焊条相关知识总汇.docx
《焊条相关知识总汇.docx》由会员分享,可在线阅读,更多相关《焊条相关知识总汇.docx(20页珍藏版)》请在冰点文库上搜索。
焊条相关知识总汇
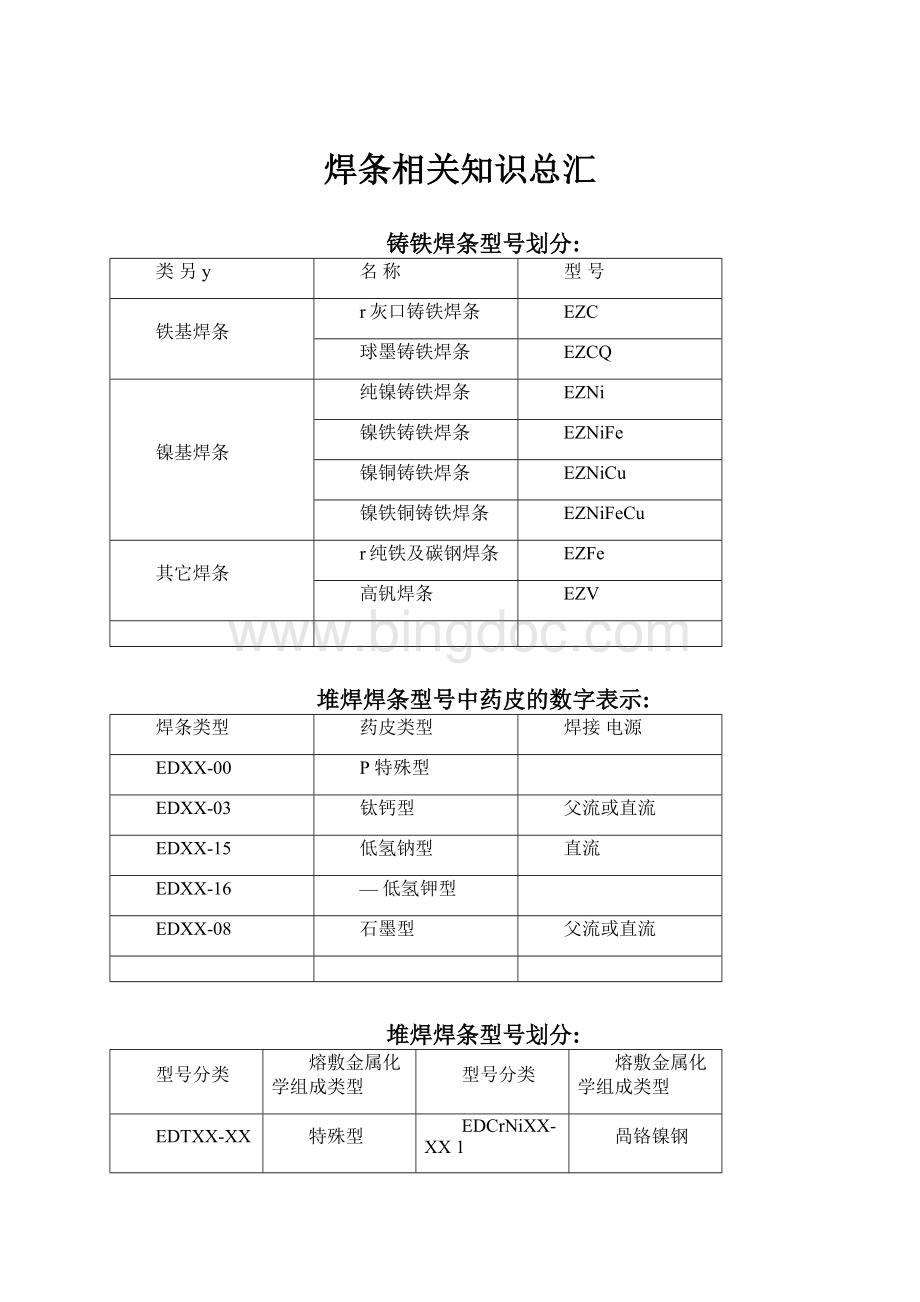
铸铁焊条型号划分:
类另y
名称
型号
铁基焊条
r灰口铸铁焊条
EZC
球墨铸铁焊条
EZCQ
镍基焊条
纯镍铸铁焊条
EZNi
镍铁铸铁焊条
EZNiFe
镍铜铸铁焊条
EZNiCu
镍铁铜铸铁焊条
EZNiFeCu
其它焊条
r纯铁及碳钢焊条
EZFe
高钒焊条
EZV
堆焊焊条型号中药皮的数字表示:
焊条类型
药皮类型
焊接电源
EDXX-00
P特殊型
EDXX-03
钛钙型
父流或直流
EDXX-15
低氢钠型
直流
EDXX-16
—低氢钾型
EDXX-08
石墨型
父流或直流
堆焊焊条型号划分:
型号分类
熔敷金属化学组成类型
型号分类
熔敷金属化学组成类型
EDTXX-XX
特殊型
EDCrNiXX-XX1
咼铬镍钢
EDPXX-XX
普通低中合金钢
EDDXX-XX
咼速刀具钢
EDRXX-XX
热强合金钢
EDZXX-XX「
合金铸铁
EDCrXX-XX
咼铬钢
EDCrCXX-XX
咼铬铸铁
EDMnXX-XX
咼锰钢
edcocrxx-xxI
钻基合金
EDCrMnXX-XX
咼铬锰钢
EDWXX-XX
碳化钨
焊条大类的划分:
序号
焊条大类
代号
汉字
拼音
1
结构钢焊条
结
J
2
钼及铬钼耐热钢焊条
热
R
3
不锈钢焊条
铬不锈钢焊条
铬
G
铬镍不锈钢焊条
奥
A
4
堆焊焊条
堆
D
5
低温钢焊条
温
W
6
铸铁焊条
铸
z:
7
镍及镍合金焊条
镍
Ni
8
铜及铜合金焊条
铜
T
9
铝及铝合金焊条
铝
L
10
特殊用途焊条
特
TS
注:
焊条的牌号的标注以拼音为主,如J422
焊条药皮类型划分:
药皮类型
药皮主要成分
焊接电源
氧化钛型
氧化钛》35%
直流或交流「
氧化钛钙型
氧化钛》30%,钙、镁的碳酸盐20%以下
直流或交流
钛铁矿型
:
钛铁矿》30%
直流或交流:
氧化铁型
多量氧化铁及较多的锰铁脱氧剂
直流或交流
纤维素型
有机物15%以上,氧化钛30%左右
直流或交流
低氢型
:
钙、镁的碳酸盐和萤石
直流:
石墨型
多量石墨
直流或交流
盐基型
氯化物和氟化物
直流
不锈钢焊条使用说明:
1、铬不锈钢具有一定的耐蚀(氧化性酸、有机酸、气蚀)、耐热和耐磨性能。
通常用于电站、化工、石油等设备材料。
铬不锈钢焊接性较差,应注意焊接工艺、热处理条件及选用合适电焊条。
2、铬13不锈钢焊后硬化性较大,容易产生裂纹。
若采用同类型的铬不锈钢焊条(G202G207焊接,必须进行300C以上的预热和焊后700E左右的缓冷处理。
若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条(A107、A207。
3、铬17不锈钢,为改善耐蚀性能及焊接性而适当增加适量稳定性元素Ti、NbMo等,焊接性较铬13不锈钢好一些。
