IE常用计算公式及报价成本计算-(1).xls
《IE常用计算公式及报价成本计算-(1).xls》由会员分享,可在线阅读,更多相关《IE常用计算公式及报价成本计算-(1).xls(24页珍藏版)》请在冰点文库上搜索。
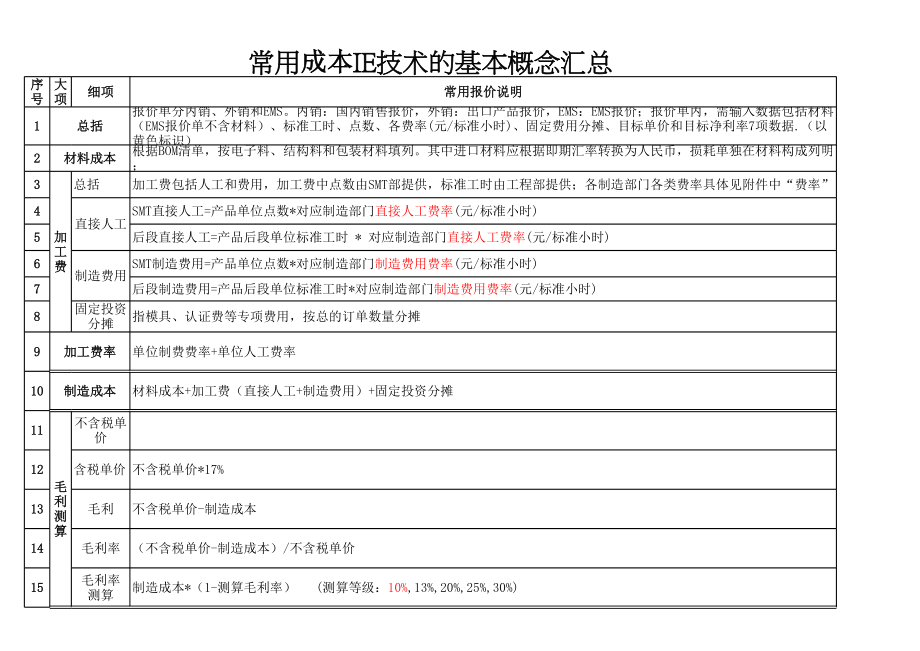
常常用用成成本本IEIE技技术术的的基基本本概概念念汇汇总总序序号号大大项项细细项项常常用用报报价价说说明明11总总括括报价单分内销、外销和EMS。
内销:
国内销售报价,外销:
出口产品报价,EMS:
EMS报价;报价单内,需输入数据包括材料(EMS报价单不含材料)、标准工时、点数、各费率(元/标准小时)、固定费用分摊、目标单价和目标净利率7项数据.(以黄色标识)22材材料料成成本本根据BOM清单,按电子料、结构料和包装材料填列。
其中进口材料应根据即期汇率转换为人民币,损耗单独在材料构成列明;33加加工工费费总括加工费包括人工和费用,加工费中点数由SMT部提供,标准工时由工程部提供;各制造部门各类费率具体见附件中“费率”44直接人工SMT直接人工=产品单位点数*对应制造部门直接人工费率(元/标准小时)55后段直接人工=产品后段单位标准工时*对应制造部门直接人工费率(元/标准小时)66制造费用SMT制造费用=产品单位点数*对应制造部门制造费用费率(元/标准小时)77后段制造费用=产品后段单位标准工时*对应制造部门制造费用费率(元/标准小时)88固定投资分摊指模具、认证费等专项费用,按总的订单数量分摊99加加工工费费率率单位制费费率+单位人工费率1010制制造造成成本本材料成本+加工费(直接人工+制造费用)+固定投资分摊1111毛毛利利测测算算不含税单价1212含税单价不含税单价*17%1313毛利不含税单价-制造成本1414毛利率(不含税单价-制造成本)/不含税单价1515毛利率测算制造成本*(1-测算毛利率)(测算等级:
10%,13%,20%,25%,30%)1616期期间间费费用用销售费用事业部内部发生的各项费用,报价时按年度费用预算占年度收入预算的比例计=(不含税单价*占比比率)占比比率指占销售收入1717财务费用指结算帐期、材料付款方式等因素占用资金所发生的成本。
=(不含税单价*占比比率)1818管理费用指平台部门费用,与产品的销量、单价、合作方式、材料占比等因素有关=(不含税单价*占比比率)1919税税前前利利润润目标价格减去成本和期间费用后的利润=(毛利润-期间费用)2020税税后后利利润润税费内销报价仅指所得税,外销报价除所得税外还要核算出口退税损失。
出口退税损失指增值税17与退税率之间的差额造成的损失。
2121所得税税前利润*税率2222净利润当净利率大于目标净利率时,“接受报价”,当净利率小于0时,“不接受报价”,当净利率介于0与目标利率之间时“请综合评估”。
=(税前利润-税费)2323注注意意事事项项外销报价单内17的出口退税率是当前退税率,退税率会随着税收政策变动,报价时退税率不确定时,需要向财务部确定;2424当某一产品的净利率低于目标净利率时,需要综合考虑产能、年度利润目标、营业目标等因素,综合评估后进行报价。
常常用用现现场场IEIE技技术术的的基基本本概概念念汇汇总总术术语语以人为本,标准以利润为先标准工时/标准时间工时定额劳动定额的时间构成标准时间与工时定额的关系工费率单件成本成本下降率机会成本品质成本制造成本计算人工成本计算时间研究时间研究的研究方法剔除异常值的方法绝对精确度E相对精确度S无效时间每一单元的平均操作时间正常时间宽放时间的种类宽放率瓶颈实测时间节拍平衡率不平衡率平衡损失操作损失总损失快速切换作业切换时间外部切换时间内部切换时间JIT的基本思想JIT的核心所有机器效率=TotalS.T*Output/(可利用时间*机台数)生产总效率产能利用率Cassette需求生产时间序列模型预测监控绝对精确度E因果关系模型CYCLETIME(C/T)周期时间TACKTIME(TT)节拍时间NECKTIMERATING净作业时间运转率运转损失平衡损失效率损失综合损耗综合能力时间观测法防呆法生产率工时拥有工时考勤工时出勤工时追加工时作业工时实际生产工时损失工时工时关系作业工时效率实际生产工时效率实际生产率效率管理稼动率公式PAC(PerformanceAnalysis&Control)IE七大手法现场九大浪费解决问题九步骤工业工程工业工程的发展历程:
工业工程的功能工业工程胜任职能现代工业工程的发展趋势:
IE的目标IE的范畴IE的意识IE常用技术作业测定:
工时演算1:
IE常用技术定定义义/计计算算公公式式利润=销售总收入-质量成本+制造成本(要保障产品畅销、赚取利润,不能影响质量规格下,必须寻找各种方法来降低成本,必须在已有的系统里消除浪费。
)在适宜的操作条件下,用最合适的操作方法,以普通熟练工人的正常速度完成标准作业所需的劳动时间标准时间=正常时间*(1+宽放率)=(观测时间*评比系数)*(1+宽放率)对某种作业的工时规定一个额度,即使对同一作业,由于用途不同可能有不同量值的定额,如现行定额、计划定额、目标定额等劳动定额的时间构成=作业时间+布置工作地时间+休息与生理需要时间+准备与结束时间/批量标准时间是制定工作定额的依据、工时定额是标准时间的结果平均每小时发生费用=单位时间内发生总费用/单位时间内投入工时平均每件分摊成本=某批产品花费总成本/该批产品总量(上期单件成本-本期单件成本)*实际产量/(上期单件成本*实际产量)*100%机会成本=投资额*行业平均盈利率经营收益=收益-机会成本节省成本=(改善前需求工时-改善后需求工时)*工费率交付周期=(CT*批量)质量成本=预防(员工培训)+鉴定(质量检验)+失败(不良产品返工)(适量增加预防成本和鉴定成本,可大大降低失败成本,提升竟争力)1制造总成本=固定成本+变动成本1.1固定成本机器成本折旧建筑折旧无尘室折旧相关耐用设备折旧1.2变动成本水、电、气耗材间接人力管理费用其它变动费用1.2.1各工段水的费用工厂总的水的费用(本工段水的总流速工厂总的水流速)1.2.1.1各工作站的水的费用本工段水的费用(本工作站的水流速/本工段的水流速)1.2.2工段电的费用工厂总的电的费用(本工段电功率工厂总的电功率)1.2.1各工作站的电的费用本工段水的费用(本工作站的电功率/本工段的电功率)1.2.各工段氮气的费用工厂总的氮气的费用(本工段氮气总流速工厂总的氮气流速)1.2.1各工作站的氮气的费用本工段氮气费用(本工作站的氮气流速/本工段的氮气流速).各段耗材费用工厂总耗材费用平均分到各段.各站耗材费用工厂总各段耗材费用平均分到各工站1.2.6各工段管理费用及其它变动费用工厂管理费用平均分摊到各工段1.2.6.1各工站管理费用及其它变动动费用工厂管理费用及其它变动费用平均分摊到各工站各工段简接人力费用各工段简接人力数工厂简接人力总数工厂简接人力总费用各工段直接人力费用各工段的直接人力数工厂总的人力数据工厂直接人力总费用各工站直接人力费用各工站直接人力数/本工段直接人力数本工段直接人力费用标准产品总产出数标准产品产出数其它产品折为标准产品的产出数2.1其它产品折为标准产品的产出数其它产品实际产出数其它产品之标准工时标准产品之标准工时时间研究是一种作业测定技术,旨在决定一位合格、适当、训练有素的操作者,在标准状态下,对一特定的工作以正常速度操作所需要的时间时间研究是用抽样调查技术来对操作者的作业进行观测,以决定作业的时间标准三倍标准差法:
正常值为x+/-3内的数据,超出者为异常值)()1()()1(公式二公式一nPPZZEnPP(x1-x)2+(x2-x)2+-(xn-x)2n(xi-x)2n=常常用用现现场场IEIE技技术术的的基基本本概概念念汇汇总总相对精度为绝对精度观测事件发生率之比指花费在进行与生产不是有直接关系的活动之时间,如:
开会,培训,消防演习,健康枪查,5S等.平均操作时间=(观测时间值)/观测次数正常时间=(单元观测时间X单元评比百分率)/观测次数私事宽放疲劳宽放周期动作宽放时间干扰宽放时间临时宽放时间政策宽放时间程序宽放宽放率(%)=(宽放时间/正常时间)X100%宽放时间=正常时间X宽放率标准时间=平均操作时间X评比+宽放时间生产线作业工时最长的工站的标准工时称之为瓶颈产出的速度取决于时间最长的工站作业者完成操作的实际时间根据生产计划所得的一个工程所需的时间生产线各工程工作分割的均衡度,用于衡量流程中各工站节拍符合度的一个综合比值=(T1+T2+.+Tk)/Tbottleneck*K生产线各工程工作分割的不均衡度不平衡率=(最大值-最小值)/平均值*100%平衡损失=瓶颈工站的实际时间工站数FG正常时间生产中异常及不良造成的损失操作损失=(设定产能-实际产量)?
单件标准时间-额外产出工时=不良品损失+计划外停线(机)工时总损失=稼动损失+平衡损失+操作损失通过各种手段,尽可能的缩短作业切换时间,以减少时间浪费,达成提高综合效益之目的是指前一品种加工结束到下一品种加工出良品的这段时间不必停机也能进行的切换作业时间必须停机才能进行的切换以及为保证质量进行的调整、检查等占用的切换时间只在需要的时候、按需要的量、生产所需的产品,故又被称为准时制生产、适时生产方式、广告牌生产方式零库存和快速应对市场变化人工利用率=人工作业时间*目标产能/工作时间机器稼动率=机器作业时间*目标产能/工作时间MFG效率=实际产量/除非计划停机损失后可生产数量总生产效率=实际产量/可生产数量综合效率=各产品实际总产出良品工时/周(月)机台负荷时间(Hour)*100%产能利用率实际产出/工厂最大产能100%Cassette需求=各站正常WIP需求在制过程时间/产出频率是一切社会组织将它的输入转化为输出的过程,是人们创造物质产品的有组织的活动以时间为独立变量,利用过去需求随时间变化的关系来预测未来的需求通过预测监控来检验过去起作用的预测模型是否仍然有效件/分计划期内计划产量计划期内有效工作时间节拍r式中:
P为观测时间发生率n为观测次数Z为正态分布下的Z值(95%的Z值为1.96)/
(1)/()SEPZPnP公式三(公式五)得观测次数三)由相对误差公式(公式(公式四)得观测次数二)由绝对误差公式(公式2222)1
(1)1()1(PSZPnnPPZSEZPPnnPPZE)()1()()1(公式二公式一nPPZZEnPPnn利用变量(包括时间,如广告投入vs销量)之间的相互关系,通过一种变量的变化来预测另一种变量的未来变化每单位工序中1个循环的作业所需的时间单位工序C/T的和/测试次数制造一件物品时所需要的实际时间作业时间/生产数整个工序中1个循环作业时间最长的工序时间=最大的CYCLETIME作业按标准方法进行时作业速度的快或慢的程度用数字进行换算的时间很快125;快100;一般85;慢60作业按标准方法进行时所需的最少时间CYCLETIME*RATING()生产产品所需的时间及实际生产中所用的时间之比NECKTIME/TACT100%生产产品所需的时间和实际所用的时间之比(TactTimeNeckTime)/TACTTIME100%作业人员之间由于作业量的不公平导致的作业要素时间的不均衡程度的比(NeckTimeCycleTime)/TACTTIME100%按标准方法进行作业时需要的最少时间和与实际作业中所用的时间之差的比(CycleTime净作业时间)/TACTTIME100%损耗的总合计运转损失平衡损失效率损失按标准方法进行作业时需要的最少时间和与实际生产所用的时间之差的比净作业时间/TACTTIME100%用秒表观测分析作业人员的作业时间或设备运转的方法作业人员或设备上装上无需小心作业也绝不出错的防止出错装置一般用产量对投入的比OUTPUT/INPUT人或机器能做的或已做的量用时间来表示拥有人员的工时拥有人员正常作业时间实际上没投入到作业的工时(缺勤、休假、出差、支援等)相关人员相关时间实际投入到作业的人员的工时拥有工时考勤工时正常出勤工时以外追加作业的工时,即加班,特殊出勤、接受支援等相关人员相关时间投入到作业中的总工时出勤工时追加工时作业工时中去掉损失工时,实际投入到作业的工时作业工时损失工时不属于作业人员责任范围的损耗工时(会议、教育、早会、待料、材料不良、机械故障、机型变更、不良返工等)相关人员相关时间可供时间:
上班时间内,为某产品生产而投入的所有时间可供工时=可供时间*人数-借出工时投入工时=可供工时-计划停线工时稼动率=投入工时/可供工时*100%计划停线工时=计划停线时间*人数计划停线时间=无计划时间+换线时间+判停时间设定产能(H)=3600(S)/瓶颈时间(S)设定产能(班)=投入时间/瓶颈时间(S)总工时=瓶颈时间*作业人数实际产量是可供时间内所产出的良品数人均产能=实际产量/投入时间/人数单机台产能=实际产量/投入时间/机台数平衡损失=(总工时-单件标准时间)*设定产能操作效率=实际产量/设定产能*100%整体工厂效率(OPE)=平衡率*稼动率*操作效率平衡损失=(瓶颈*作业人数-单件标准时间)*设定产能操作损失=(设定产能-实际产量)*单件标准时间-额外产出工时=不良品损失+计划外停线(机)工时生产产品所需的时间(标准时间)和实际用的时间之比标准工时/作业工时100%损失工时以外的纯作业时间和实际生产所用的时间之比标准工时/实动工时100%生产产品所需的时间和纯生产所需的时间之比标准工时/实动工时100%为了减少生产要素的损耗,用一线监督人员的指导监督来达到适当地提升并维持作业人员对作业的态度的一种管理模式标准时间/实际时间时间稼动率=稼动时间/负荷时间性能稼动率=性能稼动时间/设备稼动时间=产出产品总数*单件标准工时/设备稼动时间良品率=产出良品数量/产出产品总数设备综合效率=设备时间稼动率*性能稼动率*良品率=价值稼动时间/设备负荷时间=产出良品总数*单件标准工时/设备负荷时间为了能做到只要作业努力就能提升及维持能力的效率管理模式的一种。
作业效率=标准工时/(可用工时损失工时)防呆法、防错法、五五法、动改法、流程法、双手法、抽查法不良品修正的浪费、制造过多的浪费、库存过多的浪费、搬运浪费动作浪费、管理浪费、等待浪费、加工过剩的浪费、人员的浪费1.发掘问题2.选定题目3.追查原因4.分析资料5.提出办法6.选择对策7.草拟行动8.成果比较9.标准化是对人员、物料、设备、能源和信息所组成的集成系统,进行设计、改善和设置的一门学科.它综合合运用数学、物理学和社会科学方面的专门知识和技术,以及工程分析和设计的原理与方法,对该系统所取得的成果进行确定、预测和评价.-美国工业工程师学会(AIIE)1995年工业工程是对一个组织中人、物料和设备的使用及其费用作详细分析研究,这种工作由工业工程师完成,目的是使组织能够提高生产率、利润率和效率.-美国大百科全书1982年版工业工程的目标就是设计一个生产系统及该系统的控制方法,使它以最低的成本生产具有特定质量水平的某种或几种产品,并且这种生产必须是在保证工人和最终用户的健康和安全的条件下进行.-著名的工业工程专家P.希克斯(PHILIPE.HICKS)1.科学管理时代(本世纪初30年代中期)2.工业工程时代(20年代后期现在)3.运筹学OperationsResearch(40年代中期70年代)4.工业与系统工程SystemEngineering(70年代现在未来)1.规划2.设计3.评价4.创新1.擅长个人的工作2.以及是否能帮其它同事把系统运作得更好1.研究对象和应用范围扩大到系统整体;2.采用计算机和管理信息系统(MIS)为支撑条件;3.重点转向集成制造;4.突出研究生产率和质量;5.探索有关新理论,发展新方法.提高生产力和效益,降低成本,保证质量和安全,获取多方面的综合效益.1.工业心理:
训练、人体工学.2.作业研究:
方法研究、产品评价、作业衡量、组织学.3.计划及控制:
要径分析、作业研究、质量管制.4.物料搬运:
自动运输、包装.1.成本和效益意识.2.问题和改善意识.3.工作简化和标准化意识.4.全局和整体意识.5.以人为中心的意识.1.工作研究.2.生产计划与控制.3.设施规划与设计.4.质量控制与可靠性技术.5.工程经济.6.工效学.7.组织行为学.8.集成信息系统.一.直接法:
1.秒表测时法:
测定结果受作业者、测定者的因素影响较大.2.工作抽样法.二.合成法.1.预定时间标准法.2.标准资料法.总投入工时=人数*上班时间(+人数*加班时间)总实际用时=总投入工时-总损失工时产出工时=标准工时*实际产量/60(换算成分钟)工作效率=总产出工时/总实际用时工时损失率=总损失工时/总投入工时备注2feda81468a0368b59d144acd1784529.xls文档密级USB印锡项目投资收益计算项项目目单位手工加锡预置锡块USB印锡C/Ts7.27.27.27.27.27.2操作人数人/线/班440000UPHpcs/h500500500500500500直通率99.0%99.0%99.0%99.0%99.9%99.9%嫁动率85%85%85%85%85%85%月需求产能pcs/月260,000260,000260,000260,000260,000260,000月实际产能pcs/月218,790218,790218,790218,790220,779220,779SMT点数点/pcs002200单点单价元/点0.000.000.000.000.000.00SMT点数费用元/pcs0.0000.0000.0000.0000.0000.000特殊工艺费用元/pcs0.2000.2000.0000.0000.0000.000人工工资元/月300030003000300030003000作业人力成本元/月12,00012,0000000按单价折算人力元/pcs0.0550.0550.0000.0000.0000.000设备需求数台000000设备单价元/台000000设备总投入元000000开发人力投入元000000折旧年限年000000按单价折算设备元/pcs0.0000.0000.0000.0000.0000.000辅料用量g/pcs0.0160.0162.0002.0000.0240.024辅料单价元/g0.6370.6370.2500.2500.6370.637辅料费用元/pcs0.0100.0100.5000.5000.0150.015场地费用元/月0.0000.0000.0000.0000.0000.000维护费用元/月0.0000.0000.0000.0000.0000.000其它费用元/月0.0000.0000.0000.0000.0000.000折算产品单价成本元/pcs0.2000.2000.5000.5000.0150.015投资回期(月)ROI=平均年收益/初始投入说明:
1.每天2班,每班10h,每月26天;2.设备嫁动率:
85%;3.人工费率:
3000元/(人月)收益发货量2023/4/28华为机密,未经许可不得扩散第18页,共24页2feda81468a0368b59d144acd1784529.xls文档密级备注产产线线节节拍拍时时间间以以11天天22班班计计11条条产产线线UPHUPH该该工工位位良良率率嫁嫁动动率率为为85%85%11条条线线月月产产能能月月产产能能*直直通通率率*嫁嫁动动率率阶阶梯梯量量2020,两两种种方方案案导导致致的的点点数数小小于于2020点点,不不计计费费用用按按照照特特殊殊工工艺艺费费用用计计算算手手工工执执锡锡成成本本按按30003000元元/月月(1(1条条线线设设备备需需求求数数)11条条线线11次次性性投投入入11次次性性投投入入(设设备备55年年折折旧旧)锡锡块块:
0.250.25元元/pcs/pcs锡锡膏膏/锡锡丝丝:
100USD/kg100USD/kg0.1850.185结论:
收收益益=0.185=0.185元元/pcs/pcs(对对比比手手工工执执锡锡)USB印锡项目投资收益计算说明:
1.每天2班,每班10h,每月26天;2.设备嫁动率:
85%;3.人工费率:
3000元/(人月)2023/4/28华为机密,未经许可不得扩散第19页,共24页设设备备工工费费率率明明细细表表设备名称:
海天注塑机规格/型号产地:
中国宁波币别:
RMB项项目目单单位位设设备备工工费费率率说说明明生产设备购置成本(一套)ARMB200000.00额定功率B度/小时17.00输出功率C=B*N度/小时10.2耗水量D吨/月3.00耗气量E标准立方/月5.00设备耗材使用量切削油F1EA/月0.35轨道油F2EA/月0.20刀具F3EA/月39.00折旧年限G年10.0010.00设备占地面积H平方米8.00设备每月工作天数(含加班)I天26.00设备每日工作小时数(含加班J小时22.00设备每月总工作小时数K=I*J小时572设备稼动率L%87.00%每月有效工时M=K*L小时497.64输出功率占额定功率比例N%60.00%电价ORMB元/度1.80水价PRMB元/吨4.50气价QRMB元/立方米2.00设备耗材单价切削油R1RMB元/桶6000.00轨道油R2RMB元/桶6500.00刀具R3RMB元/把100.00厂房租金SRMB元/平方米21.00厂厂房房设设备备费费用用率率T=T7/MRMB/小时23.752251设备折旧费用T1=A/G/12RMB/月1666.6667设备维修费用T2=A*5%/12RMB/月833.33333耗电费T3=C*M*ORMB/月9136.6704耗电水费T4=D*PRMB/月5.4耗气费T5=E*QRMB/月10厂房租金T6=H*SRMB/月168厂房设备费用合计T7=T1+T2+T3+T4+T5+T6RMB/月11820.07直直接接人人工工费费用用率率U=U3/KRMB/小时16.923077产线作业人数(人/班/台)U1人2.00直接人工薪资(月)U2RMB/月/人2200.00直接人工费用合计U3=U1*U2*(J/10)RMB/月9680设设备备耗耗材材费费用用率率VRMB/小时14.669239耗材a(名称)V1=F1*R12100bV2=F2*R21300cV3=F3*R33900耗材费用合计V4=V1+V2+V37300费费用用合合计计W=T+U+VRMB/小时55.344567工费率合计(含含8%8%的的其其它它费费用用分分摊摊)X=W*(1+8%)RMB/小时59.772133XXXXXXXXXXXX产产品品报报价价结结算算明明细细表表客户名称:
福玛特产品编码:
XX报价单编号:
加工内容单价单位数量金额一一、SMT部部分分:
0.12500.12501.CHIP件数0.025PCS50.12502.主要异形元件0.0063pin00.00002.IC0.0063PIN00.00003.IC0.33PCS00.00004.IC0.60PCS0.00005.BGA1.00PCS0.0000二二、波波峰峰焊焊部部分分:
0.00000.00001.插装元件0.50PCS0.00002.插装元件0.06PCS0.00003.插装元件0.0083PIN0.00004.插装元件0.08PCS0.00005.插装元件0.033PCS0.00006.插装元件0.04点0.00007.插装元件0.04PCS0.00008.插装元件0.0125PIN0.0000三三、手手工工焊焊部部分分:
0.20000.20001.手工焊接费0.04PIN20.08002.手工焊接费0.06PIN20.12003.手工焊接费0.10PIN0.00004.手工焊接费0.13PIN0.00005.手工焊接费0.17PIN0.00006.加锡0.22CM20.00007.捆扎0.04根0.00008.点胶0.6克0.00009.打螺钉0.085颗0.0000四四、自自购购材材
 升级会员
升级会员 