10分级式刨花铺装机
a、铺装能力2-7立方米/小时
b、板坯铺装厚度25-140毫米
c、板坯铺装宽度1300毫米
d、铺装纵向密度误差±4%
e、铺装横向密度误差±5%
f、计量带的运行速度0.5-2米/分钟
g、摆动下料器摆动频率60次/分钟
h、分级铺装辊转速28-140转/分钟
i、机床总功率14.2千瓦
j、机床外形尺寸13680×4733×4325毫米
N-1650固定式双头气流铺装机沈阳重型机械厂
a、铺装能力200m3/d8m3/h
b、板坯铺装厚度13~130毫米
c、板坯铺装宽度2
 升级会员
升级会员 