采用同类型的铬不锈钢焊条(G302G307时,应进行200E以上的预热和焊后800C左右的回火处理。
若焊件不能进行热处理,则应选用铬镍不锈钢焊条(A107、A207)。
4、铬镍不锈钢焊条具有良好耐腐蚀性和抗氧化性,广泛应用于化工、化肥、石油、医疗机械制造。
5、铬镍不锈钢焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。
6、铬镍不锈钢药皮有钛钙型和低氢型。
钛钙型可用于交直流,但交流焊时熔深较浅,同时容易发红,故尽可能采用直流电源。
直径4.0及以下可用于全位置焊件,5.0及以上用于平焊及平角焊。
7、焊条使用时应保持干燥,钛钙型应经150C干燥1小时,低氢型应经200-250C干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),防止焊条药皮粘油及其它脏物,
以免致使焊缝增加含碳量和影响焊件质量。
&为防止由于加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电
弧不宜过长,层间快冷,以窄焊道为宜。
低温钢焊条使用说明:
1、通常,“低温”系指-10〜-196C的温度,我国从-40C开始算。
低于-196〜-273C时称“超低温”。
2、-40〜-50C的低温焊条J507RHJ607Ni等。
钼和铬钼耐热钢焊条使用说明:
1、耐热钢是指在高温状态下具有抗蠕变破坏和抗氧化抗氢脆能力,并耐一定介质腐蚀的钢
种。
按化学成分和金相显微组织,可分为珠光体钢、马氏体钢、奥氏体钢。
注意合金元
素有铬、钼、钒、铌、钛、钨、镍等,保证了钢的热强性和耐蚀性。
2、与耐热钢配套的焊条,主要用于焊接高温高压、抗氢脆条件下的管道、容器、石油精练、裂化装置及钢制反应器、换热器等。
为改善焊接抗裂性能,多采用低氢型焊条。
3、耐热钢合金元素多,焊接时淬硬性较大,焊前应进行预热并控制层间温度,焊后缓冷或尚未冷却前进行高温回火处理。
4、异种钢焊接时,选用与中间成分相适应的焊接材料,并根据焊接性差的材料选用合适的预热温度和焊后热处理条件。
5、单独使用或用于厚壁管的焊接时,选用低氢耐型耐热钢焊条。
6、焊前必须对焊件清除铁锈、油污、水分等杂志,特别是对于R517AR717AR727A等焊条。
7、对于焊条R307BR407B等,直流反接,焊接时采用短电弧操作,以窄焊道为宜。
8含Cr量在5%以下时为珠光体组织,在5%以上时为马氏体组织。
Cr-Ni钢为奥氏体组织。
9、在薄壁管的焊接中,普遍采用氩弧焊打底,酸性焊条盖面的工艺。
10、焊接马氏体耐热钢时,充分注意弧坑裂纹问题,用多次“点弧焊”法填满弧坑。
结构钢焊条使用说明:
1、在焊缝冷却速度较大,使强度增高,焊缝接头容易产生裂纹的不利情况下,可选用比母
材强度低一个级别的焊条。
如厚板多层焊或焊后进行正火处理等情况,则需要防止强度过低
的情况。
2、对同一强度等级的酸性焊条或碱性焊条的选用。
