呼和浩特市西线钢箱梁工程施工组织设计Word下载.docx
《呼和浩特市西线钢箱梁工程施工组织设计Word下载.docx》由会员分享,可在线阅读,更多相关《呼和浩特市西线钢箱梁工程施工组织设计Word下载.docx(108页珍藏版)》请在冰点文库上搜索。
厚钢板超声波检验方法
GB/T2975-1998
钢及钢产品力学性能试验取样位置及试样制备
GB/T3077-1999
合金结构钢
JB/T3223-1996
焊接材料质量管理规程
GB3323-2005
钢熔化焊对接接头射线照相和质量分级
GB/T4336-2002
碳素钢和中低合金钢的光电发射光谱分析方法
GB/T4956-2003
磁性基体上非磁性覆盖层厚度测量磁性方法
GB/T5210-2006
涂层附着力的测定法拉开法
GB/T1031-1995
表面粗糙度参数及其数值
GB/T5117-95
碳钢焊条
GB/T5118-95
低合金钢焊条
GB/T5293-1999
埋弧焊用碳钢焊丝和焊剂
GB/T5313-85
厚度方向性能钢板
GB/T6060.3—2008
表面粗糙度比较样块抛(喷)丸、喷砂加工表面
GB/T8110-2008
气体保护电弧焊用碳钢、低合金钢焊丝
GB/T8923-2009
涂装前钢材表面锈蚀等级和除锈等级
GB/T9286-1998
色漆和清漆漆膜的划格试验
GB/T9793-1997
金属和其它无机覆盖层热喷涂锌、铝及其合金
GB/T10045-2001
碳钢药芯焊丝
GB/T11345-89
钢焊缝手工超声波探伤方法和探伤结果分级
GB/T11373-1989
热喷涂金属件表面预处理通则
GB/T11374-1989
热喷涂涂层厚度的无损测量方法
GB/T13288-1991
涂装前钢材表面粗糙度等级的评定
GB/T13312-1991
钢铁件涂装前除油程度检验方法(验油试纸法)
GB/T12470-2003
埋弧焊用低合金钢焊丝和焊剂
GB/T14957-94
熔化焊用钢丝
GB/T14958-94
气体保护焊用钢丝
GB/T14977-94
热轧钢板表面质量的一般要求
GB50205-2001
钢结构工程施工质量验收规范
JB/T6061-2007
焊缝磁粉检验方法和缺陷磁痕的分级
JT/T227-2008
公路桥梁钢结构桥防腐涂装技术条件
DB32/T947-2006
公路桥钢箱梁制造规范
4、术语、符号
4.1术语
下列术语适用于本规则:
4.1.1梁段
梁段指的是设计图中划分的钢箱梁制造段。
4.1.2板单元
板单元是组成梁段的基本单元。
板单元包括:
顶板单元、底板单元、横隔板单元、腹板单元等。
4.1.3零件
零件是组成板单元的最小元件。
其中,顶板、底板、直腹板、横隔板、加劲肋等为主要零件,其余为次要零件。
4.2符号
B、b—宽度d—直径
f—拱度、弯曲矢高H、h—截面高度
K—焊脚尺寸L—长度
S—间距t—厚度
α、β—角度△—偏差、增量
5、材料
5.1钢材
本工程主结构结构采用Q345qE钢种,其化学成分和力学性能应符合GB/T714-2008的要求。
5.2焊接材料
根据设计要求、母材、接头型式、焊接位置等因素,通过焊接工艺评定选取与母材匹配的焊丝、焊剂和焊条。
