左支座机械加工工序卡片14张Word文件下载.docx
《左支座机械加工工序卡片14张Word文件下载.docx》由会员分享,可在线阅读,更多相关《左支座机械加工工序卡片14张Word文件下载.docx(21页珍藏版)》请在冰点文库上搜索。
每毛坯可制件数
每台件数
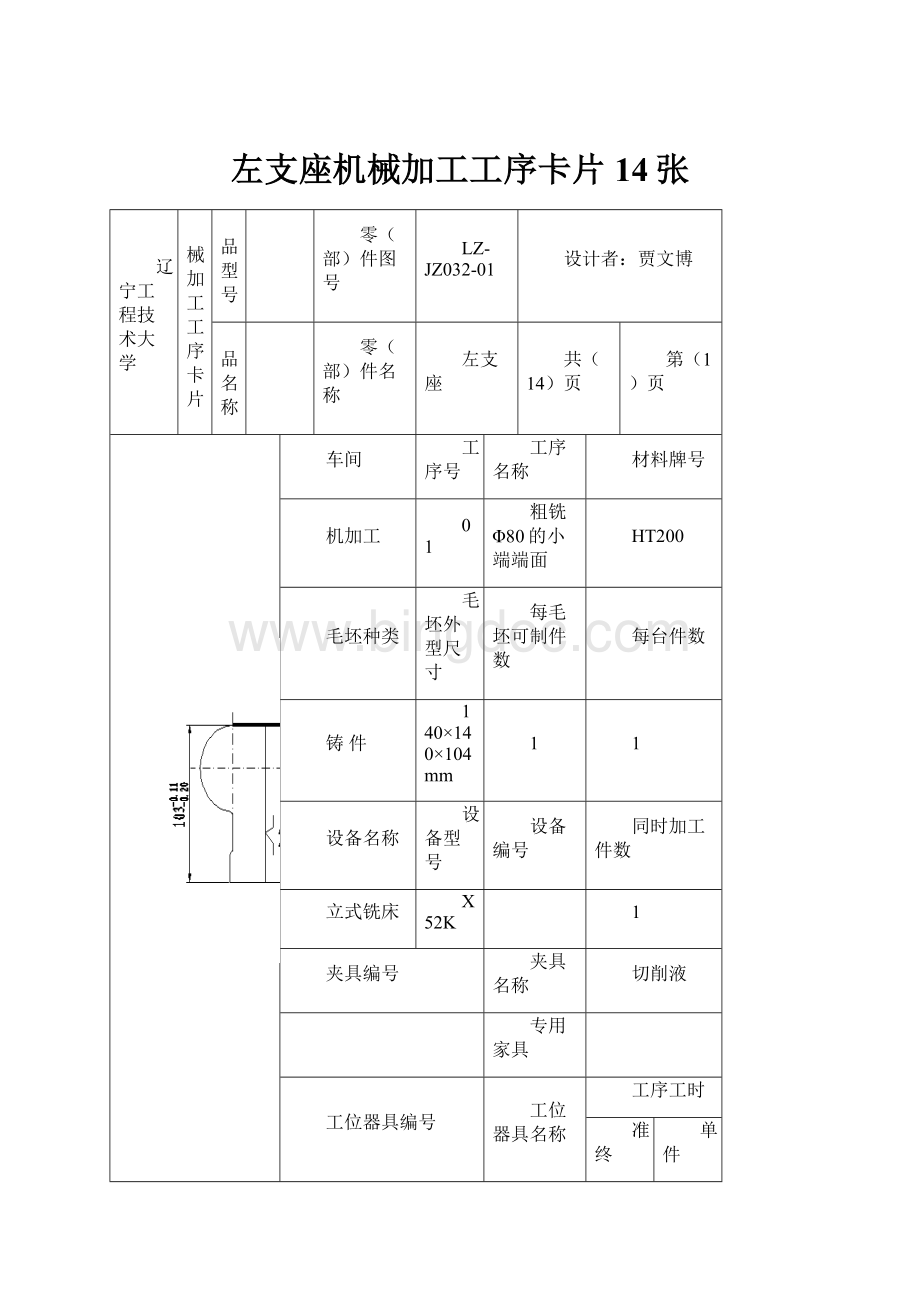
铸件
140×
104mm
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X52K
夹具编号
夹具名称
切削液
专用家具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备(含:
刀具、量具、专用工具)
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给次数
工步工时(min)
机动
辅助
粗铣ф80H9孔小端端面
YG6硬质合金镶齿铣刀
47.5
23.876
0.15
3.0
1.27
2
粗铣ф80H9孔大端端面
118
59.31
0.2
2.8
4
2.41
第
(2)页
02
粗镗ф80H9内孔
卧式镗床
T611
工步工时
粗镗ф80H9内孔到ф77
W18Cr4V高速钢樘刀
80
18.85
0.37
3.5
3.72
第(3)页
03
精铣Φ80的大端端面
精铣ф80H9孔大端端面
295
148.2
1.5
0.467
第(4)页
04
精镗Φ80的内孔和倒角
精镗ф80H9内孔到ф79.9
YG8硬质合金镗刀
497
123.2
0.19
1.7
1.14
倒角2×
45º
400
105.56
0.312
第(5)页
05
钻削4-ф13的通孔,锪4-ф20的沉头孔
摇臂钻床
Z535
钻削4-ф13的通孔
ф13的高速钢钻头
195
7.964
0.57
6.5
0.265
锪沉头孔4-ф20
ф20的高速钢刀锪钻
25.133
0.25
第(6)页
06
钻Φ21mm的通孔,锪孔Φ24.7的沉头孔,锪ф38mm的沉头孔
Z3080×
25
钻Φ21mm的通孔
Φ21的高速钢钻头
160
10.56
0.8
10.5
0.7
锪Φ24.7mm的沉头孔
Φ24.7的高速钢锪孔钻
250
19.4
0.13
1.85
1.447
3
锪Φ38mm的沉头孔
Φ38高速钢的锪孔
19.1
6.65
0.04
第(7)页
07
锪削ф43得沉头孔
Z3060×
20
ф43的高速钢锪孔钻
180
24.316
11
0.03
第(8)页
08
钻削фM8-7H的螺纹底孔
ф7.2的高速钢钻头
750
16.965
3.6
0.162
第(9)页
09
铣削尺寸为5
mm的纵向槽
万能铣床
X61W
高速钢锯齿铣刀
65
51
5
0.632
第(10)页
10
铰削Φ24.7得沉头孔到ф25H7(
)mm
精铰铰削Φ24.7的沉头孔到ф25H7(
)
YG6硬质合金铣刀
800
62.832
0.3
第(11)页
钻削M10-7H得螺纹底孔
Z525B
ф9.2的高速钢钻头
475
13.73
0.21
4.6
0.327
第(12)页
12
mm的横向槽
万能卧式铣床
0.532
第(13)页
13
攻螺纹M8-7H以及M10-7H
立式钻床
Z515
攻螺纹M8-7H
M8的YG6硬质合金丝锥
320
8.042
1.25
0.4
攻螺纹M10-7H
M10的YG6硬质合金丝锥
265
8.352
第(14)页
珩磨ф80H10的内孔
立式珩磨机床
M4120
1A850×
4×
10×
3D100B75石油磨条
270
67.86
0.015
7
0.33
 升级会员
升级会员 