焊接工艺评定.docx
《焊接工艺评定.docx》由会员分享,可在线阅读,更多相关《焊接工艺评定.docx(32页珍藏版)》请在冰点文库上搜索。
焊接工艺评定
焊接工艺评定
陕西化建工程有限责任公司焊检培训中心
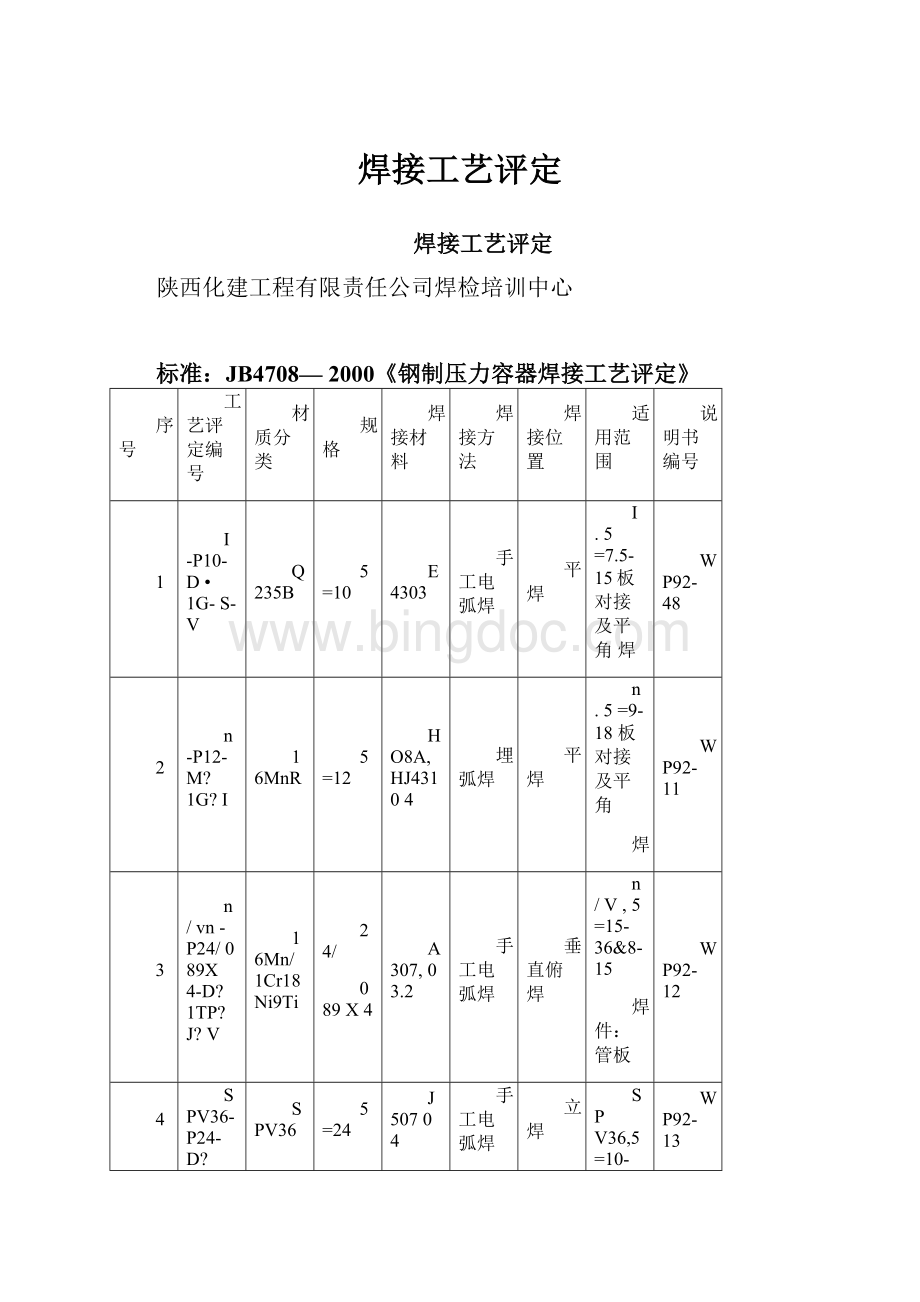
标准:
JB4708—2000《钢制压力容器焊接工艺评定》
序号
工艺评定编号
材质分类
规格
焊接材料
焊接方法
焊接位置
适用范围
说明书编号
1
I-P10-D•1G-S-V
Q235B
5=10
E4303
手工电弧焊
平焊
I.5=7.5-15板对接及平角焊
WP92-48
2
n-P12-M?
