MCMVCVMDSHZVVCVUCVUCUBCZBPKZVMZVV型有载分接开关检修工艺Word格式文档下载.docx
《MCMVCVMDSHZVVCVUCVUCUBCZBPKZVMZVV型有载分接开关检修工艺Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《MCMVCVMDSHZVVCVUCVUCUBCZBPKZVMZVV型有载分接开关检修工艺Word格式文档下载.docx(165页珍藏版)》请在冰点文库上搜索。
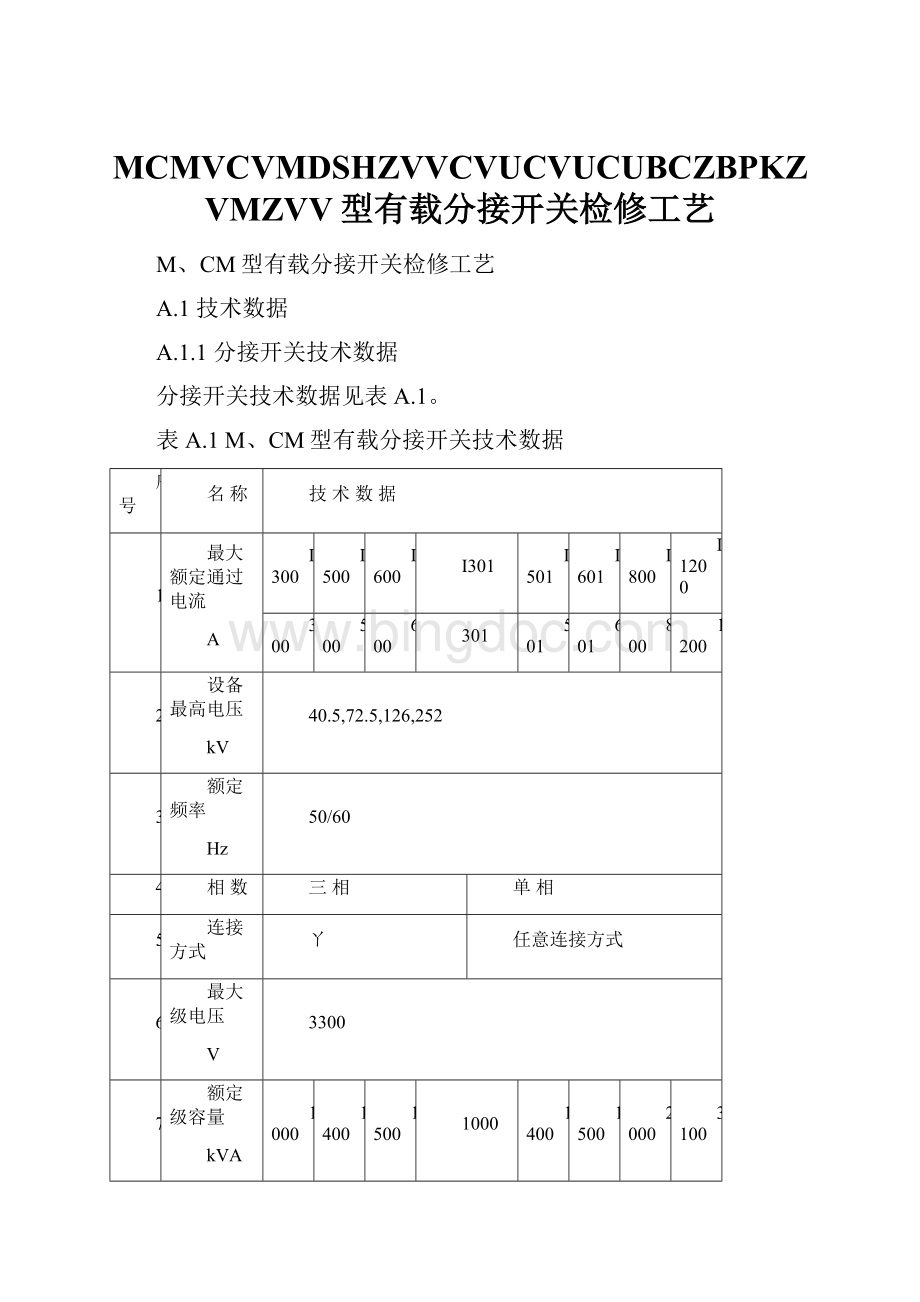
调压
级数
无转换选择器
7至18,19至32
带转换选择器
±
3、±
4、±
5、…、±
16、±
17
9
分接选择器
按绝缘水平分为3种尺寸,编号B、C、D
10
切换
开关
油室
工作压力
Pa
工作压力3×
104
密封性能
6×
104Pa24h不渗漏
超压保护
爆破盖爆破压力:
4-5×
105Pa
继电器保护
整定油速:
1.0m/s±
10%
11
分接开关排油量
L
约190~270
12
分接开关充油量
约125~190
13
重量
kg
约240~305
14
配用电动机构
(MRED100)、(华明SHM-D、CMA7)(长征MA7B、MAE)
注:
额定级容量是连续允许的最大级容量。
A.1.2电动机构技术参数
电动机构技术参数见表A.2~表A.4。
表A.2ED100/200-S/L型电动机构技术参数
技术参数
电
动
机
参
数
电动机额定功率
kW
0.75
2.0
2.2
额定电压
交流,230/400三相四线
额定电流
1.9
5.2
6.2
50
同步转速
r/min
每级分接变换转动轴转数
16.5
每级分接变换的时间
s
5.4
每级分接变换手柄操作转数
33
54
输出轴的传动力矩
Nm
45
95
125
工作位置数
最大35
控制回路及加热器电压
V
~230
控制回路功率
VA
启动时为100,运转中为25
加热器的功率
W
ED100/200-S为50W
ED100/200-L为60W
绝缘试验
工频2kV,持续1min
机械寿命万次
400
kg
最大130
表A.3SHM-1型电动机构技术参数
额定功率
0.75
1.1
交流220单相
5.12
7.2
额定转速
传动轴的额定转矩
N·
m
66
一次分接变换手摇柄转数
16.5
一次分接变换传动轴转数
一次分接变换运行时间
最大分接位置数
35
带电回路对地绝缘工频试验
2kV·
1min(不含电动机、断路器、电缆插座及辅助触点)
温度范围
℃
-25~+60
73
防护等级
IP56
配用控制器
HMK7
表A.4MA7B、MAE型电动机构技术参数
电动机构型号
MA7B
MAE
1.1
220/380三相
3.4/2.01
4.76/2.75
18
26
约5.5
约5.4
控制回路
电压
AC220V
输入功率
起动时120VA
运转中26VA
加热回路
AC220V
功率
