数控技术课程设计正文.docx
《数控技术课程设计正文.docx》由会员分享,可在线阅读,更多相关《数控技术课程设计正文.docx(18页珍藏版)》请在冰点文库上搜索。
数控技术课程设计正文
1.设计要求
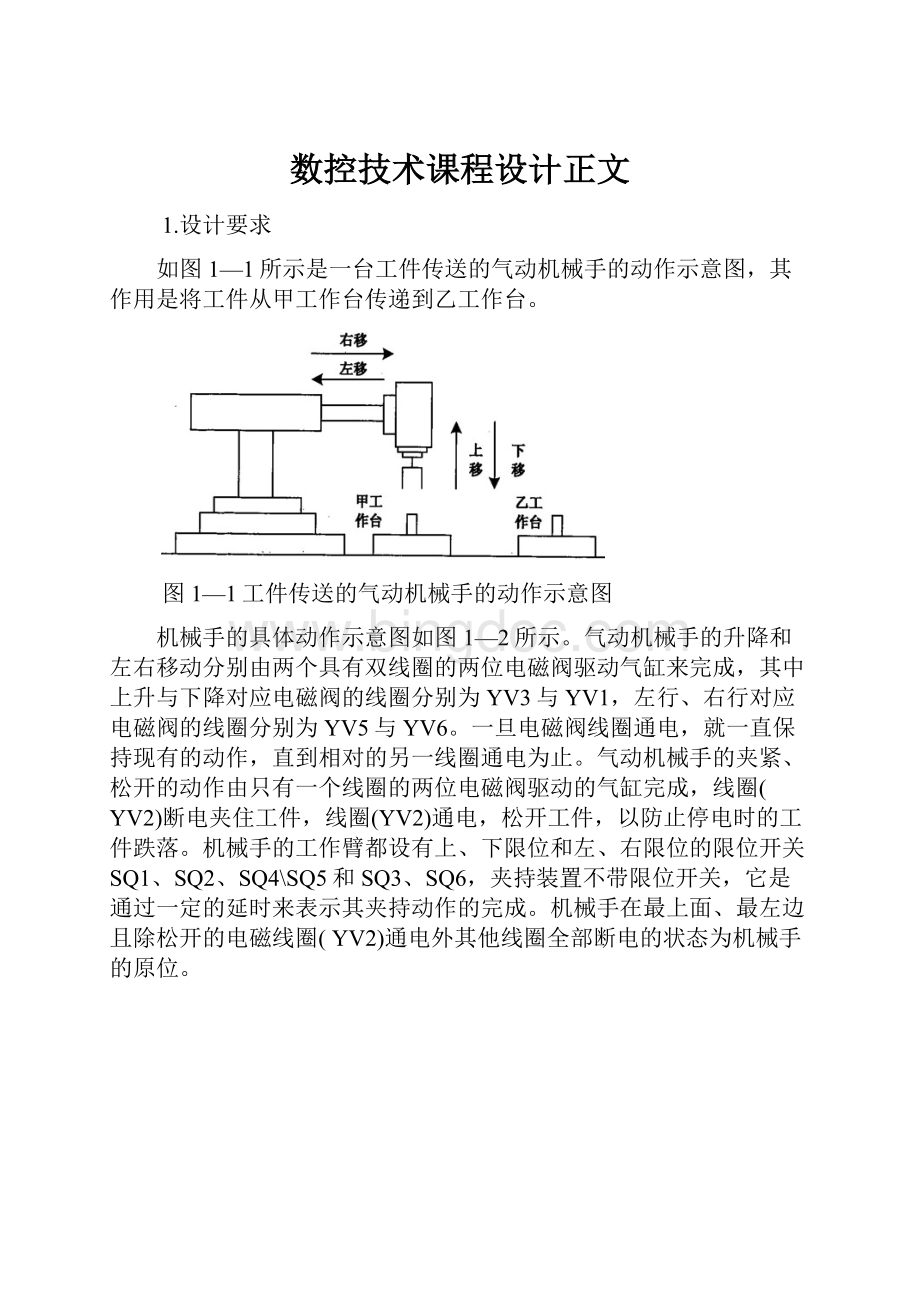
如图1—1所示是一台工件传送的气动机械手的动作示意图,其作用是将工件从甲工作台传递到乙工作台。
图1—1工件传送的气动机械手的动作示意图
机械手的具体动作示意图如图1—2所示。
气动机械手的升降和左右移动分别由两个具有双线圈的两位电磁阀驱动气缸来完成,其中上升与下降对应电磁阀的线圈分别为YV3与YV1,左行、右行对应电磁阀的线圈分别为YV5与YV6。
一旦电磁阀线圈通电,就一直保持现有的动作,直到相对的另一线圈通电为止。
气动机械手的夹紧、松开的动作由只有一个线圈的两位电磁阀驱动的气缸完成,线圈(YV2)断电夹住工件,线圈(YV2)通电,松开工件,以防止停电时的工件跌落。
机械手的工作臂都设有上、下限位和左、右限位的限位开关SQ1、SQ2、SQ4\SQ5和SQ3、SQ6,夹持装置不带限位开关,它是通过一定的延时来表示其夹持动作的完成。
机械手在最上面、最左边且除松开的电磁线圈(YV2)通电外其他线圈全部断电的状态为机械手的原位。
图1—2机械手的动作示意图
机械手的工作按着从原点、下降、夹紧、上升、右移、下降、放松、上升、左移、原点的过程进行。
具体操作过程是从原点开始,按下启动按钮,下降电磁阀通电,机械手下降,下降到底时,碰到下限位开关,下降电磁阀断电,下降停止;同时夹紧电磁阀断电,机械手夹紧;夹紧后,上升电磁阀通电,机械手上升,上升到顶时,碰到上限位开关,上升电磁阀断电,上升停止;同时接通右移电磁阀,机械手右移,右移到位时,碰到右限位开关,右移电磁阀断电,右移停止;若此时乙工作台上无工件,则光电开关接通,下降电磁阀通电,机械手下降,下降到底时,碰到下限位开关,下降电磁阀断电,下降停止:
同时夹紧电磁阀通电,机械手放松;放松后,上升电磁阀通电,机械手上升,上升到顶时,碰到上限位开关,上升电磁阀通电,上升停止;同时接通左移电磁阀,机械手左移,左移到原点时,碰到左限位开关,左移电磁阀断电,左移停止。
至此,机械手经过8步动作完成另一个周期的工作。
机械手的每次循环动作均从原位开始。
2.根据工艺过程分析控制要求
机械手的操作方式分为手动、单步、单周期、连续和回原位5种,用开关SA进行选择。
如图2—1所示为机械手的操作面板。
图2—1机械手的操作面板
(1)手动工作方式时,用各操作按钮(SB5、SB6、SB7、SB8、SB9、SB10、SB11)来点动执行相应的各动作。
(2)单步工作方式时,每按一次启动按钮(SB3),向前执行一步动作。
(3)单周期工作方式时,机械手在原位,按下启动按钮SB3,自动地执行一个工作
周期的动作,最后返回原位(如果在动作过程中按下停止按钮SB4,机械手停
在该工序上,再按下启动按钮SB3,则又从该工摩继续工作,最后停在原位)。
(4)连续工作时,机械手在原位,按下启动按钮(SB3),机械手就连续重复进行工作(如果按下停止按钮SB4),机械手运行到原位后停止)。