各种焊接材料均应符合现行的国家标准。
焊接材料选用表
名称
型号
规格
执行标准
备注
焊条
E5015
φ3.2、φ4.0
《碳钢焊条》
实芯焊丝
药芯焊丝
ER50-6
E501T-1L
φ1.2
《气体保护焊用碳钢、低合金钢焊丝》
埋弧焊丝
H10Mn2
H08MnA
φ4
《熔化焊用钢丝》
埋弧焊剂
SJ101q
《埋弧焊用低合金钢焊丝和焊剂》
陶瓷衬垫
TG2.0
辅材
二、总体制作方案设计(以A匝道第四联钢箱梁为例)
本工程由钢箱梁和钢箱拱组成。
结构节段在工厂内制作完成,用汽车运输至安装现场,并在安装现场进行吊装节段用临时支架的施工,后利用吊车进行构件节段的吊装,完毕后进行调整、焊接、修整、补涂装。
1、分段划分
考虑到设计要求、现场环境、吊装运输等因素,对钢箱梁进行分段。
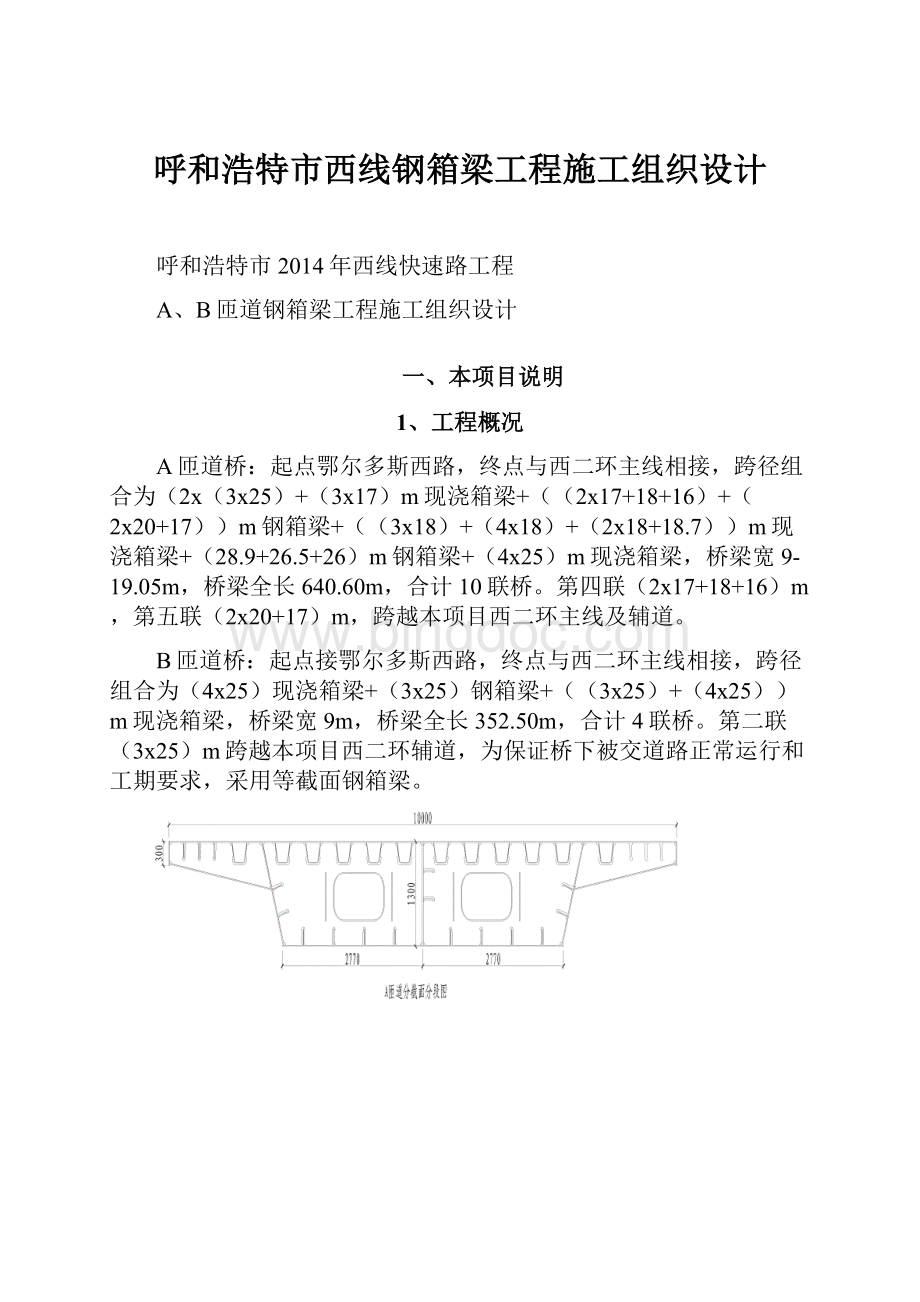
A匝道第四联钢箱梁横向分为4段,其中包括2个悬臂节段,分段示意图如下:
A匝道第四联钢箱梁纵向分为A、B、C、D、E共5段,,分段示意图如下:
2、板单元划分
本工程钢箱梁工厂内加工制作箱梁节段划分为2个节段:
箱梁节段由顶板单元、底板单元、腹板单元和隔板单元组成,其组成形式如下图所示:
悬臂节段由顶板、U肋、悬臂隔板、加劲肋、悬臂腹板、悬臂底板组成,其组成形式如下图所示:
顶板单元由顶板和顶板U肋组成。
底板单元由底板和底板加劲肋组成。
腹板单元分为中腹板和斜腹板。
横隔板单元由横隔板、垂直加劲肋、隔板护筒组成。
3、总体制作流程
根据钢结构箱梁的设计要求、结构特点和加工厂的实际情况,确定了本工程工厂内加工制作总体施工流程:
三、钢箱梁厂内制造、试拼装及涂装
1、下料及机加工
主要零件和异形零件通过数控等离子切割机下料,直条板采用等离子多头切割机下料,零件不仅变形量小,而且生产效率高。
对于重要零件的边缘或焊接边缘应进行机加工(如隔板),以保证零件的尺寸和焊接坡口精度,下料时预留加工余量。
2、箱梁板单元制作
箱梁板单元由顶板单元、底板单元、腹板单元和隔板单元组成,先进行板单元件的下料,然后组装焊接,经检验合格后进行箱梁节段的组装。
2.1隔板单元制作
2.2底板单元制作
2.3顶板单元制作
2.4腹板单元制作
3、节段制作和预拼装
3.1反扣节段制作工艺流程
3.2箱梁节段预拼装工艺流程
4、涂装工艺
4.1涂装体系
钢桥涂装应符合现行的《公路钢桥保护涂装》(JT/T722-2008)的规定。
4.2涂装工艺流程
涂装施工流程见下图,执行文件施工组织设计和检验规范。
四、制作验收规程
1、材料及材料管理
1.1材料
1.1.1钢材应符合设计文件的要求和现行标准的规定。
1.1.2焊接材料应通过焊接工艺评定试验确定,并应符合设计文件的要求和现行标准的规定。
1.1.3防腐涂装材料应符合涂装设计方案和相关标准的规定。
1.2材料管理
1.2.1钢箱梁材料应有生产厂家的质量证明书外,并按相关标准抽样复验,复验合格方能使用。
1.2.2钢板应采取文字标识文字标识要求字迹清楚,书写工整,内容包括材质、炉批号等。
