焊装线体验收标准Word格式文档下载.docx
《焊装线体验收标准Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《焊装线体验收标准Word格式文档下载.docx(19页珍藏版)》请在冰点文库上搜索。
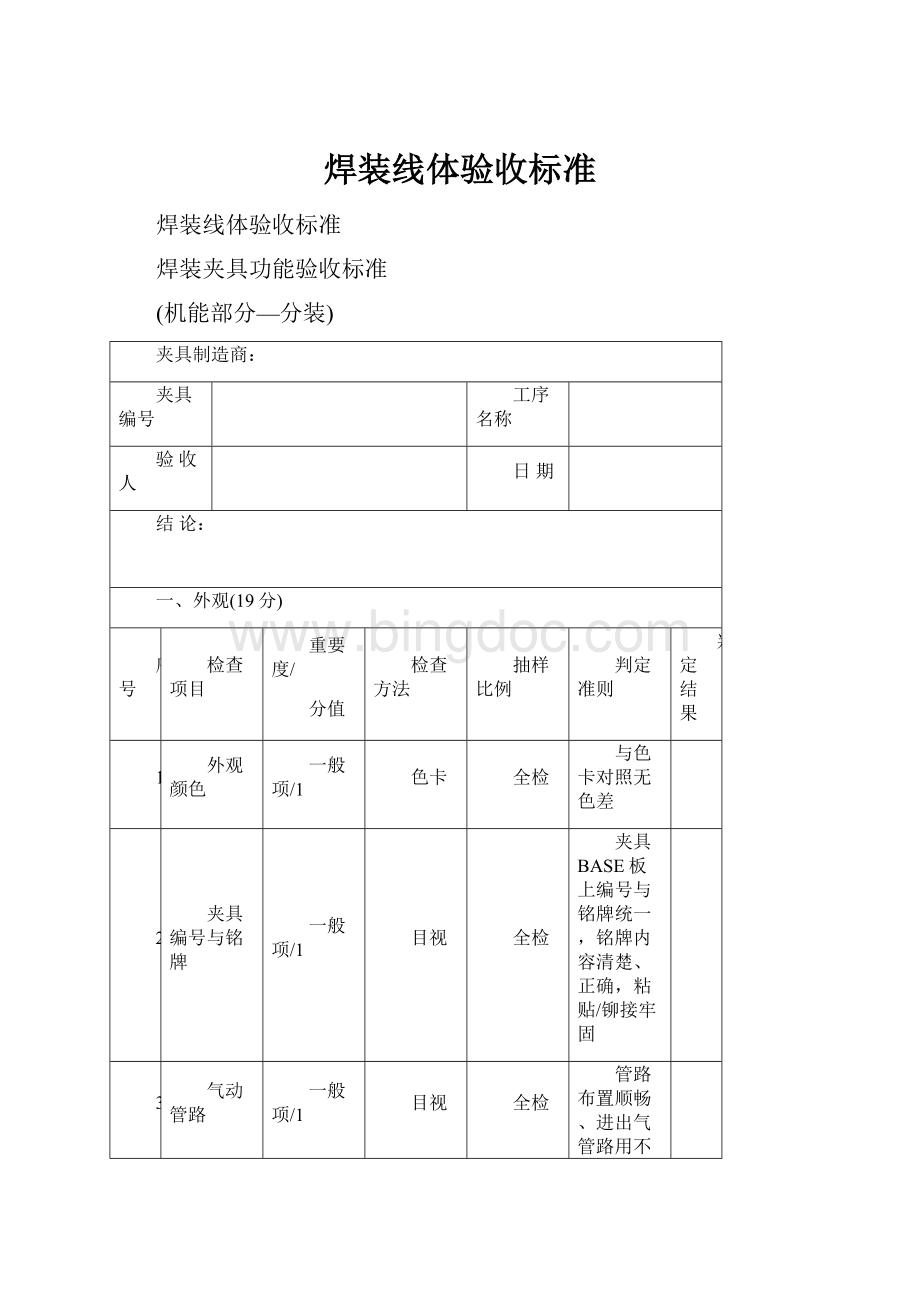
全检
与色卡对照无色差
2
夹具编号与铭牌
目视
夹具BASE板上编号与铭牌统一,铭牌内容清楚、正确,粘贴/铆接牢固
3
气动管路
管路布置顺畅、进出气管路用不同颜色区分
4
网格线
清晰可见、坐标标识正确
5
叉车铲运位置
有无标识线,是否合理
6
控制按钮
操作顺序有标识,标识牌粘贴牢固
7
压力表状况
通气、闭气指针显示正常
8
夹具稳定性
重要项/3
手动
夹具重心低、稳定可靠,工作中不易翻倒
9
定位销表面
镀铬均匀
10
安全防护
夹具无尖边、锐角等易伤人部位
二、装配(32分)
结论
11
装配完整性
否决项
对照夹具图纸,不允许有部件漏装、错装
12
夹具动作顺序
动作顺序应遵循先定位后夹紧的原则,气路顺序应互锁,防止勿操作
13
定位销紧固程度
定位销不允许缺件、松动,用螺母或顶丝紧固
14
菱形销装配角度
菱形销直径应垂直于两销的连线方向
15
气路密封性
观察
气路中无漏气点
16
气动元器件品牌
符合技术协议的要求
17
外观件(表面件)的防护
定位面、夹紧面用优拉刚或优力胶防护
18
外表面件焊接防护
采用铬锆铜电极板防止焊点凹陷;
电极板能浮动,与表面件能自由贴合
19
绝缘性
定位块、定位销、压块等离焊点<
400mm时考虑绝缘
视具体情况而定
20
防飞溅
弧焊时应有防飞溅装置,以保护支撑夹紧型面,延长夹具使用寿命
21
按钮位置
重要性/3
模拟操作
位置设置合理,便于操作
22
STOPPER间隙
无间隙
23
垫片厚度
3mm
24
控制阀、气动三联件的防护
应有防护盖板
25
导引杆与零件间隙
约5mm
三、功能(24分)
26
工件支撑定位点的充分性
关键项/5
有效夹紧的情况下必须保证工件定位充分、可靠,不变形、不移动
27
夹臂运动速度
压紧速度不能过快以免砸伤零件;
打开速度不能过慢以免影响节拍
28
夹臂打开角度
角度不能过小以免影响上下件;
不能过大(不超过135º
)以免影响作业安全
29
顶升机构运动测试
顶升机构托件上下运动平稳,零件不能窜动
30
无法目视定位或不宜定位部位的焊接
增加点焊导向板
31
夹具平面旋转
运动
旋转轻便、无干涉
32
夹具轴向旋转
旋转角度合理,便于作业,旋转中无干涉
33
夹具滚轮移动、锁止性能
夹具移动、转向轻便,滚轮锁止可靠
四、精度(6分)
重要度/分值
34
定位销、块表面粗糙度
目测
表面粗糙度3.2(与粗糙度样块对照)
35
规置块定位面表面硬度
便携式硬度计
10%抽检,不少于3处
淬火硬度HRC40~45