返回原位工作方式是,按下“回原位”按钮SB11,机械手自动回到原位状态。
3.确定所需的输入,输出设备及I/O点数
3.1输入设备。
①操作方式转换开关。
该开关应有手动、单步、单周期、连续和回原位5种可供选择。
②手动时的运动选择开关。
该开关有上/下、左,右、夹紧/放松3个位置可供选择。
③启动、停止按钮。
④位置检测元件,机械手的动作是按行程原则进行控制的。
其上限、下限、左限、右限的位置分别用限位开关来检测。
3.2输出设备。
下降电磁阀、上升电磁阀、右移电磁阀、左移电磁阀、夹紧电磁阀。
为了对机械手处于原点进行指示,还配置了一个原点指示灯。
系统共需要18个输入设备和6个输出设备分别占用PLC的18个输入点和6个输出点。
4.选择PLC
根据所需的用户输入/输出设备及I/O点数,选择FX2N-48MR型PLC就可以满足控制系统的要求。
为了保证在紧急情况下(包括PLC发生故障时),能可靠地切断PLC的负载电源,设置了交流接触器KM。
在PLC开始运行时按下“电源”按钮SB1,使KM线圈得电并自锁,KM的主触点接通,给输出设备提供电源;出现紧急情况时,按下“急停”按钮SB2,KM触点断开电源。
5.I/O点的编号分配和PLC外部接线图
I/O点的编号分配见表5—1。
输入输出
手动操作方式X000
回原位操作方式X001
单步X002
单周期X003
连续X004
启动按钮SB3X005
停止按钮SB4X006上升电磁阀YVlY000
回原位SB11X007下降电磁阀YV2Y001
上限位开关SQlX010左移电磁阀YV3Y002
下限位开关SQ2X011右移电磁阀YV4Y003
左限位开关SQ3X012夹紧电磁阀YV5Y004
右限位开关SQ4X013原点指示灯YV6Y005
上升SB5X014
下降SB6X015
左移SB7X016
右移SB8X017
松开SB9X020
夹紧SB10X021
在编程过程中除了需要用到这些I/O继电器外,还用到了M1~M4、M10~M18这些辅助继电器。
PLC的I/O接线图如图5—1所示。
图5—1PLC的外部接线图
6.程序设计
这里采用两种编程方法来对该控制系统进行程序设计。
6.1方法一:
基本指令编程方法
根据系统工艺分析,这里将程序分为公用程序、自动程序、手动程序和回原位程序4个部分,其中自动程序包括单步、单周期和连续工作的程序,这是因为它们的工作都是按照同样的顺序进行,所以将它们合在一起编程更加简单。
6.1.1程序的总体结构
程序的总体结构采用了基本指令中的跳转指令CJ,目的是使得自动程序、手动程序和回原位程序不会同时执行。
假设选择“手动”方式,则X000为ON、X001为OFF,此时PLC执行完公用程序后,将跳过自动程序到P0处,由于X000常闭触点为断开,故执行“手动程序”,执行到Pl处,由于X001常闭触点为闭合,所以又跳过回原位程序到P2处;假设选择“回原位”方式,则X000为OFF、X001为ON,跳过自动程序和手动程序执行回原位程序;假设选择“单步”或“单周期”或“连续”方式,则X000、X001均为OFF,此时执行完自动程序后,跳过手动程序和回原位程序。