1.2.3钢材局部表面的麻坑或伤痕深度为0.3~1mm时,可磨修匀顺;
深度超过1mm时,应在补焊后磨修匀顺;
局部边缘的夹层缺陷深度不超过t/4时,清除裂纹后补焊、磨修,并进行无损检验。
1.2.4焊接材料必须在干燥通风的室内存放,焊材储存库内,不允许放置有害气体和腐蚀性介质,室内保持整洁,焊材存放在专用架子上,严防焊条受潮,堆放时应按种类、牌号、规格、入库时间分类堆放,每垛应有明确标记,避免混乱。
1.2.5涂料应存放在专用库房内,不得使用超期贮存的涂料。
2、零件制造
2.1零件加工
2.1.1零件的边缘、端头可保留锯切、剪切或焰切状态,也可进行刨铣加工,但经锯切、剪切或焰切后不再进行机加工的零件应磨去边缘的飞刺、挂渣,使切割面光滑匀顺。
零件尺寸的允许偏差应符合下表的规定。
钢系梁零件尺寸允许偏差单位为mm
允许偏差
备注
长 度
宽 度
顶板、底板
+2
横隔板
腹板
±
1
其它板件
2
U形肋
-2
宽度是U肋口
其它型钢
-
端面垂直度不大于2mm
下料详细误差见施工图纸。
2.1.2焊接坡口可用火焰切割,也可机加工。
焊接坡口的形状、尺寸及允许偏差应按焊接工艺评定进行。
2.2切割下料
2.2.1下料前应检查材料的牌号、规格、质量。
2.2.2所有切割下料必须在切割下料平台上进行,切割前把钢板摆正放平,清除割件表面切口两侧约30~50mm内杂质。
2.2.3为确保工件加工质量,如有需要先进行试切。
2.2.4工件切割完毕后切割边缘需清理打磨,对于切割时造成的崩坑等缺陷进行修补打磨。
2.2.5下料后应在所下料的端头标示出编号、规格、材质等,同时应在余料上标出其规格、炉批号、材质、钢板号等,并在端头板厚方向上标出编号
2.2.6零件采用切割下料时,其边缘至少应满足下列条件之一:
a)边缘硬度不超过HV350;
b)边缘不承受作用应力;
c)边缘全部熔入焊缝;
d)进行打磨或机加工,去掉2mm,或者虽不到2mm,但能证明边缘的硬度不超过HV350;
2.2.7切割表面不应产生裂纹。
所有零件应优先采用精密(数控、自动、半自动)切割下料,切割面质量应符合下表的规定。
精密切割边缘表面质量要求
项目
用于主要零件
用于次要零件
表面粗糙度
50
100
GB/T1031-1995用样板检查
崩坑
不允许
1m长度内允许有一处1mm
深度小于2mm时,可磨修匀顺,当深度超过2mm时,应先补焊,然后磨修匀顺
塌角
允许有半径不大于0.5mm的塌角
切割面垂直度
≤0.05t,且不大于2mm
t为钢板厚度
2.2.8在数控切割下料编程时除应考虑焊接收缩量之外,还应考虑切割热变形的影响。
2.2.9采用普通切割机或手工焰切下料时,应根据施工图和工艺文件预留焊接收缩量、加工余量等。
手工切圆弧应采用靠模切割。
切割号料前,应对钢料进行矫正,并清理其表面的锈蚀、油漆等污物。
2.2.10手工气割仅用于工艺特定或切割后仍需机加工的零件,切割后不再进行机加工的零件表面质量应符合下表的规定。
手工气割切割面质量(切割波纹)要求单位为mm
构件分类
允许偏差
自由边缘
主要构件
0.20
次要构件
0.50
焊接边缘
0.30
接头有顶紧要求时除外
0.60
