φ2600筒辊磨液压系统及料流控制装置设计.docx
《φ2600筒辊磨液压系统及料流控制装置设计.docx》由会员分享,可在线阅读,更多相关《φ2600筒辊磨液压系统及料流控制装置设计.docx(16页珍藏版)》请在冰点文库上搜索。
φ2600筒辊磨液压系统及料流控制装置设计
1前言
1.1概述
20世纪80年代以来,挤压粉磨技术取的了突破,以挤压方式实现粉的立磨和辊压机,其能量有效利用率较高,能耗低,结构紧凑.占地面积小。
但立磨机械结构复杂,系统通风费用高;辊压机辊压高,结构复杂,振动大,维护费用高,系统烘干能力低,所以这些磨机的应用都有一定的局限性。
筒辊磨是近年来人们在深入研究粉磨机理和现有的粉磨设备的基础上,开发出来的一种具有球磨机的质量和可靠性、立磨的紧凑结构和辊压机的低能耗的全新结构的新型粉磨设备,它的优势为挤压粉磨找到了一条能充分发挥节能潜力的新途径。
1.2筒辊磨工作原理
法国FCB公司于1993年推出了第一台筒辊磨(Horomill),理论上兼具辊压机的节能效果与球磨机的运转可靠性。
Horomill由水平筒体和辊子组成。
其基本工作原理为:
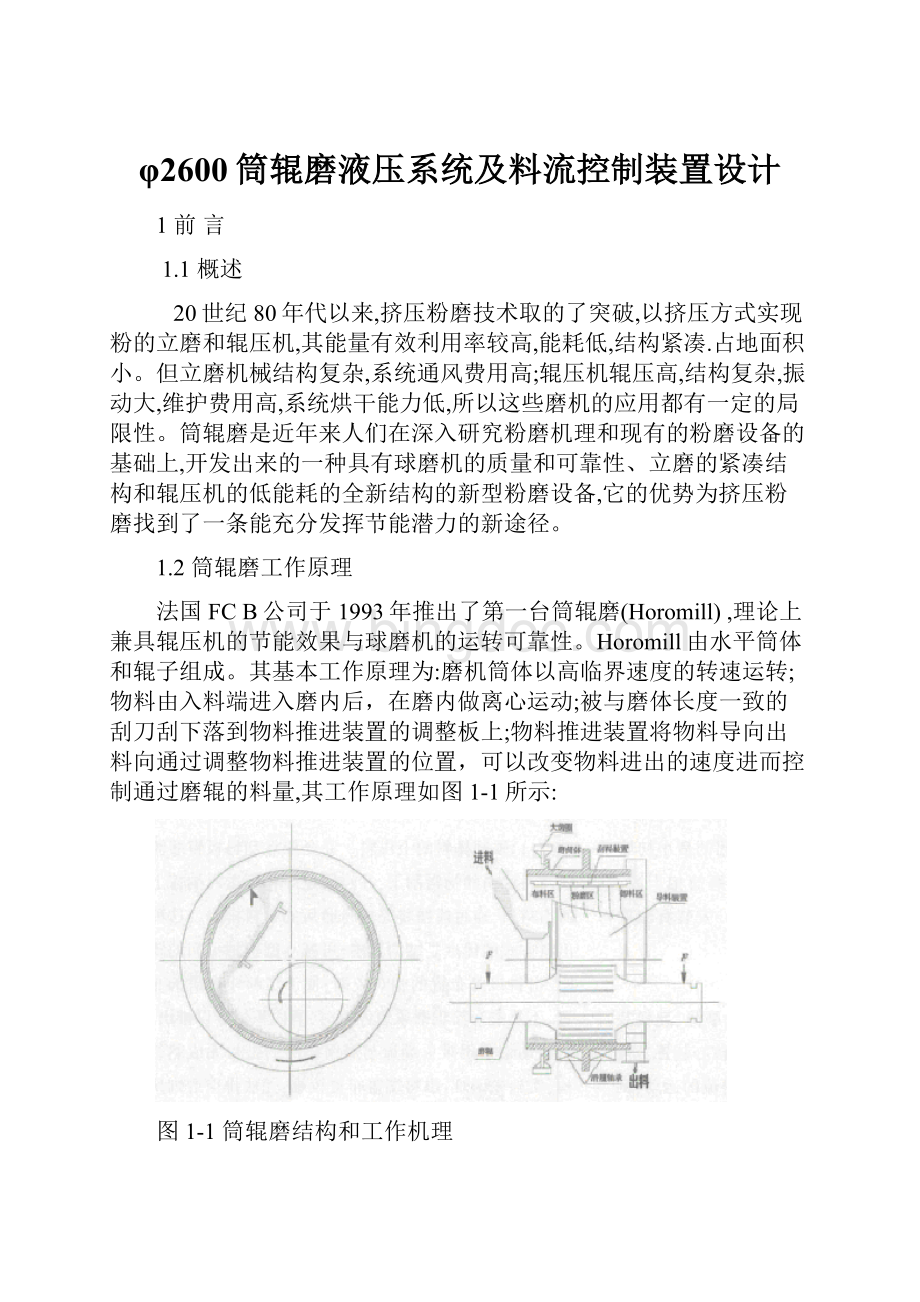
磨机筒体以高临界速度的转速运转;物料由入料端进入磨内后,在磨内做离心运动;被与磨体长度一致的刮刀刮下落到物料推进装置的调整板上;物料推进装置将物料导向出料向通过调整物料推进装置的位置,可以改变物料进出的速度进而控制通过磨辊的料量,其工作原理如图1-1所示:
图1-1筒辊磨结构和工作机理
本课题以筒辊磨的液压系统为主要研究内容,下面主要主要介绍其液压系统的工作机理、工作方式等。
用来提供挤压粉磨物料的辊压力,并且利用液压回路起到稳压保压;调整辊压力的大小来调整物料的粉磨细度,同时要保证液压系统行程慢而小。
筒辊磨工作时,主要依靠磨辊对物料施加粉磨力,磨辊不需要驱动装置,由物料带动其转动。
其压力由磨体外的2个拉力液压装置提供。
在整个工作过程中它只有加压、保压和卸载,三个过程。
1.3国内现状综述
2004年4月由中材国际南京水泥设计研究院研发的具有自主知识产权、冀东水泥集团有限责任公司承建的价φ1.6m筒辊磨预粉磨水泥熟料系统在冀东水泥二分厂开始运行。
经过厂、院及唐山水泥机械厂共同努力,至2004年6月该系统现己稳定运行近800h,球磨机提产30%,整个粉磨电耗下降13%,筒辊磨实现的能量代用系数达2.39。
表1-1功率统计表
FCB公司
规格(直径)MM
装机功率KW
水泥(圈流)产量T/H