30
IP55
机械寿命
80万次以上
50万次以上
重量
约84
约70
安装轴线与垂直面倾斜度
不超过5%
配用智能控制器
型号
CZK-100B
AC380V三相四线
50Hz
⑴MA7B电动机构当分接开关有三个中间位置时,操动机构带有中间位置超越触点。
A.1.3分接开关其它主要参数
A.1.3.1分接开关的机械寿命不低于80万次。
A.1.3.2分接开关经6×
104Pa油压24h密封试验无渗漏。
A.1.3.3切换开关油压大于4×
105Pa~5×
105Pa,爆破盖能起超压保护。
A.1.3.4切换开关油箱应承受6×
105Pa压力试验。
A.1.3.5分接开关绝缘水平见表A.5。
表A.5分接开关绝缘水平
设备最高工作电压
交流工频试验电压
kV/1min
冲击试验电压
全波1.2/40
截波2~5μs
40.5
85
200
225
60
72.5
140
330
390
110
126
230
550
630
220
252
460
1050
1210
A.1.3.6分接开关在最大额定通过电流下,各长期载流触头及导电部件对油的温升不超过20K。
A.1.3.7分接开关在1.5倍最大额定电流从第一位置连续变换半周,其过渡电阻温升的最大值不超过350K(油中)。
A.1.3.8分接开关长期载流触头能承受的短路电流,见表A.6。
表A.6分接开关长期载流触头能承受的短路电流
型号
Ⅲ500-600
Ⅰ501-601
额定电流
500-600
短路电流
kA
热稳定(3s有效值)
16
24
动稳定(峰值)
15
20
40
A.1.3.7分接开关应能承受表A.6所示的额定级容量下负载切换,其触头电气寿命不低于20万次。
A.1.3.8分接开关应能承受表A.6所示的2倍额定通过电流下100次开断能力试验。
A.1.4分接开关结构和主要部件
分接开关结构和主要部件如图A.1。
图中:
(图中序号改为从1开始)
13—头部密封壁;
14—位置指示盘;
15—观察窗;
16—位置指示传动杆;
21—头部;
22—头盖螺栓;
23—头盖密封圈;
24—头盖;
25—带输出轴25a的头部齿轮盒;
26—联接油流控制继电器弯管R;
27—抽油弯管S;
28—回油管Q;
29a—头盖上溢气孔;
29b—抽油管上溢气孔;
31—油室;
32—油室底部;
33—均压环(110kV以上有);
34—输出端;
35—抽油管;
41—选择器上部;
42—槽轮机构;
43—选择器;
44—转换选择器;
45—接线端;
51—切换开关;
52—绝缘支撑杆;
53—直撑板;
54—固定螺栓;
55—吊攀;
56—过渡电阻
图A.1分接开关主要部件
A.2检修周期和检修项目
A.2.1检修周期和检修项目见本标准正文7.2条款内容。
A.2.2制造厂对累计次数或年限的规定:
达到表A.7的次数或5~6年大修1次(取先达到者)。
表A.7M型有载分接开关检修周期分接变换次数
Ⅲ300/Ⅲ600
Ⅰ301/Ⅰ601
300/600
301/601
分接变换次数