2.2.11零件的剪切边缘应整齐、无毛刺、反口等缺陷,缺棱不应大于1.0mm。
2.2.12当气割边缘的切口或崩坑深度小于2mm时,可磨修匀顺,当深度超过2mm时,应在铲磨出坡口后,可按规定补焊、磨修,并进行无损检验。
2.3零件矫正
见矫正技术要求
2.4弯曲加工
2.4.1隔板人孔加劲通过冷、热加工弯曲或压制成形,但加工后其边缘不应产生裂纹,力学性能应不低于其标准规定。
2.4.2冷作弯曲加工时的环境温度应不低于-5℃,如需热煨,热煨的加热温度、高温停留时间、冷却速率应与所加工钢材相适应。
3、组装质量控制
3.1组装准备
3.1.1组装前应熟悉图纸和工艺文件,按图纸核对零件编号、外形尺寸和坡口方向,确认无误后方可组装。
3.1.2采用埋弧焊、CO2气体(混合气体)保护焊及低氢型焊条手工焊方法焊接的接头,组装前应彻底清除待焊区域的铁锈、氧化铁皮、油污、水分等有害物,使其表面显露出金属光泽。
清除范围应符合下图的规定。
除锈范围(虚线为清除范围)(mm)
3.1.3组装时应在对接焊缝和主要角焊缝的端部连接引、熄弧板(引板),引板的材质、厚度、坡口应与所焊件相同。
3.1.4产品试板应与其代表的焊缝相连接,试板材质、厚度、轧制方向及坡口应与所焊板材相同,其长度和每侧宽度应分别不小于400mm和150mm。
当不能连接时,可采取相同条件就地焊接。
3.2板单元组装
3.2.1所有板单元应在胎架上组装,每次组装前应对胎架进行检查,确认合格后方可组装。
3.2.2在组装板单元时应以板件的边缘和指定端作为定位基准。
3.2.3组装定位焊应符合焊接技术规定。
3.2.4板单元组装尺寸允许偏差:
1)隔板单元
隔板单元上加劲肋位置度和垂直度偏差2mm之内
2)顶底腹板单元
3.3梁段组装
3.3.1梁段应在胎架上组装,胎架可按照工艺文件进行。
组装胎架应具有足够的刚度和几何尺寸精度,组装前应按工艺文件要求检测胎架的几何尺寸。
3.3.2组装详见组装流程图
3.3.3梁段定位应避开日照的影响,用经纬仪和测距仪监控测量主要定位尺寸,梁段组装允许偏差应符合下表的规定。
主纵梁、墩顶横梁和主塔横梁组装允许偏差
允许偏差(mm)
板单元
对接板错边Δ
≤0.5
t≤25
≤1.0
t>25
高度
工地接口处
4
其余部分
节段间隙a
+3
全长
10
分段累加总长
分段长
腹板中心距
3
腹板外边缘间距
翼板宽
梁段接口处面板宽
梁段其他部位面板宽
横断面对角线差
梁段接头处的横断面
横隔板间距
横隔板垂直度
旁弯
最大5
桥面中心连线在平面内的偏差。
单段箱梁
面板、腹板平面度
H/250
H—加劲肋间距
扭曲
每米不超过1,且每段4
每段以两边隔板处为准
工地连接板面高低差
预拱度
+5,0
3.4预拼装
3.4.1预拼装在预拼装胎架上进行,梁段应解除与台架间的临时连接,处于自由状态。
3.4.2预拼装流程详见预拼装流程图
3.4.3预拼装时应使板层密贴,并检查拼接处有无相互抵触的情况。
3.4.4桥上梁段间临时连接件宜在预拼装检验合格后安装。
3.4.5磨光顶紧处用0.2mm塞尺检查,插入深度不应超过要求顶紧长度的1/4。
3.4.6预拼装检验应在无日照影响的条件下进行,并应有详细的检查记录,预拼装允许偏差应符合下表的规定。