对要求塑性好、冲击韧性高、低温性能好,抗裂能力强的选用碱性焊条。
如直流电源有困难,可选用交直流两用的碱性焊条。
3、对低碳钢与低合金钢之间,或低合金钢与低合金钢之间的异种钢焊接接头,一般选用与强度等级较低的钢材箱适应的焊接材料。
4、中碳钢的焊接。
由于中碳钢含碳量较高,焊接裂纹倾向大,可选用低氢焊条或焊缝金属具有良好塑性及韧性的焊条,并将焊件预热和缓冷处理。
5、铸钢的焊接。
铸钢含碳量较高,厚度大,形状复杂,极易产生裂纹,特别是铸钢中合金元素含量较高时。
可选用低氢焊条,并采取预热和合适的合金工艺。
6、工件如经预热,焊接电流比不预热时可减少5〜15%;采用直流时比交流时可减少10%;立焊及仰焊时比横焊时减少10〜15%。
7、室内焊接时,需注意排风;户外焊接时,操作人员应在上风口,以减少焊接烟尘的吸入。
&牌号中带有“B'(RH)及”Ni”的焊条,是高韧性超低氢系列焊条,用于重要结构件的焊接。
国产焊条厂家名录:
焊条厂家
厂家地点
焊条厂家
厂家地点
猴王焊接公司
:
湖北、宜昌
丹东焊条线材厂
辽宁、丹东
自贡中国焊条厂
四川、自贡
保定八一焊条厂
河北、保定
集宁电焊条厂
内家古、集宁
青岛电焊条厂
山东、青岛
兰州长虹焊条厂
:
甘肃、兰州
南京电焊条厂
江苏、南京
天津焊条公司
:
天津、河西
邢台电焊条厂
河北、邢台
泰州电焊条厂
江苏、泰州
大同电焊器材厂
山西、大同
锦州电焊条厂
辽宁、锦州
石家庄焊条厂
河北、石家庄
北京电焊条厂
北京、永定门外久敬庄
萍乡电焊条厂
江西、萍乡
长春电焊条厂
吉林、长春
洛阳电焊条厂
河南、洛阳
淄博电焊条厂
山东、淄博
韶关电焊条厂
广东、韶关
郑州电焊条厂
河南、郑州
贵阳电焊条厂
贵州、贵阳
哈尔滨焊条总厂
黑龙江、哈尔滨
徐州电焊条厂
江苏、徐州
桂林电焊条厂
:
广西、桂林
新疆天山焊条厂
新疆、石河子
常州电焊条厂
:
江苏、常州
西宁电焊条厂
青海、西宁
合肥电焊条厂
安徽、合肥
厦门电焊条厂
福建、厦门
福州电焊条厂
福建、福州
广州电焊条厂
广东、广州
成都电焊条厂
:
四川、成都
长治电焊条厂
山西、长治
杭州电焊条厂
浙江、杭州
特殊用途焊条牌号第一位数字含义:
焊条牌号
熔敷金属主要化学成分组成类型
焊条牌号
熔敷金属主要化学成分组成类型
TS2XX
水下焊接用
TS5XX
电渣焊用管状焊条
TS3XX
:
水下切割用
TS6XX「
铁锰铝焊条
TS4XX
铸铁件焊补前开坡口用
TS7XX
高硫堆焊焊条
有色金属焊条牌号第一位数字含义:
焊条牌号
熔敷金属主要化学成分组成类型
焊条牌号
熔敷金属主要化学成分组成类型
镍及镍合金焊条
铜及铜合金焊条
NiIXX
纯镍
T3XX
白铜合金
Ni2XX
镍铜合金
T4XX
待发展
Ni3XX
茵科镍合金
铝及铝合金焊条
Ni4XX
待发展
L1XX
纯铝
铜及铜合金焊条
L2XX
铝硅合金
T1XX
纯铜
L3XX:
铝锰合金
T2XX
青铜合金
L4XX
待发展
铸铁焊条牌号第一位数字含义:
焊条牌号
熔敷金属主要化学成分组成类型
焊条牌号
熔敷金属主要化学成分组成类型
Z1XX
碳钢或咼钒钢
Z2XX
铸铁(包括球墨铸铁)
焊条牌号
熔敷金属主要化学成分组成类型
焊条牌号
熔敷金属主要化学成分组成类型
Z3XX
纯镍
Z4XX
镍铁合金
Z5XX
镍铜合金
Z6XX
[铜铁合金
Z7XX
待发展
堆焊焊条牌号前两位数字含义:
焊条牌号
主要用途或主要成分类型
焊条牌号
主要用途或主要成分类型
DOOX〜09X
不规定
D60X〜69X:
合金铸铁堆焊焊条
D10X〜24X
不同硬度的常温堆焊焊条
D70X〜79X
碳化钨堆焊焊条
D25X〜29X
常温咼锰钢堆焊焊条
D80X〜89X
钻基堆焊焊条
D30X〜49X
:
刀具工具用堆焊焊条
D90X〜99X:
待发展的堆焊焊条
D50X〜59X
阀门堆焊焊条
低温钢焊条工作温度等级:
焊条牌号
工作温度等级「C)
焊条牌号
工作温度等级(C)
W70X
-70
W19X
-196
W90X
-90
W25X
-253
W10X
-100
碳钢焊条型号的划分:
焊条型号
药皮类型
焊接位置
电流种类
E43系列——熔敷金属抗拉强度》420MPa(43Kgf/mn1)
E4300
特殊型
平、横、立、仰
交流或直流正、
反接
E4301
钛铁矿型
E4303
钛钙型
E4310
高纤维钠型
直流反接
焊条型号
药皮类型
焊接位置
电流种类
E4311
高纤维钾型
交流或直流反接
E4312
高钛钠型
交流或直流正接
E4313
高钛钾型
交流或直流正、
反接
E4315
低氢钠型
平、横、立、仰
直流反接
E4316
低氢钾型
交流或直流反接
E4320
氧化铁型
平
交流或直流正、
反接
平角焊
交流或直流正接
E4322
平
交流或直流正接
E4323
铁粉钛钙型
平、平角焊
交流或直流正、
反接
E4324
铁粉钛型
E4327
铁粉氧化铁型
平
交流或直流正、
反接
平角焊
交流或直流正接
E4328
铁粉低氢型
平、平角焊
交流或直流反接
E50系列——熔敷金属抗拉强度》490MPa(50Kgf/mni)
E5001
钛铁矿型
交流或直流正、
E5003
钛钙型
反接
E5010
高纤维钠型
直流反接
E5011
高纤维钾型
交流或直流反接
E5014
铁粉钛型
平、横、立、仰
交流或直流正、
反接
E5015
低氢钠型
直流反接
E5016
低氢钾型
r交流或直流反「
E5018
铁粉低氢钾型
接
E5018M
铁粉低氢型
直流反接
E5023
铁粉钛钙型
交流或直流正、
E5024
铁粉钛型
反接
E5027
铁粉氧化铁型
平、平角焊
交流或直流正接
E5028
交流或直流反接
E5048
铁粉低氢型
平、横、立向下、仰
注:
1、焊接位置栏中立和仰系指适用于立焊和仰焊的直径不大于4.0mm的E5014EXX15
EXX16E5018和E5018M型焊条及直径不大于5.0mm的其它型号的焊条。
2、E4322型焊条事宜单道焊。
