SmartNest专业版数控下料编程操作流程.docx
《SmartNest专业版数控下料编程操作流程.docx》由会员分享,可在线阅读,更多相关《SmartNest专业版数控下料编程操作流程.docx(13页珍藏版)》请在冰点文库上搜索。
SmartNest专业版数控下料编程操作流程
数控下料编程操作流程
一、建立板材库
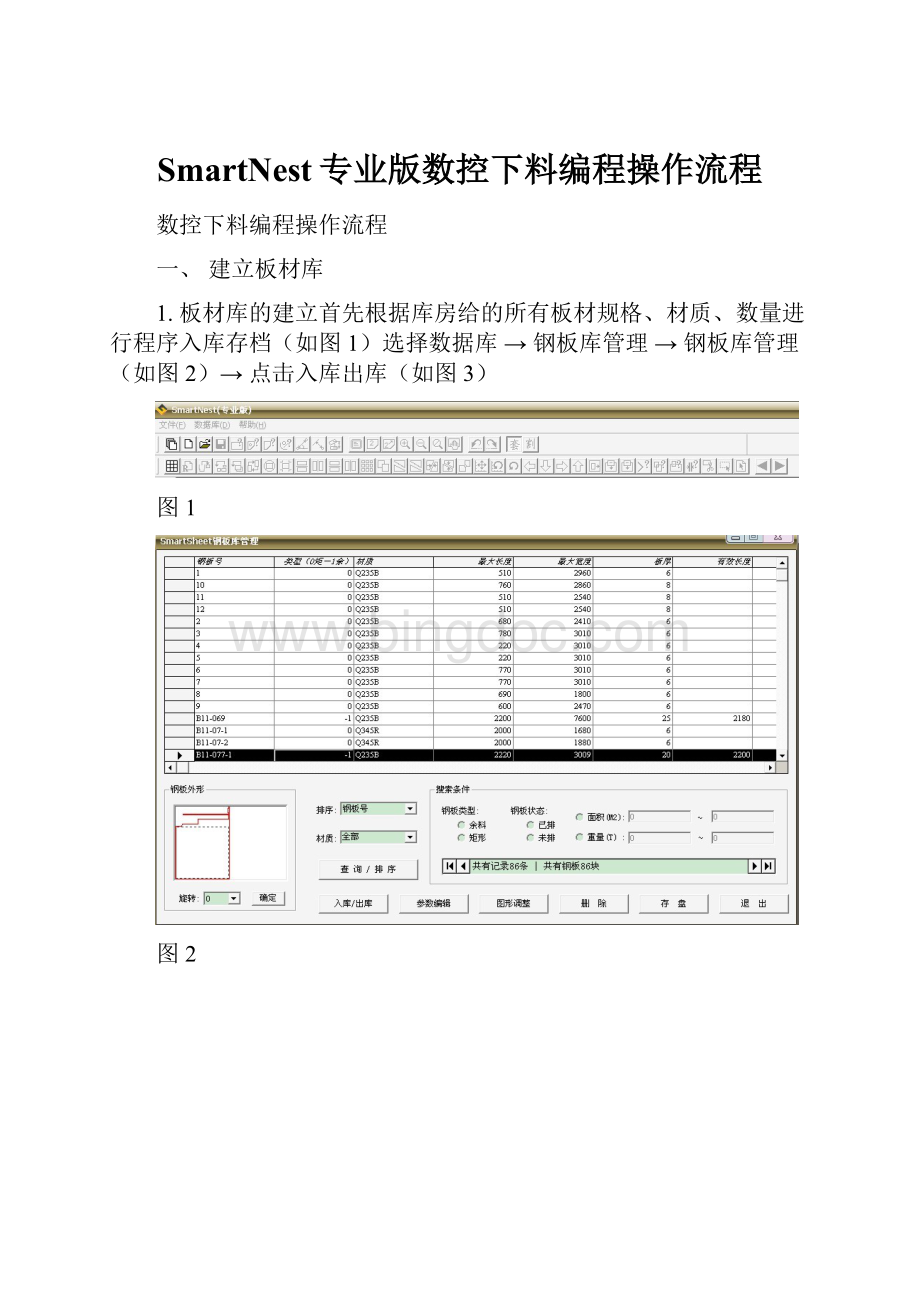
1.板材库的建立首先根据库房给的所有板材规格、材质、数量进行程序入库存档(如图1)选择数据库→钢板库管理→钢板库管理(如图2)→点击入库出库(如图3)
图1
图2
图3
→根据仓库所给的规格,更改钢板编号、数量、材质、板厚、长度、宽度等,→点击确认→点击(图1)的存盘,退出并保存。
二、编程操作流程
1、首先在CAD把需要编程的图形删改干净,注意避免断线,其次,在自己设定的文件夹内保存为R12DXF格式的文件。
2、选择数据库→零件库管理(如图4)→点击参数设置→最小孔径改为5→点击导入一个零件→导出CAD里面保存的R12DXF的文件(如图5),弹出图5的对话框后,更改内部图号、名称、材质、板厚等参数,检查右上角的图形框的内工件的规格是否与图纸相同,合格后点确认
图4
图5
确定后选中并双击生成后的零件(如图6)弹出对话框,在根据图纸的数量更改零件的数量→确定→点击创建套料计划→更改文件名称→点击打开→弹出对话框点击确认(如图7)→关闭零件库→是
图6
图7
3、点击自动套料(批量)(如图1,文件下面的像三页纸的按钮)→双击上图生成的文件(如图8)→点击进入板材库,选择钢板(如图9)→选择余料钢板(如果没有余料钢板点击正常钢板选择)→双击图中出现的钢板,弹出对话框选择数量。
(如图10)→选择完成点击确定;
图8
图9
图10
→确定后,回到(图9)→更改边框余量(正常为10mm)和零件间隔(正常为20mm)→点击自动排样,生成(如图11)
图11
4、排版:
1首先确认是否在套料图中,点击工具栏的(套),其次,工件多的情况下手动移动零件,将零件使用到最大化。
如果出现小量的余料点击左上角工具栏的(优化套料)→追加新零件,→点击左键,选择添加同样板厚常用的标准零件,→手动排版,让零件利用到最大化(如图12)点击左下角的等距缩放所有零件,出现下图的工件外边的红线。
图12
2、其次点击工具栏的(割)→工具栏的设置→工艺参数设置→按照对照表调整参数,(如图13)→点击确认;
图13
(图13a)(图13b)
当钢板厚度大于20时,按图13a设置,当钢板厚度小于20时,按图13b设置
选择左边工具栏中的(轮廓总优化)→点击(零件交互排序)点击选择工作区域的所有零件(注释:
这部很重要,要让所有零件点亮变成红色,并且检查零件切割的顺序,正常切割都是先内后外,)→自动设置轮廓起点(注释:
在工件多的情况下手动调整轮廓起点的位置,首先点击(交互更改轮廓起点位置)在对工件点击任意点,尽量让引入引出线点在直线上,这样切割出来的工件收刀点没有凹凸)→自动设置轮廓方向(注释:
在工件多的情况下手动设置轮廓方向,避免割伤下个工件,减少间隔余量。
首先点击(交互更改轮廓方向)点击引入引出线,这样就能更改引入引出先的方向。
)→自动设置全部引入引出线。
→设置完成点击(切割模拟)→点连续→模拟完成点结束。
3、生成程序:
点击切割编程→自动生成用户NC代码→选择奥特先锋数控切割代码→点击自动生成NC代码→显示NC代码/编辑→文件命名另存。
(如图14和15)
图14图15
三、余料库的保存
1、点击钢板管理→自定义余料边界,在板材上手动画出余料边界→按回车弹出对话框(如图16)→点击入库弹出对话框(如图17)确认入库,这样剩下的板材就保存的零件库中了
图16
图17
2、防止板材库出问题可以在CAD里面将所有的板材规格画出来(如图18)
图18
点击文件操作→当前套料图生成DXF格式,→在CAD里打开此套料图,在粘贴到板材库存中,这样做到双重保险,→预览打印下料工艺卡(如图19)→最后保存套料图层,以免下料中发生问题,可直接调用,节省编程时间。
图19
四、总结
以上是下料编程的所有步骤,其中排版很重要,排版的好坏直接与板材的成本和利用率挂钩,最后一项,下料工艺卡能体现出所有的板材排布情况,下料个数量及规格等等,有利于审批、流转,避免漏下、重复下、等等问题,大大提高了板材的利用率和人工的效率。
五、工艺参数表
板材切割编程参数
厚度
4
6
6
8
10
20
25
35
36
材质
Q235B
Q235B
Q345R
Q235B
Q235B
Q235B
Q235B
Q235B
Q345R
切割速度单位(mm)
3000
2500
2400
2000
1500
450
400
350
300
预热时间单位/秒
0
0
0
0
0
20
20
20
20
空程速度单位(mm)
4000
4000
4000
4000
4000
4000
4000
4000
4000
割缝补偿单位(mm)
2
2
2
2
2
2
2
2
2
切入线长度单位(mm)
10
10
10
10
10
20
20
20
20
切出线长度单位(mm)
5
5
5
5
5
15
15
15
15
切入弧直径单位(mm)
10
10
10
10
10
20
20
20
20
切出弧直径单位(mm)
5
5
5
5
5
15
15
15
15
氧气压力单位Mpa
一
一
一
一
5
∽
∽
∽
∽
丙烷压力单位Mpa
一
一
一
一
一
∽
∽
∽
∽
注释:
以上预热时间参数仅供参考,因为天气温度不同预热时间不同,切入且出线和切入切出弧参数,更具所下料规格、种类适当调整
 升级会员
升级会员 