梁段预拼装允许偏差单位为毫米
预拼装长度(L)
≤±
n
n为梁段数
箱梁预拼装累加长
与上一轮次累加
扭曲(㎜)
≤1/m,且≤8/段
用水准仪测量标高
预拼装梁长L2(m)预拱度
沿桥中线测量隔板处标高
预拼装梁长L2(m)旁弯
3+0.1L2且≯12,
桥面中心线在平面内的偏差
顶板宽B
8
拼接处相对差≤2
纵桥向中心线偏差
≤1
梁段中心线与桥轴中心线偏差
纵肋直线度f
≤2
梁段匹配接口处
顶、底、腹板对接错边
≤1.5
梁段匹配接口处安装匹配件后
顶、底、腹板对接间隙
+4,-0
配切后测量
4、焊接
按本项目焊接工艺规程施工
4.1一般要求
1.焊工必须取得资格证书,且只能从事资格证书中认定范围内的工作。
各种焊工如果停止焊接工作时间超过6个月,应对其重新考核。
2.焊接工艺必须根据焊接工艺评定报告编制,施焊时必须严格执行本项目焊接工艺规程执行。
3.焊接工作宜在室内或防风防雨设施内进行,焊接环境湿度应不大于80%;
焊接低合金钢的环境温度不应低于5℃。
当环境温度或湿度未满足上述要求时,应在采取必要的工艺措施后进行焊接。
4.焊接前必须彻底清除待焊区域内的有害物,焊接时不得随意在母材的非焊接部位引弧,焊接后应清理焊缝表面的熔渣及两侧的飞溅。
5.焊剂、焊条必须按产品说明书烘干使用;
焊剂中的脏物,焊丝上的油锈等必须清除干净;
CO2气体的纯度应大于99.5%。
6.焊前预热温度和道间温度控制应符合下表的规定。
焊前预热温度和道间温度
材质
焊接方法
板厚(mm)
预热温度(℃)
道间温度(℃)
Q345D
焊条电弧焊、CO2气体保护焊及埋弧自动焊(包括定位焊)
≤30
不预热
5~200
>30
80~120
80~200
1.上述预热板厚以板厚组合中厚板为准。
2.预热方法:
采用火焰预热。
避免采用急火加热,应采用外焰缓慢预热,保证热透。
3.加热范围为焊缝及两侧100mm以上。
测温点距离焊缝中心50~80mm。
4.2定位焊
1.定位焊缝应距设计焊缝端部30mm以上,其长度为50~100mm;
定位焊缝的间距及焊脚尺寸由焊接工艺确定。
2.定位焊缝不得有裂纹、夹渣、焊瘤等缺陷,对于开裂的定位焊缝,必须在保证焊件组装尺寸正确的条件下补充定位焊,并清除开裂的焊缝。
4.3焊接过程
1.埋弧自动焊应在距设计焊缝端部80mm以外的引板上起、熄弧。
2.在埋弧自动焊焊接过程中,应待焊缝稍冷却后再敲去熔渣。
其中,用细丝或粗丝焊接的焊缝,敲渣部位到熔池的距离应分别大于0.5m和1m。
3.在埋弧自动焊过程中不应断弧,如有断弧则必须将停弧处刨成1:
5斜坡,并搭接50mm再引弧施焊,焊后搭接处应修磨匀顺。
4.单面焊双面成型的焊缝应在坡口背面贴严、贴牢工艺规定的陶质衬垫。
5.圆柱头焊钉的焊接
1)圆柱头焊钉的焊接必须按本项目焊接工艺规程规定进行焊接工艺评定;
2)圆柱头焊钉的焊接应采用专用焊接设备焊接,少量平位、立位及其它位置也可采用手工焊接;
3)圆柱头焊钉焊接工作必须由经过圆柱头焊钉焊接培训、考试合格的焊工担任;
4)圆柱头焊钉焊接应严格按照圆柱头焊钉焊接工艺执行,未经焊接主管工程师同意不得随意更改焊接工艺参数;
