08121板坯区工艺技术操作作规程Word文档下载推荐.docx
《08121板坯区工艺技术操作作规程Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《08121板坯区工艺技术操作作规程Word文档下载推荐.docx(22页珍藏版)》请在冰点文库上搜索。
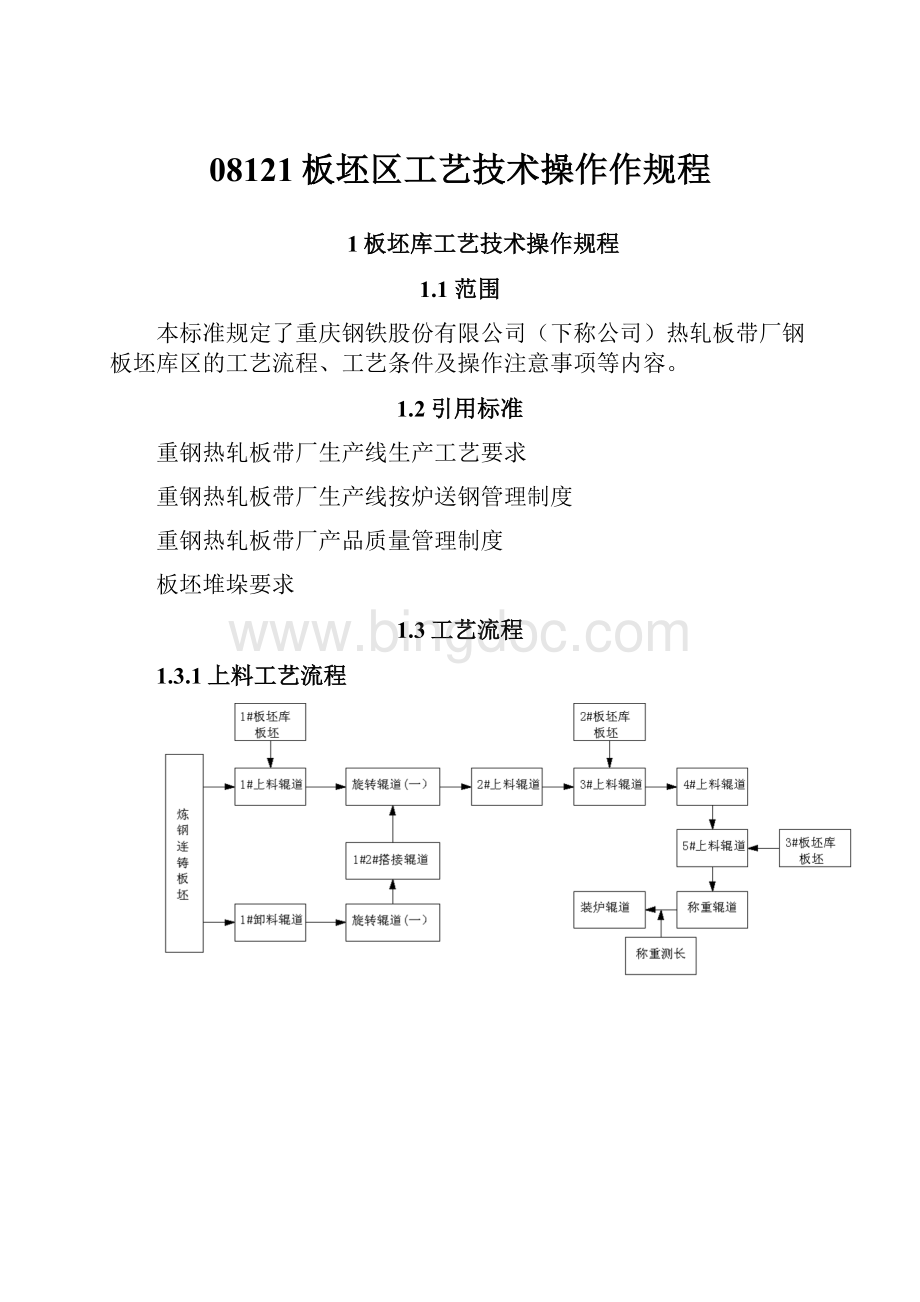
后,运送到上料辊道2段上。
通过旋转辊道运送时,要保证板坯运送至上料辊道后,头部仍然朝向轧制方向。
当旋转辊道
(二)逆时针旋转将板坯运送至搭接辊道后,旋转辊道
(一)必须顺时针将板坯运送至上料辊道;
若旋转辊道
(二)顺时针旋转将板坯运送至搭接辊道后,则旋转辊道
(一)必须逆时针将板坯运送至上料辊道。
具体运送方式视设备具体情况而定。
板坯测长与称重:
板坯库L1级系统需要测量板坯的实际长度与重量,传送给L2.5级板坯库管理系统。
在卸料辊道及上料辊道上,均装有测长用编码器,可分别在卸料辊道2段及上料辊道2段上测板坯长度,保证从卸料辊道2、3段,上料辊道2、3、4段下料的板坯均有实测的长度数据。
当板坯通过称重装置送入加热炉区时,使用称重辊道上配置的编码器对板坯再次进行测长,修正长度数据。
同时使用称重辊道上的板坯称称量板坯重量。
返回板坯的控制:
经过加热炉加热后出炉的板坯,不能进行轧制,需要炉后退钢时,采用手工方式进行处理,由加热炉区输送至返回辊道上,停在返回辊道1段或2段,由人工通知天车进行下料即可;
如果该板坯希望反装入炉,则需通过天车吊运到3跨的上料辊道。
板坯数据与跟踪:
板坯的预测长度、预测厚度、预测宽度、预测重量、板坯号等参数,随着板坯从连铸进入板坯库系统,或板坯由天车吊装到上料辊道上,由L2.5级板坯库管理系统传送给L1级控制系统。
从板坯进入板坯库系统起,系统为每块板坯建立跟踪数据,数据包括板坯所处的辊道,及所在位置等信息。
系统为没段辊道建立延轧制方向的坐标系,当金属检测器检测到板坯进入一段新的辊道时,用新的辊道坐标数据替代原有跟踪数据。
由于只有少数辊道装有编码器,使用变频器的反馈速度来进行位置跟踪的计算。
1.5主要设备及性能参数
1.5.1板坯上料辊道
a)用途
位于连铸机出坯辊道之后,用来承接从连铸出坯辊道运来的板坯并运向板坯加热炉入炉辊道。
同时也用于板坯的上料、卸料。
板坯上料辊道为单独传动,共56根辊子。
板坯上料辊道主要由减速电机、联轴器、辊子装配、辊道架、盖板、边板、电机支座、辊颈喷水冷却配管和润滑配管等组成;
辊子冷却方式为辊颈喷水冷却;
辊子为实心锻钢,辊道架、盖板、边板、电机支座为焊接结构件。
在正常工作时,每根辊子均可正反转;
可用手动或自动控制。
b)技术参数
辊道型式:
单独传动、可逆式、实心锻钢辊道
辊子尺寸:
Ф400×
1780mm
辊距:
1500,1200mm
辊道组数:
5组
每组辊子数量:
11,12根
辊面速度:
±
0~2.0m/s
电机:
67台,功率:
AC18.5kW,1470r/min
传动比:
15.4
输出转速:
95.5r/min
辊子冷却形式:
辊颈冷却
1.5.2旋转辊道
(一)
该辊道位于板板坯上料辊道之间,用来把从第一段板坯上料辊道运来的板坯输送到第二段板坯上料辊道上;