3、E5018M型焊条可以列入E5018型焊条。
4、焊条尺寸:
①1.6,L=200~250mm①2.0、2.5(2.4、2.6),L=250~350mm①3.2
(3.0)、4.0、5.0(4.8),L=350-450mm①6.0(5.8)、6.4、8.0,L=450〜700mm
低合金钢焊条型号的划分:
焊条型号
药皮类型
焊接位置
电流种类
E50系列——熔敷金属抗拉强度》490MPa(50Kgf/mm)
E5003-X
钛钙型
平、横、立、仰
交流或直流正、反接
E5010-X
r高纤维钠型
直流反接—
E5011-X
高纤维钾型
交流或直流反接
E5015-X
低氢钠型
直流反接
E5016-X
p低氢钾型
交流或直流反接
E5018-X
铁粉低氢型
焊条型号
药皮类型
焊接位置
电流种类
E5020-X
高氧化铁型
平角焊
交流或直流正接「
平
交流或直流正、反接
E5027-X
:
铁粉氧化铁型
平角焊
交流或直流正接「
E5027-X
铁粉氧化铁型
平
交流或直流正、反接
E55系列一一熔敷金属抗拉强度》540MPa(55K
gf/mni)
E5500-X
特殊型
平、横、立、仰
交流或直流正、反
E5503-X
钛钙型
接
E5510-X
P高纤维钠型
直流反接:
E5511-X
高纤维钾型
交流或直流反接
E5513-X
高钛钾型
交流或直流正、反接
E5515-X
低氢钠型
直流反接
E5516-X
低氢钾型
交流或直流反接
E5518-X
「铁粉低氢型
E60系列——熔敷金属抗拉强度》590MPa(60Kgf/mm)
E6000-X
特殊型
平、横、立、仰
交流或直流正、反接
E6010-X
高纤维钠型
直流反接
E6011-X
高纤维钾型
交流或直流反接
E6013-X
高钛钾型
交流或直流正、反接
E6015-X
低氢钠型
直流反接
E6016-X
:
低氢钾型
交流或直流反接
E6018-X
—铁粉低氢型
E70系列——熔敷金属抗拉强度》690MPa(70Kgf/mm2)
E7010-X
高纤维钠型
平、横、立、仰
直流反接
E7011-X
P高纤维钾型
交流或直流反接「
E7013-X
高钛钾型
交流或直流正、反接
E7015-X
低氢钠型
直流反接
E7016-X
低氢钾型
交流或直流反接
E7018-X
铁粉低氢型
E75系列一一熔敷金属抗拉强度》740MPa(75Kgf/mm2)
E7515-X
低氢钠型
平、横、立、仰
直流反接
E7516-X
低氢钾型
交流或直流反接
E7518-X
r铁粉低氢型
E80系列——熔敷金属抗拉强度》780MPa(80Kgf/mm2)
E8015-X
低氢钠型
平、横、立、仰
直流反接
E8016-X
r低氢钾型
交流或直流反接
E8018-X
铁粉低氢型
E85系列——熔敷金属抗拉强度》830MPa(85Kgf/mm2)
E8515-X
低氢钠型
平、横、立、仰
直流反接
E8516-X
低氢钾型
交流或直流反接
E8518-X
铁粉低氢型