单位功耗(KWT/H)
800
45
1~2
22.5~45
3800
2400
120
20
南京院
800
55
1.52~.5
223~6.7
1600
400
19.5~20
202~0.5
新华厂
1000
85
4.4~5.5
15.5~19.3
1600
204
11~13
15.71~8.5
2000
580
30~35
16.6~19.3
2500
1120
55~60
18.72~0.4
3000
1600
759~5
16.82~1.3
综合考虑表1-1筒辊磨的数据,绘制不同规格筒辊磨能耗趋势如图1-2所示,随着筒辊磨规格尺寸的增大单位功耗逐下降,并趋于稳定,从图中看出单位功耗大约在20KWT/H左右。
从而可知大规格的筒辊磨在能耗方面并没有大的波动。
图1-2不同规格筒辊磨能耗趋势
1.4设计内容
本设计拟将料层挤压粉磨前沿技术——筒辊磨应用到矿渣、水泥熟料、粉
煤灰超细粉磨生产中,逐步取代高能耗球磨机.为努力实现十一五规划关于单位
GDP能耗降低20%的总体目标作出贡献。
主要内容有:
1.4.1筒辊磨液压系统设计计算
a.根据筒辊磨载荷及工作机理及挤压粉磨常规要求,设计回路,计算液压力;
b.液压系统元件选型计算。
1.4.2料流控制方案设计
分析筒辊磨内物料粉磨通道及料流路径,提出多种料流控制方案并优选。
1.4.3工艺设计
φ2600筒辊磨粉粉磨矿渣的工艺流程设计,进行工艺平衡计算,工艺设备选型。
1.4.4结构设计
a、油路块设计;
b、料流控制装置设计;
c、关键件力学分析。
1.5设计依据及技术指标
a.课题来源:
市场需求,新品开发;
b.产品名称:
φ2600筒辊磨;
c.粉磨对象:
矿渣,进料粒度≤10㎜,水分≤2%;
d.粉磨产品:
矿粉,比表面积≥430㎡/㎏;
e.设计依据:
法国FCB公司φ2600筒辊磨在牡丹江厂生产数据;
f.设计产量:
Q≥25t/h。
1.6设计要求
a.液压系统料流控制方案设计均应有两种以上方案比较和选择;
b.液压系统应有过载保护,对非破碎物反应灵敏,保证两端加载的同步性;
c.料流控制方案应能实现对各种粉磨物料流速成的在线调整;
d.设计筒辊磨粉磨矿渣的工艺流程图,进行工艺平衡计算;
e.设计图样总量:
折合成A0幅面在4张以上;工具要求:
应用计算机软件绘图;过程要求:
装配图需提供手工草图;
f.毕业设计说明书相关要求;
g.查阅文献资料10篇以上,并有不少于3000汉字的外文资料翻译;
h.到相关单位进行毕业实习,撰写不少于3000字实习报告;