1G?
I
16MnR
5=12
HO8A,HJ43104
埋弧焊
平焊
n.5=9-18板对接及平角
焊
WP92-11
3
n/vn-P24/089X4-D?
1TP?
J?
V
16Mn/1Cr18Ni9Ti
24/
089X4
A307,03.2
手工电弧焊
垂直俯焊
n/V,5=15-36&8-15
焊件:
管板
WP92-12
4
SPV36-P24-D?
2G?
J?
X
SPV36
5=24
J50704
手工电弧焊
立焊
SPV36,5=10-36焊件:
板材
WP92-13
5
SPV36-P24-D?
3G?
J?
X
SPV36
5=24
J50704
手工电弧焊
横焊
SPV36,5=10-36焊件:
板材
WP92-14
6
n1-P8-D?
1G?
V
16MnR
58
J5O703.2
手工电弧焊
平焊
板材56-12mm
WP95-1
7
n1-P8-D?
1G?
V?
FX
16MnR
58
J5O703.2
手工电弧焊
平焊
16MnR51.5-12
WP95-3
8
n1-P16-D?
1G?
V
16MnR
516
J50703.20
4
手工电弧焊
平焊
板材512-24mm
WP95-4
9
n1-P16-D?
1G-V?
FX
16MnR
5=16
J507,
03.12.04
手工电弧焊
平焊
材质:
n-1厚度;12-24
焊材;板
WP95-5
标准:
JB4708—2000《钢制压力容器焊接工艺评定》
序号
工艺评定编号
材质分类
规格
焊接材料
焊接方法
焊接位置
适用范围
说明书编号
10
n1-P16-D/M?
1G?
V
16MnR
5=16
H08MnA,HJ431
E5015,0403.2
手工焊/埋弧焊
平焊
材质:
n-1厚度:
12-24
焊材:
板
WP95-6
11
n1-P16-M?
1G?
I
16MnR
5=16
H08A,HJ431,04
埋弧焊
平焊
材质:
n-1厚度:
12-24
焊材:
板
WP95-7
12
I1-P16-D?
1G?
V?
FX
Q235B
5=16
E4303,03.12.04
手工电弧焊
平焊
材质:
I-1厚度;12-24
焊材;板
WP95-9
13
n1-P24-D?
2G?
X
16MnR
5=24
E501503.2
手工电弧焊
立焊
材质:
16MnR规格:
5=18-36
WP95-25
14
n1-P24-D?
3G?
K
16MnR
5=24
E501503.2
手工电弧焊
横焊
材质:
16Mn规格:
5=18-36
WP95-26
15
n1/忸-P25-D?
1G?
X
16MnR/0Cr13AL
5=25
E5015A307A137
03.204
手工电弧焊
平焊
材质:
16MnR+0Cr13基层:
15-33复层:
5=3-6
WP97-10
16
I1-P20-Rb?
1G?
X
Q235
5=20
H08Mn2Si01.2
CO2气体保护焊
平板对接
材质:
Q235规格:
5=15-30
WP99-2
17
vn-P14-D?
1G?
QCr18N.9Ti
5=14
EO-19-1Onb-15
03.204
手工电弧焊
平板对接
材质:
Ocr18Ni9Ti
5=10-22
WP99-3
18
SPV36/20R-P24-D?
2G?
X
SPV36/20R
5=24
E43.58.204
手工电弧焊
立焊
材质:
I/n5=18-36
WP99-4
19
SPV36/20R-P24-D?
3G?
X
SPV36/20R
5=24
E43.58.204
手工电弧焊
横焊
材质:
SPV36/20R5=18-36
WP99-5
标准:
JB4708—2000《钢制压力容器焊接工艺评定》
序号
工艺评定编号
材质分类
规格
焊接材料
焊接方法
焊接位置
适用范围
说明书编号
20
SVS321-P4-D?
1G?
I
SUS321
54
E0-19-10-1602.5
手工电弧焊
平焊
SUS32151.5-8mm
WP99-10
21
W1-P6-D?
1G?
V
SUS304
56
E308-1603.2
手工电弧焊
平焊
SUS30454.5-9mm
WP99-11
22
n1-P35-D?
1G?
X
16Mn(锻)
5=35
E43.50.204
手工电弧焊
平焊
材质:
16Mn(锻)5=26-52
WP99-12
23
n2-P24-D?
