15 提升机安装Word格式文档下载.docx
《15 提升机安装Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《15 提升机安装Word格式文档下载.docx(17页珍藏版)》请在冰点文库上搜索。
B
N
开箱检验记录CBMI-JX-TY-003
1.4
基础验收
DIM
R
保存土建施工的检验报告
2.1
基础划线
1
P
2.2
砂墩制作
MT
强度试验报告
CBMI-JX-TSJ-001
3.1
尾轮壳体划线
3.2
尾轮安装就位
CBMI-JX-TSJ-002
3.3
地脚孔灌浆
SC
E
混凝土配比记录
3.4
尾轮壳体精找正
CBMI-JX-TSJ-002/3
3.5
尾轮壳体二次灌浆
4.1
中间壳体安装
4.2
头尾轮找正
5.1
皮带(链条)安装
CBMI-JX-TSJ-004
5.2
料斗安装
6.1
电机、减速机安装
CBMI—JX—TY—004
6.2
逆止器安装
7.1
检查加油
CBMI-JX-TSJ-005
7.2
试车前检查
7.3
试运转
RT
设备单机试运转CBMI-ME-006
检验类型:
DIM—尺寸检查、DP—着色渗透实验、MP—磁粉检查、MT—样品机械实验、RD—X射线检查、RT—运转实验
SC—特殊检查、US—超声波检查、VC—表面检查。
检验类别:
1—自检2—会检。
控制类型:
E—保证项目B—基本项目P—允许偏差项目。
文件类型:
N—检验记录R—送检报告
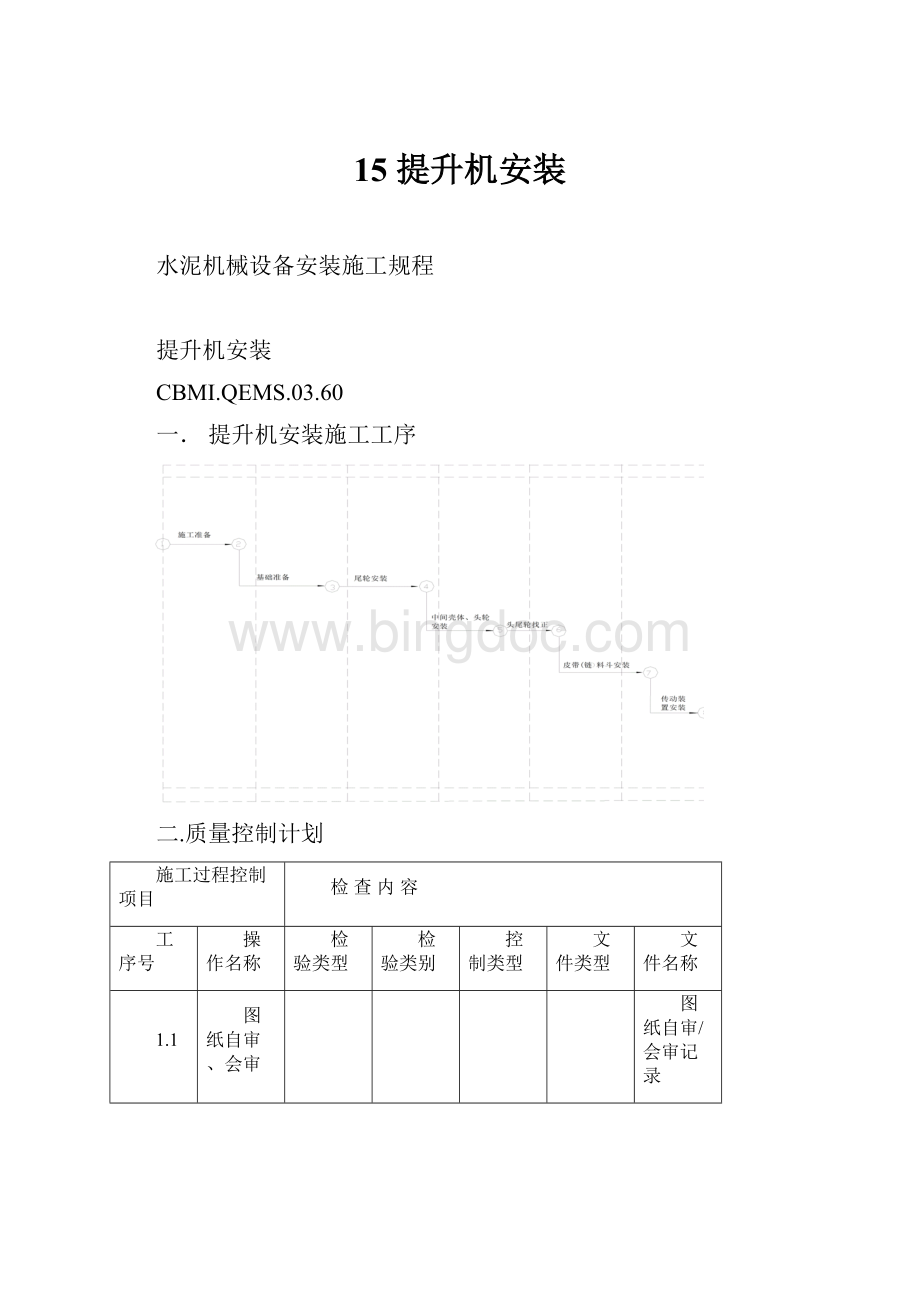
三、施工过程控制规范
1.施工准备
序号
工作内容
检查项目
技术要求
操作要领
检测器具
图纸自审/会审
执行体系文件CBMI.QEMS.03.07
执行《设备检查和验收》
执行《基础验收》
2.划线及基础准备
2.1.1
纵横向中心线
纵横向中心线偏差
≤±
3mm
根据车间的工艺基准线确定基础的纵横向中心线。
钢盘尺
执行《砂墩布置和制作》
水准仪
水平仪
3.尾轮安装
尾轮壳体底部划线
纵横中心线
≤1mm
根据地脚螺栓孔划出纵横向中心线,并打上样冲标记.