50000~80000
70000~100000
35000~70000
A.3变压器吊罩时分接开关的拆装
A.3.1箱顶式安装结构分接开关的拆装
箱顶式安装结构分接开关拆装的步骤及工艺要求见表A.9。
表A.9箱顶式安装结构分接开关检修的步骤及工艺要求
检修步骤
工艺要求
检查电动机构应在整定工作位置
整定工作位置按说明书规定
排放变压器本体绝缘油,然后打开人孔盖板
从人孔处检查分接选择器的闭合位置应与电动机构一致
分接选择器的闭合位置应与电动机构工作位置一致
检查分接开关连接导线应正确、绝缘有无受伤、紧固应可靠、不应使分接选择器受力变形、动静触头啮合应正确
导线连接正确、绝缘完好、连接紧固;
分接引线不应过紧过松,使分接选择器受力变形;
动静触头啮合正确
对带正反调的极性选择器,检查连接“K”端的分接线圈引线与转换选择器的动触头支架(绝缘杆)在“+”“一”位置上的间隙
间隙不小于10mm
逐根拆除分接线圈至分接选择器及变压器中性线的连线
确保分接开关与变压器线圈脱离,使其具备变压器钟罩的吊罩条件
复装时按相反顺序进行
A.3.2钟罩式安装结构分接开关的拆装
钟罩式安装结构分接开关拆装的步骤及工艺要求见表A.10。
表A.10钟罩式安装结构分接开关拆装的步骤及工艺要求
检查分接选择器的闭合位置应与电动机构
一致
拆除电动机构与分接开关的水平传动轴
打开抽油管阀门,排放绝缘油,降低油室油位至变压器箱盖平面为止,松开头盖上排气溢油螺钉
松开油室头盖上24只M10螺栓,然后卸除头盖
注意保存头盖密封圈
卸除分接位置指示盘上M5固定螺栓,然后向上拨出指示盘,卸下头部法兰边上红色区域内的7只M6螺母
注意保存固定轴上定位销及卡件
利用专用吊板(图A.2),吊紧切换油室芯体,缓慢地放下吊板。
当油室头部法兰与中间法兰之间脱开间隙至15~20mm(见图A.3)时,检查变压器器身上的分接开关预装支架的高度,调整至上述间隙尺寸,最后去掉吊板
图A.2吊装专用吊板
图A.3钟罩式分接开关的头部结构与吊装示意图
1—头部法兰;
2—中间法兰;
3—密封垫;
4—变压器罩;
5—吊板;
6—吸油管
卸除固定在变压器钟罩上的分接开关头部,安装法兰上的48只M12固定螺栓,此时分接开关与变压器钟罩已经脱离,具备变压器钟罩的吊罩条件
A.4切换开关及其油室的检修
A.4.1切换开关吊芯
切换开关吊芯的检修步骤及工艺要求见表A.11。
表A.11切换开关吊芯检修的步骤及工艺要求
完成A.3.2条中表A.10的第1至第9项内容
见相应要求
卸除分接位置指示盘上的M5固定螺栓,然后向上取出分接位置指示盘
注意不要碰坏吸油管和位置指示传动轴,保存好固定轴上定位销
卸除切换开关本体支撑板上7只M8螺母(钟罩式)或M8×
20螺栓(箱顶式)
不得拆除红色区域内的固定螺母
使用起重吊攀垂直缓慢地吊起切换开关芯体,并安放在平坦清洁的地方,然后用清洁布盖好,防止异物落入
不得碰坏吸油管和位置指示传动轴
A.4.2切换开关及油室的清洗
切换开关及油室清洗的检修步骤及工艺要求见表A.12。