i.撰写开题报告。
1.7本题拟解决的问题
a.液压系统料流控制方案设计;
b.液压系统过载保护,对非破碎物反应灵敏,保证两端同步加压;
c.再线调整粉磨物料流速。
2液压系统的设计
筒辊磨是一种新型的卧式挤压磨,它主要是由筒体和圆柱形辊子组成。
由于筒体的高速旋转,带动筒体内的辊子转动,并在辊子上施加压力,所以我们必须需要一套液压系统提供给筒辊磨持续、恒定的压力。
2.1设计要求
a.主机用于φ2600HRO加压系统;
b.要求主机完成的工艺过程。
2.2总体规划、草拟液压原理图
筒辊磨的出料细度主要取决于压辊和筒体之间的间隙,所以,我们可以通过调节筒体和压辊之间的距离控制出料的粒度。
而调节压辊的运动是考主机提供的。
主机要完成的工艺工程是:
由液压泵从油箱内吸油,经过滤油器,再经过单向阀进入液压缸的有杆腔迫使活塞向下运动。
同时也就完成了调节压辊的向下运动,缩小了压辊和筒体之间的间距,此时系统完成了施压过程。
由筒辊磨的工作原理,根据其自身的要求,现拟订以下可靠的液压原理图,如图2-1所示
图2-1液压系统图
2.3计算泵的流量、选择液压泵
2.3.1设计依据
HORO磨(Horomill)是法国FCB公司的专利产品,由水平筒体和辊子组成。
其基本工作原理为:
磨机筒体以高临界速度的转速运转;物料由人料端进人磨内后,在磨内做离心运动;被与磨体长度一致的刮刀刮下落到物料推进装置的调整板上;物料推进装置将物料导向出料方向,通过调整物料推进装置的位置,可以改变物料进出的速度进而控制通过磨辊的料量。
磨辊对物料施加粉磨力,磨辊不需要驱动装置,由物料带动其转动;其压力由磨体外的2个拉力液压装置提供。
2.3.2液压缸的计算于选择
黑龙江牡丹江水泥厂引进的是HRM3800,其主要参数为:
磨辊直径D0:
1.82m;磨辊辊压宽度L0:
1.36m;主电机功率:
2400kW;磨筒体转速:
35.5r/min;总压力1200吨(11760kn)。
则其磨辊压力区的受力面积S0:
S0=L0×
×
(2-1)
=
Om2
=0.4935m2
本课题为
2600的筒辊磨,数据为:
磨辊直径D=1.3m;磨辊辊压宽度L=1.04m,则其磨辊压力区的受力面积S:
S0=L×
×
=
Om2
=0.2696m2
令本课题所研究的压力为F,则由单位面积筒体上的压力相等,即
=
(2-2)
=
得F1=6423.53KN,则单边压力F=
=3211.765KN。
图2-2压杆图
由图2-2可知,液压缸提供得的液压力F缸=
=1605.8825KN.