3G?
X
16MnR
5=42
E5015,
03.2&4.0
手工电弧焊
横焊
材质:
16MnR厚度:
5=31.5-63
焊材:
板材对接及板角焊缝焊接
WP2000-1
24
n2-P24-D?
2G?
X
16MnR
5=42
E5015,
03.2&4.0
手工电弧焊
立焊
材质:
16MnR厚度:
5=31.5-63
焊材:
板材对接及板角焊缝焊接
WP2000-2
25
n2-P42-D?
1G/4G?
X
16MnR
5=42
E5015,
03.2&4.0
手工电弧焊
平、仰焊
材质:
16MnR厚度:
5=31.5-63
焊材:
板材对接及板角焊缝焊接
WP2000-3
26
I-TP1-D?
1TP?
S?
V
20#/Q235B
076X3.5/512
E4303
手工电弧焊
平角焊
WP2000-26
27
I-TP2-D?
1TP?
S?
V
20#/Q235B
076X3.5/520
E4303
手工电弧焊
平角焊
WP2000-27
28
I/n-TP2-D?
1TP?
J?
V
20#/16MnR
076X3.5/520
E4315
手工电弧焊
平角焊
WP2000-28
29
I/n-TP2-D?
1TP?
J?
V
20#/16MnR
076X3.5/520
E5015
手工电弧焊
平角焊
WP2000-29
标准:
JB4708—2000《钢制压力容器焊接工艺评定》
序号
工艺评定编号
材质分类
规格
焊接材料
焊接方法
焊接位置
适用范围
说明书编号
30
I/n-TP1-D?
1TP?
J?
V
20#/16MnR
076X3.5/512
E5015
手工电弧焊
平角焊
WT2000-30
31
I/n-TP1-D?
1TP?
J?
V
20#/16MnR
076X3.5/512
E4315
手工电弧焊
平角焊
WT2000-31
32
I1-P8-D•1G•X
Q235A
58
E4303
手工电弧焊
平焊
I-151.5~16平焊
WP2001-4
33
I1-P8-D•2G•X
Q235A
58
E4303
手工电弧焊
立焊
I-151.5~16立焊
WP2001-5
34
I1-P8-D•3G•X
Q235A
58
E4303
手工电弧焊
横焊
I-151.5~16横焊
WP2001-6
35
I1-T325X7-D•5T-V
Q235A
0325X7
E430303.2
手工电弧焊
水平固定
I-1全位焊
WP2001-9
36
I2-524-111XP
20R
524
E431603.2
手工电弧焊
平焊
WP97-9
37
I1-0377X7-DX•5T-V
Q235B
0377X7
E6010(金桥)
手工电弧焊/立向下焊
水平固定
Q235B,0>3255<5<10,全位置
WP2000-34
38
I1-0377X7-DX•5T•V
Q235B
0377X7
E6010(金桥)
手工电弧焊/立向下焊
水平固定
Q235B,0>3255<5<10,全位置
WP2000-35
标准:
JB4708—2000《压力容器焊接工艺评定》
序号
工艺评定编号
材质分类
规格
焊接材料
焊接方法
焊接位置
适用范围
说明书编号
1
I1-P12-Rb?
1G?
V
Q235A
5=12
H08Mn2Si01.201.6
CO2气体保护焊
平焊
n,5=9-18,板材
WP92-1
2
I1-P12-D?
1G?
V
20g
5=12
J42203.2
手工电弧焊
平焊
n,5=9-18,板材
WP92-2
3
I-P8-D?
1G?
J?
V
Q235A
5=8
J42703.2&4
手工电弧焊
平焊
I,5=6-12,焊件:
平板对接
WP92-3
4
I-P12-D?
1G?
J?
V
20g
5=12
J42703.2&4
手工电弧焊
平焊
I,5=9-18,焊件:
平板对接
WP92-5
5
I-P12/057X3.5-D?
1TP?
J?
V
20g
5=12
057X3.5
J50703.2
手工电弧焊
平角焊
n,5=9-18,焊件:
平板对接
WP92-6
6
n-P12-D?
1G?
J?
V
16MnR
5=12
J50703.2
手工电弧焊
平焊
n,5=9-18,
焊件:
骑座式管板
WP92-7
7
SM53B-P14-D?
1G?
J?
V
SM53B
5=14
J50703.2&4
手工电弧焊
平焊
SM53B,5=10-21,
焊件:
板材
WP92-8
8
SPV36-P1O-D?