E90系列一一熔敷金属抗拉强度》880MPa(90K
gf/mm2)
E9015-X
低氢钠型
平、横、立、仰
直流反接
E9016-X
低氢钾型
交流或直流反接
E9018-X
铁粉低氢型
焊条型号
药皮类型
焊接位置
电流种类
E100系列——熔敷金属抗拉强度》980MPa(100Kgf/mni)
E10015-X
低氢钠型
平
F、横、立、仰
直流反接
E10016-X
r低氢钾型
平
交流或直流反接:
E10018-X
铁粉低氢型
平
F、横、立、仰
交流或直流反接
注:
1、后缀字母X代表熔敷金属化学成分分类代号,如A1、B1、B2等,见表5。
2、焊接位置栏中立和仰系指适用于立焊和仰焊的直径不大于4.0mm的EXX15-X
EXX16-XE5018-X及直径不大于5.0mm的其它型号的焊条。
结构钢焊条焊缝金属强度等级:
焊
条牌
号
焊缝金属抗拉强度等级
Kgf/mm2
MPa
J42X
42
420
J50X
50
490
J55X
55
540
J60X
60
590
J70X
70
690
J75X
75
740
J85X
85
830
J10X
100
980
注:
1、药皮中铁粉含量约为30%或熔敷效率为105%以上,在牌号末尾加注“Fe”及二位数字(以效率的1/10表示。
2、有特殊性能和用途的,在牌号后加注起主要作用的元素或主要用途的拼音字母。
如:
“G'表示管子,”X”表示立向下焊,“R'表示容器专用焊条,”H'表示超低氢,“D'表示打底焊焊条
耐热钢焊条熔敷金属主要化学成分组成等级
焊条牌号
熔敷金属主要化学成分组成等级
R1XX
含Mo量约为0.5%
R2XX
含Cr量约为0.5%,含Mo量约为0.5%
R3XX
含Cr量约为1〜2%,含Mo量约为0.5〜1%
R4XX
含Cr量约为2.5%,含Mo量约为1%
R5XX
含Cr量约为5%,含Mo量约为0.5%
R6XX
含Cr量约为7%,含Mo量约为1%
R7XX
含Cr量约为9%,含Mo量约为1%
R8XX
含Cr量约为11%,含Mo量约为1%
不锈钢焊条熔敷金属主要化学成分组成等级
焊条牌号
熔敷金属主要化学成分组成等级
G2XX
含Cr量约为13%
G3XX
含Cr量约为17%
A0XX
含C量w0.04%(超低碳)
A1XX
含Cr量约为19%,含Ni量约为10%
A2XX
含Cr量约为18%,含Ni量约为12%
A3XX
:
含Cr量约为23%,含Ni量约为13%
A4XX
含Cr量约为26%,含Ni量约为21%
A5XX
含Cr量约为16%,含Ni量约为25%
A6XX
:
含Cr量约为16%,含Ni量约为35%
A7XX
铬锰氮不锈钢
A8XX
:
含Cr量约为18%,含Ni量约为18%
A9XX
待发展
焊条保管制度
1、焊条入库时的外包装必须完好,产品说明书、合格证和焊材材质证书等应齐全,入库时必须有企业焊接监督人员签字认可。
2、焊条应存放在专用库房内,库房温度应保持在20C以上,相对湿度保持在60%以下,库房内干净、整洁。