机械手系统的PLC梯形图的总体结构如图6—1所示。
图6—1机械手系统PLC梯形图的总体结构
6.1.2各部分程序的设计
6.1.2.1公用程序
公用程序是程序设计中的第一步,其梯形图如图6—2所示,左限位开关X012、上限位开关X010的常开触点和表示机械手松开的Y004的常闭触点的串联电路接通时,原点指示灯Y005变为ON,表示机械手在原位。
图6—2公用程序的梯形图
公用程序用于自动程序和手动程序相互切换的处理,当系统处于手动工作方式时,必须将除初始步以外的各步对应的辅助继电器(M11~M18)复位,同时将表示连续工作状态的Ml复位,否则当系统从自动工作方式切换到手动工作方式,然后又返回自动工作方式时,可能会出现同时有两个活动步的异常情况,引起错误的动作。
当机械手处于原点状态(Y005为ON),在开始执行用户程序(M8002为ON)、系统处于手动状态或回原点状态(X000或X001为ON)时,初始步对应的Ml0将被置位,为进入单步、单同期和连续工作方式作好准备。
如果此时Y005为OFF状态,Ml0将被复位,初始步为不活动步,系统不能在单步、单周期和连续工作方式下工作。
6.1.2.2手动程序
手动程序的梯形图如图6—3所示。
手动工作时用X014、X015、X016、X017、X020和X021对应的6个按钮控制机械手的上升、下降、左行、右行、松开和夹紧。
为了保证系统的安全运行,在手动程序中设置了一些必要的联锁,例如上升与下降之间、左行与右行之间的互锁;上升、下降、左行、右行的限位;上升限位开关X010的常开触点与控制左、右行的Y003和Y002的常闭触点串联,这使得机械手升到最高位置才能左右移动,以防止机械手在较低位置运行时与别的物体碰撞。
图6—3手动程序的梯形图
6.1.2.3回原点程序
在回原点工作方式(X001为ON),按下回原点启动按钮X007,M3变为ON,机械手松开和上升,升到上限位开关时X010为ON,到左限位处时,X12变为ON,左行停止并将M3复位。
这时原点条件满足,Y005为ON,在公用程序中,初始步M10被置位,为进入单周期、连续和单步工作方式作好了准备。
自动回原点程序的梯形图如图6—4所示。
图6—4回原位程序的梯形图
6.1.2.4自动程序
机械手控制系统的自动工作方式有单步方式、单周期方式、连续方式3种。
自动程序的梯形图如图6—5所示。
这3个工作方式的详细的工作过程介绍如下述。
①系统工作为单步方式时,在程序步5处,X002为ON,其常闭触点断开,辅助继电器M2为OFF。
此时X003和X004都为OFF,“单周期”和“连续”工作方式被禁止。
假设系统处于初始状态,Ml0为ON,当按下启动按钮X005时,
M2由OFF变成了ON,使得Mll为ON,Y001线圈得电,系统进入下降步(程
序步15处)。
放开启动按钮后,M2马上变为OFF。
在下降过程中,Y001得电,
机械手降到下降限位开关X011处时,与YO01的线圈串联的X011的常闭触点断
开,使Y001的线圈断电,机械手停止下降(程序步72处)。
此时,Mll和X011
均为ON,其常闭触点接通,再按下启动按钮X005时,M2又变成了ON,M12