由于
3800筒辊磨中数据是用于粉磨水泥熟料而得到的,本课题用于粉磨矿渣,需扩大1.2倍,故F缸=1.2×16.5.8825KN=1927.059KN。
图2-3液压钢外形图
由图2-3液压缸示意图可以知道,F缸=
(D2-d2)×P×106
由液压系统知识可知,上式中压力P
16MPa,可以加大面积S可以达到要求。
查阅液压设计手册,初选HSG型液压缸,参数见下表:
表2-1液压缸参数表
D(mm)
d(mm)
额定工作压力(MPa)
额定工作拉力(KN)
速比
500
250
16
2355
1.33
由GB·7933-87,圆整速比=1.46,取D=500mm,d=280mm,则
S=
(D2-d2)
=
=0.134706m2
故
(2-3)
油缸壁厚
(2-4)
=
取
=45mm
图2-4油箱示意图
3料流控制装置设计
3.1筒辊磨的进料装置
物料经过输送设备,通过进料端的进料口进入筒辊磨进行挤压粉磨,要保证物料的畅通,其溜道的休止角必须大于物料的休止角。
由于此产品的设计用于水泥或矿渣的粉磨,所以进料漏斗的设计要大于
。
但是倾斜角太大时,会造成物料进入筒体内的距离太小而结构不好处理,同时也减小了通风面积,引起通风阻力的增加,根据实际工作经验进料漏斗的倾斜角选
。
密封也是此设备的重要环节,本设计采用橡胶密封,
能有效的防止粉磨过程中粉尘的外泄,保证筒体的密封性。
图3-1进料端口
3.2筒辊磨的料流控制装置装置
再现有的磨内料流控制中,大体包括两种方式:
刮料导料一体和刮料导料分开。
其中,刮料导料一体如图3-2所示
图3-2导料方式一
该设计的优点是刮料板和导料板融为一体,大大的节省的磨内空间,但是对提高粉磨效率效果不是很显著,也不能在线调节料在磨内的流速,主要用于较小规格的磨机,如φ400筒辊磨和φ400筒辊磨。
本设计是φ2600筒辊磨,采用的是刮料导料分开的这种料流控制装置,由于磨内空间充足,可以按需布置刮料和导料装置,还可在线调节料在磨内的流速,下面分别介绍两种控制装置。
3.2.1刮料装置设计
在本刮料装置设计中,单个的刮刀由铁钉间隔固定在刮刀槽中,刮刀槽由由两端支撑装置支撑,两端再由可调螺母根据刮刀位置具体调整。
另外,每个刮刀还由其下根据物料的易磨性和物料特性来调整循环粉磨的次数。
据生产实践中证明,物料在筒体内研磨8就可以达到粉磨要求。
φ2600有效磨辊长为1040,因此每个刮料导料板之间的距离是
cm。
具体装置如图3-3所示
图3-3刮料装置
3.2.2导料装置设计
为了提高筒辊磨的研磨效率,采用可调式的导料装置,另外,导料板用一整块钢板连接在可转动的装置之上,倾斜角度为30度,如图3-2所示:
图3-4导料装置
3.3筒辊磨的出料装置
物料经多次碾磨,由导料装置导将物料送到出料端的出料口,再经出料口进入提升机,进行下一个工艺;出料口必须有一定的工艺角度,以便物料顺利进入下一工艺流程;在结构上采用焊接加工工艺,保证焊缝无缺陷;出料装置有一个出风口以保证筒体内通风负压,如图3-3所示
图3-3出料端口
4系统总体评价与可行性分析
从总体上看,该系统已基本上满足了所规定的设计要求。
在整个系统的结构方面进行了优化,同时也可以根据不同的设计要求实时对整个筒辊磨液压系统、料流控制等结构设计进一步的改进;本设计采用反求的设计方式,可以大大的减少人力、财力、资金等方面的投资,而且缩短了设计的周期。
理论方面的分析结果可作为设计的理论依据,包括液压系统的机理、结构、工作情况、工作环境、保养、维修等方面。
从以上的分析结果可以看出他们的结构设计在理论上是可行的。
5结论
筒辊磨是基于料层挤压粉磨开发研制的新型粉磨设备,其能量有效利用率较高,能耗低,结构紧凑、占地面积小。