1G?
J?
V
SPV36
5=10
J50703.2
手工电弧焊
平焊
SPV36,5=7-15,焊件:
板材
WP92-9
9
I-P12-M?
1G?
I
Q235A
5=12
H08A,HJ431,04
埋弧焊
平焊
n,5=9-18,
焊件:
板材
WP92-10
10
13CrMO44-0219X8-WS/D?
5T?
V
13CrMO44
0219X8
TIGR30,R307,©2.5&3.2
氩弧焊/手工焊
水平固定
W1,5=6-12,0>108
WP94-17
标准:
JB4708—2000《压力容器焊接工艺评定》
序号
工艺评定编号
材质分类
规格
焊接材料
焊接方法
焊接位置
适用范围
说明书编号
11
W3-042X5-D?
5T?
V
12CrMOV
042X5
R317©2.5
手工电弧焊
水平固定
12CrMOV,0<57,5<6
WP96-1
12
W3-042X5-D?
2T?
V
12CrMOV
042X5
R317©2.5
手工电弧焊
垂直固定
12CrMOV,0<57,5<6
WP96-2
13
I1-0180X22-WS/D•1T•V
20#
0180X22
TiG50
E5015
氩弧焊/手工焊
水平转动
I516~33,0>89
WP96-3
14
PDSS400-0219X6-WS/D?
5T?
V
SS400
0219X6
TIGJ50,E4315©2.5&3.2
氩弧焊/手工焊
水平固定
SS400,0>89,5=4.5-9
WP99-6
15
4
PDSS400/20-0219X6-WS/D?
5T?
V
SS400/20#
0219X6
TIGJ50,E4315©2.5&3.2
氩弧焊/手工焊
水平固定
SS400/20#,0>89,5=4.5-9
WP99-7
16
I-P10-Rb•1G•V
Q235B
510
01.2H08Mn2Si
CO2气保焊
平焊
JB4708中I—1类钢材
51.5~20平角焊,板对接
WP2001-10
17
I-T133X10-Rb•5T•V
20#
0133X10
01.2
H08Mn2Si
C02气保焊
水平固定
JB4708中I—1
57.5~11
WP2001-11
序号
工艺评定编号
材质分类
规格
焊接材料
焊接方法
焊接位置
适用范围
说明书编号
1
X52-B7-MWV5G1
X52
0426X7
E5015J507
手工电弧焊
水平固定
0>200mm
4.5<5V10
WP95-21
2
X52-0426X7-D?
5T?
V
X52
0426X7
J506,©3.2&2.5
手工电弧焊
水平固定
AP15L,5=5-12
WP96-4
3
X52-0426X7-WS/D?
5T?
V
X52
0426X7
TIGJ50,J506,©3.2&2.5
氩弧焊/手工焊
水平固定
n-1,0>219,5=5-9
WP99-1
4
n1-0159X6-WS/D?
5T?
V
20#
0159X6
E4315,©3.2&2.5
氩弧焊/手工焊
水平固定
20#,0>89,5=4.5-9
WP99-8
5
n-0219X10-D?
5T?
J?
V
16Mn
0219X10
E5015
手工电弧焊
水平固定
n-1,0>108,5=7.5-15
WP2000-20
6
I1-0219X5-D/WS?
5T?
V
S240
0219X5
焊丝TiGJ507
焊条J427
氩弧焊/手工焊
水平固定
S240
管径>80,壁厚4-6mm
WP2000-33
7
I1/n2-0219X5-D/WS?
5T?
V
S240/S360
0219X5
焊丝TiGJ50焊条E5015
氩弧焊/手工焊
水平固定
管径>1804<5<8
WP2001-3
8
I1-T325X7-WS/D-5T•V
Q235B
0325X7
TiG5002.5
E430303.2
氩弧焊/手工焊
水平固定
外径不限55~10
WP2001-8
9
I1-T159X5-WS/D?
5T?
V
20#
0159X5
TiGJ50J427
氩弧焊/手工焊
水平固定
0>80,4<5<8
WP2001-18
10
I1-T325X8-WS/D?
5T?