表A.12切换开关及油室清洗检修的步骤及工艺要求
油室的清洗:
----排尽切换开关油室污油,取出抽油管;
----用合格绝缘油冲洗切换开关油室及抽油管,然后用刷子或无绒干净白布擦净油室内壁、连接触头及抽油管中碳粉,反复冲洗,排尽残油,复装抽油管,然后将清洗干净的油室用头盖盖好
防止损坏抽油管弯头上的2只密封圈
切换开关的清洗:
吊出芯子后,可用合格的变压器油进行冲洗,必要时可用刷子洗刷芯子及触头的积污,切换开关芯子彻底清洗将在拆开后进行
A.4.3切换开关的检查
切换开关的检修步骤及工艺要求见表A.13。
表A.13切换开关检修的步骤及工艺要求
检查切换开关所有紧固件,尤其是3块弧形板上的紧固件应无松动
所有紧固件应紧固,无松动,
动作正常,无卡滞
使用专用工具(图A.4)来回动作2次,检查储能机构工作状态应正常,然后返回起始状态
检查储能机构的主弹簧、复位弹簧、爪卡应无变形或断裂
无变形或断裂
检查各触头编织线应无损坏
完整无损
检查切换开关联接主通触头应无有过热及电弧烧伤痕迹
无过热及电弧烧伤痕迹
检查过渡电阻应无断裂,并测量其阻值
过渡电阻应无断裂,其阻值与铭牌值比较偏差不大于±
测量每相单、双数与中性引出点间的回路电阻
每对触头接触电阻≤500μΩ
检查切换动作,必要时测定动触头的变换程序
符合制造厂要求
解体拆开切换开关芯体,清洗、检查和更换零部件
图A.4检修专用工具
(a)快速机构上扣工具;
(b)储能机构操作板手;
(c)操作切换芯子(用偏心轮结构);
(d)安装切换芯子弧形板的楔子;
(e)用于测量切换开关弧触头烧损程度
A.4.4切换开关芯体解体检修
切换开关芯体解体的检修步骤及工艺要求见表A.14
表A.14切换开关芯体解体检修的步骤及工艺要求
记录切换开关凸轮机构的实际位置和凸轮方向(作为复装依据)
释放储能机构爪卡,将储能机构移至切换开关过渡弧触头桥接位置(便于拆开和装配),见图A.5
图A.5储能机构释放位置
测量过渡电阻测值
与铭牌值相比较偏差不大于±
拆卸绝缘弧形板上的联结螺钉(一块弧形板上的8只M6×
20固定螺栓),打开锁紧片,先卸下边缘两侧上的4只螺栓,再卸下里面的4只螺栓,然后取下绝缘弧形板
拆卸切换开关触头机构时,拆开一相,清洗一相,装配一相,三相不得同时拆开
取下隔弧片
彻底清洗被拆开的扇形部件的触头系统与隔弧片
使用专用工具,检查动静触头的烧损量,记录实测值。
触头烧损测量见图A.6
动静弧触头中任一触头的烧损量达到或超过4mm,就应更换全部弧触头
(d)
图A.6触头烧损量的测量
(a)主弧触头;
(b)过渡(静)弧触头;
(c)动弧触头;
(d)新触头动、静弧触头允许的最大烧损量x–y=4(mm),新触头x=8±
0.3mm,y=4mm
检查主触头、过渡触头的引出编织软线,其中有一根编织软线断裂或分接变换达10万次应更换
应完好无损,更换编织线时,相应更换M6自锁螺母及M6×
8螺杆
检查动触头滑槽应无损伤
无裂缝及破碎,完好无损
检查全部动静触头的紧固情况及止退片应无松动
应紧固,无松动