划针
卷尺
就位粗找正
壳体纵横中心线与基础中心线偏差
≤1mm
线坠
尾部壳体上法兰面水平标高差
≤2mm
标尺
执行《地脚孔灌浆》。
尾轮壳体精找正达到要求后,将垫铁进行点焊固定.后进行二次灌浆
4.中间壳体、头轮安装
S1(a、b、c三点偏差)
直尺
S2(a、b、c三点偏差)
4mm
S3(a、b、c三点偏差)
头轮安装
主轴水平度
≤0.1mm/m
头轮主轴的水平度调整时,可以在两端的轴承座下增加垫片来实现,但是垫片要放置的规整。
框式水平仪
4.3
头轮尾轮找正
A1-A2
H≤30m
2mm
30m<
H≤50m
4mm
H>
50m
6mm
B1-B2
5mm
7mm
9mm
5、皮带(链条)、料斗安装
普通皮带头搭接
搭接长度
搭接长度至少应跨三个料斗,接头倾斜方向应与运动方向一致。
钢丝皮带头搭接
接头处钢丝打磨干净,卡接紧固,按设备安装说明进行。
扭力扳手
链条安装
链条长度应相同,T型销是否牢固
观察
皮带式料斗安装
料斗螺栓紧固程度S
链式料斗安装
料斗螺栓紧固情况
用扳手检查螺栓方向正确且紧固,并试运转后重新紧固并点焊
6、传动装置安装
径向跳动偏差
≤0.1mm
百分表
轴向窜动偏差
链轮找正
(链式传动)
传动链轮与从动链轮中心线偏差
≤1mm
钢丝
逆止器臂销或止动块安装是否正确
7、润滑油、脂加注
检查、加油
加油点内部是否清洁
油品是否正确
干净无杂
加注前检查润滑油、润滑脂与加注位置是否正确,用漏斗和油枪、油脂泵,不能随意污染环境
试运转前检查
连接件、密封件、杂物
安全装置
检查各连接件是否紧固,密封安装是否正确,内部杂物要清理干净,安全罩是否安装正确
测温仪、测速仪
单机试运转
皮带跑偏
轴承、电机温度、
异常声音
异常磨擦
1、无负荷试运转1小时,2、运转时,轴承温升不得超过70℃,3、链轮与链条啮合良好,运行平稳,4、皮带运转时,不打滑、不跑偏,料斗不碰壳体,5、法兰连接处与检查门闭合处不得有漏灰现象。
设备安装检查记录
单位工程名称
工程编号
设备名称
提升机
分项(分部)工程名称
垫铁布置
检测日期
年月日
垫铁编号
垫铁规格
垫铁数量
布置尺寸
a=________mm
b=________mm
砂礅高度
附图及说明
施工班组:
技术员:
质检员:
螺旋输送机
提升机尾轮安装
自检
横向中心线偏差
纵向中心线偏差
横向水平度
纵向水平度
测量点
a
b
c
d
F
测量数据
测量数据
最大偏差
0.5mm/m
≤1mm/m
年月日
CBMI-JX-TSJ-003
头、尾轮安装
会检
头轮水平度
4
6
5
7
9
皮带、料斗安装
螺栓拧紧程度S
测量点
3
8
S≤1mm
设备安装检测记录
CBMI––JX––TSJ––005
分项
(工序)名称
检测类别
检测项目
加油点名称
用油名称及型号
数量(l)
备注
 升级会员
升级会员 