得电并自保持,机械手进入夹紧状态,同时Mll变成了OFF。
在完成某一步动作后,必须按一次启动按钮系统才能进入下一步。
在输出程序部分,X010~X013的常闭触点是为单步工作方式设置的。
以下降为例,当小车碰到下限位开关X011后,与下降步对应的辅助继电器Mll不会马上变为OFF,如果Y000的线圈不与X011的常闭触点串联,机械手不能停在下限位开关X011处,还会继续下降,这种情况下可能造成事故。
②系统工作在单周期工作方式时,此时X003为ON,X001和X002的常闭触点闭合,M2为ON,允许转换。
在初始步时按下启动按钮X005,在程序步13处,Ml0、X005、M2的常开触点和X012的常闭触点均接通,使Mll为ON,系统进入下降步,Y001为ON,机械手下降;机械手碰到下限位开关X011时,M12变为ON,转换到夹紧步,Y004被复位,工件被夹紧;同时T0得电,2s以后T0的定时时间到,其常开触点接通,使系统进入上升步。
系统将这样一步一步地往下工作,当机械手在程序步61处返回最左边时,X004为ON,因为此时不是连续工作方式,Ml处于OFF状态,因此机械手不会连续运行。
③系统工作在连续方式时,X004为ON,在初始状态按下启动按钮X005,Ml得电自保持,选择连续工作方式,其他工作过程与单周期方式相同。
按下停止按钮X006,Ml变为OFF,但系统不会立即停止,在完成当前的工作周期后,机械手最终要停在原位。
系统工作在连续、单周期(非单步)工作方式时,X002的常闭触点接通,使M2(转换允许)ON,串联在各步电路中的M2的常开触点接通,允许某步工作与某步工作之间的转换。
由于在分部分程序设计时已经考虑各部分之间的相互关系,因此只要将公用程序、手动程序和自动程序按照机械手程序总体结构综合起来即为机械手控制系统的PLC程序。
图6—5自动程序的梯形图
6.2方法二:
状态初始化指令和步进顺控指令配合的方法
6.2.1初始化程序
初始化程序主要是利用FX系列PLC的状态初始化指令IST,该指令专门用来设置具有多种工作方式的控制系统的初始状态和设置有关的特殊辅助继电器的状态,可以大大简化复杂的顺序控制程序的设计。
IST指令只能使用一次,放在程序开始的地方,被它控制的STL电路应放在它的后面。
初始化程序的梯形图如6—6所示。
图6—6初始化程序
对应的指令语句表如下:
LDX012
ANDX010
ANDY004
OUTM8044
LDM8000
ISTX000S20S27
初始化程序设置了初始状态和原点位置条件。
指令中的S20和S27用来指定
作中用到的最小和最大状态继电器的元件号,IST指令的源操作数X000用来指定式有关的输入继电器的首元件,它实际上指定的是X000~X007这8个输入继电器,见表6—1(110点的编号分配)。
IST指令的执行条件满足时,初始状态继电器S0~S2和下列特殊辅助继电器被自动指定为以下功能,见表6—1。
以后即使是IST指令的执行条件变为OFF,这些元件的功能仍保持不变。
表6—1辅助元件表
特殊辅助继电器M
功能
状态继电器S
功能
M8040
禁止转换
S0
手动操作初始状态继电器
M8041
转换启动
Sl