检查保护间隙,记录烧损程度,必要时更换
最小间隙为5mm
卸除尼龙罩,清洗过渡电阻
绝缘驱动轴的清洗:
----拆除每根支撑绝缘杆与储能机构联接处2个M8×
40螺栓,及M8自锁螺母与4片蝶形弹簧垫圈(旧结构)。
或拆除绝缘筒与储能机构联接处的8个M8×
20螺栓,及M8自锁螺母与4片垫圈(新结构);
----卸下切换开关芯体中4根绝缘杆的支撑板(旧结构)。
或卸下切换开关芯体中除绝缘筒(新结构);
----取下绝缘驱动轴,清洗内外壁;
----复装绝缘驱动轴时,应将其槽对准偏心轮,然后插入驱动轴;
----绝缘杆(旧结构)的复装:
将储能机构安装板上的“△”标记对准带“△”标记的绝缘杆。
螺栓及自锁螺母按图7方式安装。
绝缘筒(新结构)的复装:
将储能机构安装板上的“△”标记对准带“△”标记的绝缘筒上支持件。
最大紧固力矩为22N·
4片蝶形弹簧垫圈的方向应正确
图A.7绝缘杆的安装
触头的更换:
----静触头的更换:
每一触头由一个内六角带切口的M6×
16沉头螺钉固定,更换触头时,其压板及M6×
16螺钉同时更换;
----动触头的更换:
每个触头由1个M6×
16螺栓,1个M6自锁螺母及2个蝶形垫圈固定。
并用锁片锁定
最大紧固力矩为9N·
m,并用冲头在沉头螺钉的圆头上切口处冲眼防松止退,冲头口用力方向应与螺钉旋紧方向一致最大紧固力矩为9N·
m,锁片应锁在六角螺母平面上
动触头编织线的更换:
----每两根编线用1个带自锁螺母及垫圈的M6×
28螺栓固定到输出端;
----连接到主弧触头及过渡弧触头上的每个接头,由1个带M6自锁螺母及垫圈的M6×
18螺栓固定
紧固最大力矩为6N·
m;
紧固最大力矩为9N·
m。
拆装过程应注意螺杆方向,更换编织线时,相应更换M6自锁螺母及M6×
18螺栓
A.4.5切换开关芯体的装配
切换开关芯体装配的检修步骤及工艺要求见表A.15。
表A.15切换开关芯体装配检修的步骤及工艺要求
装入触头的隔弧片
安装绝缘弧形板,紧固和锁紧8只M6螺栓(中间4只螺栓先紧固,然后再紧固两侧4只螺栓)
锁紧片紧贴M6六角螺栓的边
使用专用工具使储能机构回到原工作位置(见图A.8)。
锁住储能机构下滑板,同时使专用工具顺时针转动切换开关,使上滑板档块与另一侧爪卡接触,此时立刻放掉专用工具,回到工作位置。
图A.8储能机构工作位置
使用专用工具,使储能机构转动2次,用以检查储能机构动作应正常
当储能机构上滑块档板与另一侧爪卡接触后才能动作
A.4.6切换开关芯体的复装
切换开关芯体复装的检修步骤及工艺要求见表A.16。
表A.16切换开关芯体复装检修的步骤及工艺要求
卸下分接开关头盖
将切换开关芯体吊至油室顶部开口上方,转动芯体使芯体支撑板抽油管切口位置对准抽油管。
缓慢小心地放入油室,同时轻轻转动切换开关芯体,使其对准定位销下降到底
套上蝶形垫圈及弹簧夹,并用7只M8螺母(钟罩式)或M8×
20螺栓(箱顶式)将切换开关芯体固定
紧固最大力矩为14N·
安装好分接位置指示盘
盘及定位件应进入定位销
注入合格绝缘油至切换开关芯体支撑板止