或者把从第一段板坯上料辊道运来的板坯通过转盘旋转90º
后转运到板坯搭接辊道上;
或者把板坯搭接辊道的板坯转运到第二段板坯上料辊道上。
该设备主要由辊子传动装置、辊子装配、辊道架、侧挡板、盖板、回转传动装置、定心装置、限位装置、缓冲器装置、走台、栏杆以及固定挡板等组成。
该设备中的辊道为单独传动,可逆式。
变频电机减速器通过鼓形齿联轴器传动辊道辊子,辊子两端装有双列调心滚子轴承,轴承安装在整体的轴承座内部,传动端轴承采用固定安装方式,非传动端轴承采用游动安装方式,可保证辊子沿轴向有游动间隙,轴承座通过高强度螺栓把合在辊道架上;
辊道的两侧均设有边板,辊子间设有盖板;
该设备的回转部分是通过两台三合一减速装置的小齿轮与大齿轮相对转动,由于两段大齿圈固定,啮合时产生的切向力使小齿轮带动辊道架一起沿大齿圈绕中心定位装置进行回转;
同时在辊道架的两端部布置四个滚轮装置,即用来承受辊道架自重及板坯重量;
辊道旋转用电机为变频调速电机,可调节旋转辊道的回转速度,同时,对该设备旋转的极限位置通过四组接近开关进行极限限位,另外,在辊道架一端的两侧位置设置有缓冲器对设备进行机械限位。
在辊道末端设有事故固定挡板,由三组刚度较大的弹簧来实现对板坯的阻挡,不致使从搭接辊道输送来板坯在事故状况下滑出辊道,挡板支架固定在基础上。
辊子为实心锻钢辊;
辊道架、侧挡板、盖板和底盘、固定挡板支架为焊接钢结构件;
工作原理:
当设备接到前面辊道发出的板坯输送来的信号时,旋转辊道中的回转机构进行动作,设备作逆时针方向回转(此时辊道不运转),通过回转机构中的制动器以及接近开关的控制功能,来实现旋转辊道与前组辊道的对中,对中后回转电机须停转;
当板坯未到达旋转辊道时,可提前启动辊道电机,以便快速把准备进入的板坯输送到旋转辊道上,同时通过辊道电机上的编码器来实现对板坯定位,当板坯的重心定位在控制所要求的范围内,辊道电机须停转,同时要求电机制动(目的是使设备旋转时,板坯与辊子间不产生相对滑动),此后,回转用电机反方向旋转,设备作顺时针方向回转;
当设备回转90°
时,通过回转机构中的制动器以及接近开关的控制功能,来实现旋转辊道与后组辊道的对中,对中后回转电机须停转,同时应启动辊道电机,使板坯快速输送到后面的辊道上去;
当板坯接收到前面的信号后,又重复前面的动作,进行下一个工作循环;
因控制板坯运行的系统出现故障后,板坯将继续前进,为防止板坯冲出辊道,故在旋转辊道接料方向的末端安装固定挡板,当出现突发事故时,板坯撞上滑动盖时,滑动盖压缩三组弹簧向后运动,使冲击动能转化为弹性势能,板坯慢慢减速,直至停止在辊道上。
型式:
单独传动,可逆式,实心锻钢辊
Φ400mm×
辊子间距:
1200mm
辊子数量:
10个
1组
电机及减速器:
功率:
AC18.5kW
~95.5r/min
数量:
10台
转盘旋转角度:
90度
旋转用电机及减速器:
AC11kW(带制动器和编码器)
~17r/min
减速比:
83.47
2台
冷却形式:
1.5.3板坯称量辊道
该辊道位于板坯上料辊道之后,用来承接上料辊道运来的板坯。
板坯在此称重、测长后送往加热炉装炉辊道。
板坯称重辊道为单独传动,该辊道位于板坯上料辊道之后,用来承接上料辊道运来的板坯。