法国FCB公司于1993年推出了第一台筒辊磨(Horomill),其基本工作原理为:
磨机筒体以高临界速度的转速运转;物料由入料端进入磨内后,在磨内做离心运动;被与磨体长度一致的刮刀刮下落到物料推进装置的调整板上;物料推进装置将物料导向出料向通过调整物料推进装置的位置,可以改变物料进出的速度进而控制通过磨辊的料量。
本设计在液压系统设计方面,不但继承了已有设计的优点,还加入了能物料保护设计,即在粉磨物料细度超过规定值时,自动切断压辊的压力供给,从而保护了设备系统;另外,在入磨物料细度方面比已有设备有了很大改进。
在料流控制装置设计方面,本次设计将导料和刮料分离,并在到导料方面实现可物料前进速度上的可调性,在保证粉磨效果的同时大大加强了粉磨的效率。
在密封方面,以往设备采取迷宫密封的方式,该密封的缺点是大小迷宫磨损较快,本课题将密封替换成现在的橡胶密封方式。
在设计课题时,遇到的最显著问题是在粉磨压力交的度数设定方面,经过周密分析、演算、推倒,将以往认为的18.5度压力角改变为23.5度,在国内设计方面是首例。
但是,本设计还存在一些不足,比如密封方面还是存在密封周期短、密封不完全等问题,在今后的发展中会得到很好的完善。
参考文献
[1]倪文龙,黄之初.葛友华.料层挤压粉磨通道截面收缩率探讨[J].化工矿物加工,2006,(12):
17-19.
[2]蒋冬青.辊筒磨主要结构参数的分析计算[J].矿山机械,2005,(4):
33-34.
[3]张铁华,蒋冬青,黄之初辊筒磨粉磨过程数学模型的建立及其计算机模拟[J].中国建材装备,1997,(8):
20-21.
[4]张铁华,钱榴云.筒辊磨料层粉碎特性的初步探讨[J].硅酸盐学报,1998,4
(2):
26-27.
[5]张铁华,黄之初.辊筒磨及其粉磨动力学的修改[J].新世纪水泥导报,1998,2(3):
31-33.
[6]张铁华,刘湘欣,文海初.辊筒磨力学模型的探讨[J]武汉工业大学学报,1998,20
(1):
11-15.
[7]刘瑞凤.全新结构的卧辊磨[J].水泥技术,1995,(4):
15-16.
[8]傅俊.筒辊磨预粉磨系统的应用[J].中国水泥,2004,
(1):
42.
[9]张铁华.料层挤压粉碎理论与辊筒磨[J].粉体技术,2002,(4):
25-26.
[10]蒋冬青.辊筒磨节能特性的探讨[J].国外建材科技,1998,3
(1):
19-20.
[11]易志华,张起民,谢维忠.筒辊磨粉磨系统反求设计研究[J].中国水泥,2005,(5):
19-20.
[12]张起民.反求工程在料层挤压粉碎技术及装备研究中的应用[J].国外建材科技,2002,
(2):
23-25.
[13]朱昆泉,许林发.建材机械工程手册[M].武汉:
武汉工业大学出版社,2000.
[14]傅广杰,赵大民.HORO磨粉磨技术[J].中国水泥,2002,(9):
13-15.
致谢
本次毕业设计,我在葛友华、倪文龙、咸斌三位老师的带领下,一路克服各种困难,终于初步完成了本次毕业设计。
可以说,没有他们三位老师的悉心指导和不倦教诲,我是不会在这短短的3个月时间里以如此高效率的完成设计;没有他们的丰富知识与深厚阅历,我也不会学到这么多自己以前不知道的内容。
特别要感谢倪文龙老师,他已经是临近退休的老教师,但仍然在完成自己平时教学任务的空余时间里给了我们特别的指导,在我们不理解的时候仍然不知疲倦的讲解,直到我们能完全理解;并且还拿出自己平时积累的所有资料,帮助我们完成了这次设计。
另外,还要感谢和我一起完成这次设计的同组同学,他们在完成自己设计部分的同时,还积极帮助我,让我受益非浅。
 升级会员
升级会员 