五、操作性(15分)
36
夹具的机械效率
工时估算
夹具的机械效率必须满足生产节拍的需求
37
焊接操作空间
焊钳打点方便,不能与夹具干涉
38
夹具作业高度
正常作业高度800~1200mm,不能弯腰、踮脚工作
39
手动操作手柄
手柄长度要适合,夹具打开时手柄位置应在水平面以上
40
上下件方便性
大型夹具
刚性较差的大型零件或取件困难的应设抬起机构
41
安全性、作业性应充分考虑
六、备注
说明:
1、每项不合格按该项分值扣分
2、每套夹具分值低于89分为不合格。
3、若夹具的问题点没有相对应的项目,可在备注栏中填写,并根据重要程度扣减相应的分值。
(精度部分)
一、精度
重要度
精度合格率
注:
精度合格率=1-(规置块定位面不合格数+定位销定位面不合格数)/(规置块定位面应测数+定位销定位面应测数)*100%
三坐标
千分尺
本次验收夹具总数10~15%(不少于5套)
1、夹具主定位销精度超差则该套夹具不合格;
2、单套夹具精度合格率低于95%则该套夹具不能验收;
3、不合格夹具套数占抽检总数比例大于40%,则该批夹具不能验收。
1)被抽测夹具的定位销、规置块精度100%测量;
2)主定位销至基准位置公差为Φ0.2mm,直径公称尺寸比孔小0.2,公差为下差0.05;
3)规置块定位面位置公差±
0.2mm;
4)定位销间位置组立公差Φ0.2mm;
5)翻转机构重复定位精度Φ200处±
0.1mm
夹具精度抽测记录表应作为功能验收材料之一。
(机能部分—总拼)
六、电气(36分)
42
电气元件选用
符合技术协议及会签图纸要求
43
开关柜
组合式标准电柜,喷塑,颜色与甲方提供色板相符;
电柜应有警示牌,柜顶设柱型报警灯;
采用下进下出线方式;
应设置自动照明和散热换气过滤装置;
机械布局:
内部冗余率大于30%
44
接线柜、接线盒
符合技术协议会签图纸
45
线槽选用
符合技术协议及会签图纸要求,PVC管及线槽:
内部冗余率大于40%
46
接线、布线要求
符合技术协议及会签图纸要求;
动力电缆、控制电缆与信号电缆必须分槽布线,防止干扰。
47
接地要求
48
低压电器要求
安装牢固、平整,电器接零接地可靠;
绝缘电阻值符合要求;
动作灵活可靠;
触头压力、触头电阻不应超过规定;
线圈及接线端子的温度不得超过规定的范围。
49
PLC预留容量
PLC预留20%的I/O接口,内存使用率40%
50
接线预留容量
控制线采用10中留3标准,交付使用时预留20%备用。
51
试运转时,噪音要求,温升要求
符合技术协议
52
试运转时,电控夹具是否能有效安全互锁
电气互锁安全可靠
53
联机作业的硬件
具有联机作业所需的各接口及人机界面,所有人工工位设互锁按钮站
七、备注
3、若夹具的问题点没有相对应的项目,可在备注栏中补充,并根据重要程度扣减相应的分值。
作为其证明
本合同附件一式四份,双方各持二份。
双方授权法人在此签署此合同。
 升级会员
升级会员 