板坯在此称重后送往加热炉装炉辊道。
电机经减速箱、联轴器带动每根辊子转动。
辊子轴承由集中干油润滑,辊子采用辊颈喷水冷却。
辊道电机采用交流变频调速电机进行变频调速。
该组辊道主要由辊子装配、辊道架、传动装置、边板、盖板等组成。
辊道减速电机直接通过联轴器驱动辊道辊子转动。
辊子两端装有双列向心滚子轴承,轴承安装在整体的轴承座内。
轴承座通过螺栓把合在辊道架上。
辊道的两侧设有边板,辊子间设有盖板。
辊道架、电机座和盖板为焊接钢结构件。
1780mm
11根
11台,功率:
AC18.5kW,转速:
1470r/min
辊颈冷却
1.5.4板坯称
该板坯称位于板坯称量辊道上,用来称量每一块进炉板坯品质。
板坯称位于板坯称量辊道上,用来称量每一块进炉板坯质量。
称重时,液压缸活塞杆推动升降机构的曲柄,使其绕固定点转动,活动梁上升,将钢坯顶起,其重量完全落在称重模块上,从而实现板坯的称重。
称重时,顶杆高于辊道面80mm;
不称重时,顶杆低于辊道面50mm。
顶杆的极限位置由接近开关限位。
当钢坯停在称量辊道上后,设备两侧的液压缸同时开始动作,活塞杆伸出,推动曲柄使曲柄绕轴旋转,连杆与曲柄形成平行四边形机构,使设备前后曲柄同时动作;
两侧曲柄通过轴上安装的键达到机械同步。
从而整个装置的上部被顶起,推动停在辊道上的钢坯向上移动。
当钢坯被顶到辊道面上80mm的时候,液压缸停止动作,称重模块进行称重。
然后液压缸活塞杆回退,将钢坯重新放置于称量辊道面上。
板坯称活动梁下降到称量辊道面下50mm时,设备停止工作,完成一个工作循环。
液压升降式
称量能力:
Max.35000kg
称量精度:
10kg
称量周期:
~30s
板坯称升降速度:
30mm/s
板坯称总行程:
130mm
液压缸缸径/杆径:
Ф140/Ф100×
400mm2件
称重传感器:
动载称量模块4×
20t,矩形布置(型号待定)。
1.5.5板坯卸料辊道
该辊道位于连铸机出坯辊道之后,用来承接连铸机出坯辊道运来的板坯并运到各板坯库。
同时也用于板坯的卸料。
4组
12,11根
54台,功率:
15.4;
1.5.6旋转辊道
(二)
该辊道位于板坯卸料辊道之间,用来把从第一段板坯卸料辊道运来的板坯输送到第二段板坯卸料辊道上;
或者把从第一段板坯卸料辊道运来的板坯通过转盘旋转90º
或者把返回辊道返回来的板坯通过转盘旋转90º
后转运到板坯搭接辊道上。
结构组成:
、当设备接到前面辊道发出的板坯输送来的信号时,旋转辊道中的回转机构进行动作,设备作逆时针方向回转(此时辊道不运转),通过回转机构中的制动器以及接近开关的控制功能,来实现旋转辊道与前组辊道的对中,对中后回转电机须停转;
AC18.5kw
AC11kw(带制动器和编码器)
1.5.7板坯搭接辊道
板坯搭接辊道为单独传动,共31根辊子。
位于旋转辊道之间,用来承接旋转辊道运来的板坯。
板坯搭接辊道主要由减速电机、联轴器、辊子装配、辊道架、盖板、边板、电机支座、辊颈喷水冷却配管和润滑配管等组成;
单独传动,可逆式,实心锻钢辊
31个
31台,功率:
减速机:
传动比:
15.4;
95.5r/min
1.5.8板坯返回辊道
返回辊道为单独传动,共22根辊子。