V
20#
0325X8
TiGJ50J427
氩弧焊/手工焊
水平固定
0>159,6<5<12
WP2001-19
类别:
油气管道
标准:
SY4052—92《油气管道焊接工艺评定方法》
序号
工艺评定编号
材质分类
规格
焊接材料
焊接方法
焊接位置
适用范围
说明书编号
11
X52-T426X7-Rb/DX-5T•V
X52
0426X7
E6010,E8010-G,
E71T8-K6
CO2气体保护焊/手工电弧焊向下焊
水平固定
X52,0>219,
5<5<10mm
WT2001-12
12
X52-T426X7-DX-5T•V
X52
0426X7
E6010,E8018-G
手工电弧焊向下焊
水平固定
X52,0426X7
WT2001-13
类别:
油气管道
标准:
SY4052—92《油气管道焊接工艺评定方法》
类别:
压力管道
标准:
SHJ509—88《石油化工工程焊接工程工艺评定》
序号
工艺评定编号
材质分类
规格
焊接材料
焊接方法
焊接位置
适用范围
说明书编号
1
V1/W1-0114X5-D?
1T?
V
15CrMO/1Cr18Ni9Ti
0114X5
A307,03.2
手工电弧焊
水平转动
V1/当1,5=1.5-10,©>57
WP94-13
2
I1-0159X7-D?
5T?
V
20#
0159X7
E4303,03.2
手工电弧焊
水平固定
I1,5=5-10,©>78
WP94-15
3
V1-0219X8-WS/D?
5T?
V
13CrMO44
0219X8
TIGR30,R307,02.5&3.2
氩弧焊/手工焊
水平固定
V1,5=6-10,©>108
WP94-16
4
W1-0108X7-D?
5T?
V
1Cr18Ni9Ti
0108X7
A132,03.2
手工电弧焊
水平固定
W1,5=5-14,©>89
WP94-20
5
W-0108X7-WS/D?
5T?
V
1Cr18Ni9Ti
0108X7
A132,03.2
氩弧焊/手工焊
水平固定
当1,5=5-14,©>89
WP94-21
6
W3-068X7-D?
5T?
V
1Cr18Ni12Mo2Ti
068X7
A207,03.2&2.0
手工电弧焊
水平固定
W1,5=5-12,©>38
WP94-22
7
W3-068X7-WS/D?
5T?
V
1Cr18Ni12Mo2Ti
068X7
A207,03.2&2.0
氩弧焊/手工焊
水平固定
当1,5=5-12,©>38
WP94-23
8
V4-089X6A-D?
5T?
V
1Cr5MO
089X6
R307,03.2&2.5
手工电弧焊
水平固定
V4,5=4-9,©>40
WP95-15
9
V4-089X6R-D?
5T?
V
1Cr5MO
089X6
R507,03.2&2.5
手工电弧焊
水平固定
V4,5=4-9,©>40
WP95-18
10
V4-089X6TR-WS/C?
5T?
V
1Cr5MO
089X6
HICr5Mo,R507,03.2&2.5
氩弧焊/手工焊
水平固定
V4,5=2-9,©>40
WP95-19
序号
工艺评定编号
材质分类
规格
焊接材料
焊接方法
焊接位置
适用范围
说明书编号
11
STFA25—0127X8-D?
5T?
V
STFA25
0127X8
R507,03.2&2.5
手工电弧焊
水平固定
STFA25,5=6-12,©>108
WP95-20
12
川1-057X3.5-WS/D?
1T?
V
16Mn
057X3.5
E5015,TIGJ50,
02.5
氩弧焊/手工焊
水平转动
山,5V8,©>25
WP98-1
13
川1-057X3.5-WS?
5T?
V
16Mn
057X3.5
TIGJ50,E5015,02.5
氩弧焊
水平固定
川,5V8,©>25
WP98-2
14
A106CrB-©3-〃WS/D?
5T?
V
A106CrB
©3〃sch80
E4315,TIGJ50,
02.5
氩弧焊/手工焊
水平固定
A160CrB,©>11/2"
5=6-11
WP98-3
15
A106CrB/20#-©2''X3.19/057X3.5-WS/D?
5T?
V
A106CrB/20#
©2"X3.19/057X3.5
E4315,TIGJ50,
02.5
氩弧焊/手工焊
水平固定
A160CrB/20#,
©>1"5=2.5-5
WP98-4
16
A335P11-0108X6-WS/D?
5T?
V
A335P11
0108X6
TIGR30,R307,02.5
氩弧焊/手工焊
水平固定
A335P11©>57.
5=4.5-9
WP98-5
17
A335P11-0377X15-WS/D?
5T?
V
A335P11
0377X15
TIGR30,R307,02
 升级会员
升级会员 