3、焊条堆放时不许直接放在地面上,应距地面300mm以上,距墙壁100mm以上。
4、焊条应按类别、型号、规格、批次、产地、入库时间等分类存放,并有明显标记。
5、焊条发放时应轻拿轻放,以防焊条受损。
&定期检查焊条,如发现有受潮、污损、错存、错发等应及时处理,库存数量应根据生产用量进行储存。
7、烘干焊条时,必须核查其牌号、型号、规格等,注意不同类型焊条一般不能在同炉中烘干。
烘干时,每层焊条堆放不能太厚(以1-3层为好),以免焊条受热不均,影响焊条质量。
焊条再烘干工艺参数见下表
常用焊条再烘干工艺参数
焊条类别
焊条牌号
再烘干工艺参数及条件
温度/C
时间/min
烘后允许存放时间/h
允许重复烘干次数
碳钢焊条
J422
75-150
30-60
8
5
J506
300-350
30-60
4
3
不锈钢焊条
A132
150-250
30-60
4
3
8、发放低氢型焊条时必须给领用者配备焊条保温筒,以保证焊条质量,同时作好发放记录。
9、库房管理人员应随时到现场巡视有无用剩的焊条,用剩的焊条应拿回烘烤箱内,不
能露天存放,低氢型(如J506)焊条次日使用前还要再烘干(在低温烘箱中恒温保管的除外)
10、如因存放时间长而导致焊条表面上有白色结晶(发毛),但药皮无成块脱落,焊接时无大量飞溅,且焊后无气孔、无裂纹等缺陷,仍可用于一般构件焊接。
11、如果焊芯严重锈蚀,药皮严重受损或严重脱落则应报废,报废的焊条的焊芯可以回收。
焊条的选用原则
焊条的选用须在确保焊接结构安全、可行使用的前提下,根据被焊材料的化学成分、力学性能、板厚及接头形式、焊接结构特点、受力状态、结构使用条件对焊缝性能的要求、焊接施工条件和技术经济效益等综合考查后,有针对性地选用焊条,必要时还需进行焊接性试验。
(1)同种钢材焊接时焊条选用要点
1考虑焊缝金属力学性能和化学成分对于普通结构钢,通常要求焊缝金属与母材等强
度,应选用熔敷金属抗拉强度等于或稍高于母材的焊条。
对于合金结构钢,有时还要求合金成分与母材相同或接近。
在焊接结构刚性大、接头应力高、焊缝易产生裂纹的不利情况下,应考虑选用比母材强度低的焊条。
当母材中碳、硫、磷等元素的含量偏高时,焊缝中容易产生裂纹,应选用抗裂性能好的碱性低氢型焊条。
2考虑焊接构件使用性能和工作条件对承受载荷和冲击载荷的焊件,除满足强度要求外,主要应保证焊缝金属具有较高的冲击韧性和塑性,可选用塑、韧性指标较高的低氢型焊条。
接触腐蚀介质的焊件,应根据介质的性质及腐蚀特征选用不锈钢类焊条或其他耐腐蚀焊条。
在高温、低温、耐磨或其他特殊条件下工作的焊接件,应选用相应的耐热钢、低温钢、堆焊或其他特殊用途焊条。
3考虑焊接结构特点及受力条件对结构形状复杂、刚性大的厚大焊接件,由于焊接过程中产生很大的内应力,易使焊缝产生裂纹,应选用抗裂性能好的碱性低氢焊条。
对受力不大、焊接部位难以清理干净的焊件,应选用对铁锈、氧化皮、油污不敏感的酸性焊条。
对受条件限制不能翻转的焊件,应选用适于全位置焊接的焊条。
4考虑施工条件和经济效
 升级会员
升级会员 