位于出炉辊道侧方,用来停放、运送不能继续轧制的热板坯,由跨间起重机卸料堆放。
返回辊道主要由减速电机、联轴器、辊子装配、辊道架、盖板、边板、电机支座、辊颈喷水冷却配管和润滑配管等组成;
该辊道位于出炉辊道侧方,用来停放、运送不能继续轧制的热板坯,由跨间起重机卸料堆放。
本设备可用手动或自动控制。
辊距:
1200mm
辊子直径/长度:
φ400×
22根
0~2m/s
1.6操作规程
1.6.1板坯上料辊道操作规程
一、点检设备
1)、设备点检完毕
2)、上料辊道区域无人
3)、操作场所的位置选择正常
二、运转准备
2.1送电
在辅助盘上送连锁电源
2.2液压、润滑
液压、润滑系统正常
2.3急停复位
相关的急停全部复位
2.4确认
1)、旋转辊道
(一)的旋转位置
2)、上料辊道各段是否有板坯
三、手动运行
由北科大提供
四、自动运行
可手动或自动控制辊道启停;
各辊道组之间可联动,也可单动;
旋转辊道
(一)开始旋转时,板坯上料辊道不允许动作,反之亦然;
要求能够正反转;
可与旋转辊道
(一)、板坯称量辊道联动。
1.6.2旋转辊道
(一)操作规程
2)、运输区域无人
1)、1#上料料辊道有无板坯
2)、2#上料辊道有无板坯
3)、旋转辊道
(一)的旋转位置
4)、旋转辊道
(二)的旋转位置
5)、1#、2#搭接辊道有无板坯
1.6.3板坯称量辊道操作规程
1)、称量辊道上有无板坯
2)、装炉辊道有无板坯
3)、5#卸料辊道有无板坯
1.6.4板坯称操作规程
三、操作程序
在正常运转时,辊道正转,向下一步工序运送坯料。
当传感器检测到钢坯信号,电机(带减速器)停止运转,然后液压缸开始动作,板坯称完成升起、称重、下降整个过程。
注意事项:
板坯称称重前,在轧制方向上,钢板中心线需与板坯称中心线重合,位置精度误差不超过±
50mm;
.板坯称动作时,称量辊道不得动作,反之亦然。
该称量辊道与板坯称互为连锁,即当板坯称进行称重时,称量辊道不得动作,
1.6.5卸料辊道操作规程
1)、旋转辊道
(二)的旋转位置
2)、卸料辊道各段是否有板坯
旋转辊道
(二)开始旋转时,板坯卸料辊道不允许动作,反之亦然;
可与旋转辊道
(二)、板坯返回辊道联动;
1.6.6旋转辊道
(二)操作规程
1)、1#卸料辊道有无板坯
2)、2#卸料辊道有无板坯
1.6.7搭接辊道操作规程
2)、4)、旋转辊道
(二)的旋转位置
3)、1#、2#搭接辊道有无板坯
手动控制:
人工起停辊道;
自动控制:
根据检测到的板坯信号自动起停辊道;
本设备的其它操作规程按轧线统一规定执行。
1.7操作台面板说明
板坯库设有操作台2个,分别在CP1、CP2二三个操作室中。
CP1操作台完成下述设备的控制:
XXXXXXXXX(待定)
CP2操作台完成下述设备的控制:
XXXXXXXX(待定);
1.7.1CP1钢卷运输主操作台台面布置及功能
CP1操作台面板
文字说明待北科大提供。
1.7.2CP2钢卷运输主操作台台面布置及功能
CP2操作台面板
1.8HMI操作界面说明
板坯库区操作室CP1、CP2内各设置一台HMI,用于监控板坯的运输过程,主要画面包括:
1.区域跟踪主画面
待北科大提供。
2.数据录入和修正画面
3.称重数据显示
4.测长数据显示画面
5.故障显示画面等
 升级会员
升级会员 