切换开关的变换程序试验。
变换程序正确(见图A.9),变换时间t为35ms~50ms,过渡触头桥接时间t2为2ms~7ms
图A.9切换开关触头动作程序和直流波形
t1—单电阻时间(前半桥时间);
t2—双电阻时间(桥接时间);
t3—单电阻时间(后半桥时间);
t—总切换时间;
t′—触头闭合弹跳时间。
擦净头盖密封面,正确旋转密封垫圈,将头盖齿轮装置的输出轴对准支撑板上联轴器,盖好分接开关头盖。
检查分接开关与电动机构的位置应一致。
密封面清洁,装置正确,分接开关与电动机构的分接位置一致
A.4.7分接开关与电动机构的联接
分接开关与电动机构联接的检修步骤及工艺要求见表A.17。
表A.17分接开关与电动机构联接检修的步骤及工艺要求
分接开关与电动机构均应在整定工作位置,然后联接垂直与水平传动轴:
联接的两端自然对接,紧固螺栓,锁定锁定片,并有足够的轴向间隙;
见图A.10
分接开关与电动机构的位置应一致,螺栓紧固可靠,锁定正确,轴向间隙为2mm~3mm
图A.10垂直与水平传动轴向间隙
手动操作1→n方向分接变换,记录切换开关切换
时(以切换响声为据)至电动机构分接变换指示轮上绿
色区域内的红色中心标志出现在观察窗中心线时止的
转动圈数m
手动操作n→1方向分接变换,记录切换开关切换时(以切换响声为据)至电动机构分接变换指示轮上绿色区域内的红色中心标志出现在观察窗中心线时止的转动圈数k
若两个方向的转动圈数m=k,说明联接正确。
若|m-k|>1,应脱开分接开关与电动机构的垂直转动轴,手动操作,向手摇圈数多的方向转动1/2|m-k|圈
恢复联接分接开关与电动机构的垂直转动轴
每次复装传动轴后均应进行
重复上述
(2)、(3)项操作,直至差数小于1为止
两个方向(1→n与n→1)转动,圈数之差应符合要求
A.4.8注油
分接开关检修时的注油工艺要求见表A.18。
表A.18分接开关检修时注油的工艺要求
检查分接开关与其储油柜之间的阀门应在开启状态。
通过储油柜补充绝缘油,拧松头盖上溢气螺孔的螺栓和抽油弯管上溢气螺孔的螺栓,直至油溢出后拧紧,见图A.1
继续通过储油柜补充合格绝缘油至规定油位
储油柜油位符合要求
A.4.9维护换油
分接开关维护时的注油步骤及工艺要求见表A.19。
表A.19分接开关维护时注油的步骤及工艺要求
维护步骤
从头部抽油管放尽污油
从头部注油管注入合格绝缘油,同时松开头盖上溢气孔和抽油管上溢气孔的螺栓,直至油溢出后拧紧,必要时进行冲洗或过滤
通过储油柜继续注入合格绝缘油直至规定油位
储油柜油面表油位应符合要求
A.5分接选择器和转换选择器的检修
分接选择器和转换选择器的检修步骤及工艺要求见表A.20。
表A.20分接选择器和转换选择器检修的步骤及工艺要求
检查分接选择器和转换选择器的工作位置
应与电动机构工作位置一致
检查分接开关连接导线应正确,绝缘杆有无损伤及变形,紧固件应紧固,连接导线的松紧程度不应使分接选择器受力变形
连接正确,绝缘件无损伤,紧固件紧固,分接开关无受力变形
对带正
 升级会员
升级会员 