回原点初贻状态继电器
M8042
启动脉冲
S2
自动操作初始状态继电器
M8043
回原点完成
M8044
原点条件
M8047
STL监控有效
使用了IST指令,系统的手动、自动、单周期、单步、连续和回原点这几种工作方式的切换是系统程序自动完成的,但必须按照IST指令中指定的控制工作方式X000~X007的元件号顺序进行控制。
若要改变当前选择的工作方式,在“回原点方式”标志M8043变为0N之前,所有的输出继电器都将变为OFF。
6.2.2手动方式程序
S0为手动方式的初始状态。
手动方式的夹紧、松开、上升、下降、左行和右行是由相应的按钮来完成的,其状态转移图如图6—7所示。
图6—7状态转移图
对应的指令语句表如下。
STLS0OUTY001
LDX021LDX016
RSTY004ANDX010
LDX020ANIX012
SETY004ANIY003
LDX014OUTY002
ANIX010LDX017
ANIY001ANDX010
OUTY000ANIX013
LDX015ANIY002
ANIX011OUTY003
ANIY000(RET)%加上括号表示可有可无
6.2.3回原点方式程序
回原点方式的状态转移图如图6—8所示。
图中的Sl为回原点方式的初始状态,Sl0~S12为状态转移图中的步,上升限位开关X010和左行限位开关X012为转换条件。
当自动返回原点结束后,M8043置ON。
图6—8回原点方式状态转移图
对应的指令语句表如下:
STLSlSTLSll
LDX007RSTY003
SETSl0OUTY002
STLSl0LDX012
SETY004SETS12
RSTY001STLS12
OUTY000SETM8043
LDX010RSTS12
SETSll(RET)%加上括号表示可有可无
6.2.4自动方式程序
自动方式的状态转移图如图6—9所示。
图中的S20~S27为状态转移图中的步,特殊辅助继电器M8041和M8044是从自动程序的初始步S2转换到下一步S20的转换条件,M8044是在初始化程序中设定的,在程序中不再改变。
图6—9指令语句表及自动方式状态转移图
该编程方法只要把这4部分合起来即可,这主要因为手动程序、回原点程序、自动程序均采用的是步进顺控指令法。
7.程序调试
模拟调试时各部分程序可现分别调试,然后再进行全部程序的调试,也可直接进行全部程序的调试。
通过对机械手控制的两种编程方法的比较得:
对于较复杂的系统而言,方法二中的状态初始化指令和步进顺控指令配合使用的编程方法要比方法一中单纯采用基本指令的编程方法要简单的多,采用顺序功能图按着顺序一步一步的向下转换,思路比较清晰,容易理解;而方法一编起程序来就比较复杂,尽管在自动方式的程序中采用的常见的单元电路——启——停——保电路。
8.参考文献
[1]范永胜,王岷.电气控制与PLC应用.北京:
中国电力出版社,1988
[2]杨一平.可编程序控制器应用技术.山东:
黄河水利出版社,1992
[3]廖宇兰,王涛.液压系统PLC控制.北京:
化学工业出版社,1996
[4]鞠勇.电气控制与可编程控制器技术.北京:
化学工业出版社,1998
 升级会员
升级会员 