5)施焊前焊工必须检查所用设备、工具良好,确保正常工作时才能施焊;
6)每日每台班开始生产前或更改一种焊接条件时,必须按规定的焊接工艺试焊2个圆柱头焊钉,进行外观和弯曲30°
角检验,检验合格后方可进行正式焊接;
若检验不合格,应分析原因重新施焊,直到合格为止;
7)焊接前,圆柱头焊钉及焊接部位应除去铁锈、氧化铁皮、油污、水分等不利于焊接的物质;
8)瓷环应按规定要求烘干使用。
4.4焊缝磨修和返修焊
1.焊缝焊接后,端部的引板或产品试板必须用气割切掉,并磨平切口,不得损伤母材。
2.焊脚尺寸、焊波或余高等超出本规则规定上限值的焊缝及小于1mm且超差的咬边必须修磨匀顺。
3.焊缝咬边超过1mm或焊脚尺寸不足时,可采用手弧焊或CO2气体保护焊进行返修焊。
4.应采用碳弧气刨或其它机械方法清除焊接缺陷,在清除缺陷时应刨出利于返修焊的坡口,并用砂轮磨掉坡口表面的氧化皮,露出金属光泽。
5.焊接裂纹的清除范围除应包括裂纹全长外,还应由裂纹端外延50mm。
6.用埋弧自动焊返修焊缝时,必须将焊缝清除部位的两端刨成1:
5的斜坡。
7.返修焊缝应按原焊缝质量要求检验,同一部位的返修焊不宜超过两次。
8.所有焊缝表面的修磨均应沿主要受力方向进行,使磨痕平行于主要受力方向。
9.圆柱头焊钉的补焊:
对有缺陷的焊钉焊缝可采用手工焊进行补焊,补焊长度应自缺陷两端外延10mm,焊角尺寸为6mm;
当钢板厚度达到手工焊要求预热的厚度时应预热,预热温度和手工焊要求的预热温度相同。
当焊钉焊缝不合格时,应将焊钉从杆件上切除,且不应伤及母材,切除圆柱头焊钉的部位应打磨平整,然后用原焊接方法重新焊上圆柱头焊钉,并达到合格的焊接质量。
4.5焊接检验验收规则
4.5.1焊缝的外观检验
1)所有焊缝必须在全长范围内进行外观检查,不得有裂纹、未熔合、焊瘤、夹渣、未填满及焊漏等缺陷,并应符合下表的的规定。
焊缝外观质量标准表
序号
项目
简图
质量标准(mm)
咬边
横、纵向受拉对接焊缝
U形肋角焊缝翼板侧受拉区
横向受压对接焊缝Δ≤0.3
主要角焊缝Δ≤0.5
其它焊缝Δ≤1
气孔
对接焊缝
主要角焊缝
直径小于1.0
每米不多于3个,其间距不小于20㎜,
其它焊缝
直径小于1.5
焊脚
尺寸
主要角焊缝K
,一般角焊缝K
,
一般角焊缝全长10%范围内允许K
焊波
h≤2
(任意25mm范围内)
5
余高
(对接)
b≤20时,h≤2;
b>20时,h≤3
6
对接焊缝余高铲磨
Δ1≤0.5
Δ2≤0.3
粗糙度Ra50μm
2)所有焊缝的外观检查均应在焊缝完全冷却后进行。
3)圆柱头焊钉焊缝检验
①圆柱头焊钉焊完之后,应及时敲掉圆柱头焊钉周围的瓷环进行外观检验。
焊钉底角应保证360°
周边挤出焊脚。
②每100个圆柱头焊钉至少抽一个进行弯曲检验,方法是用锤打击圆柱头焊钉,使焊钉弯曲30°
时,其焊缝和热影响区没有肉眼可见的裂缝为合格;
若不合格则加倍检验。
4.5.2焊缝的无损检验
1)无损检测人员必须取得资格证书,且只能从事资格证书中认定范围内的工作。
2)焊缝经外观检验合格的焊接件,应在焊接24小时后进行无
 升级会员
升级会员 