精益生产方式概论.docx
《精益生产方式概论.docx》由会员分享,可在线阅读,更多相关《精益生产方式概论.docx(18页珍藏版)》请在冰点文库上搜索。
精益生产方式概论
Partone精益生产方式概论
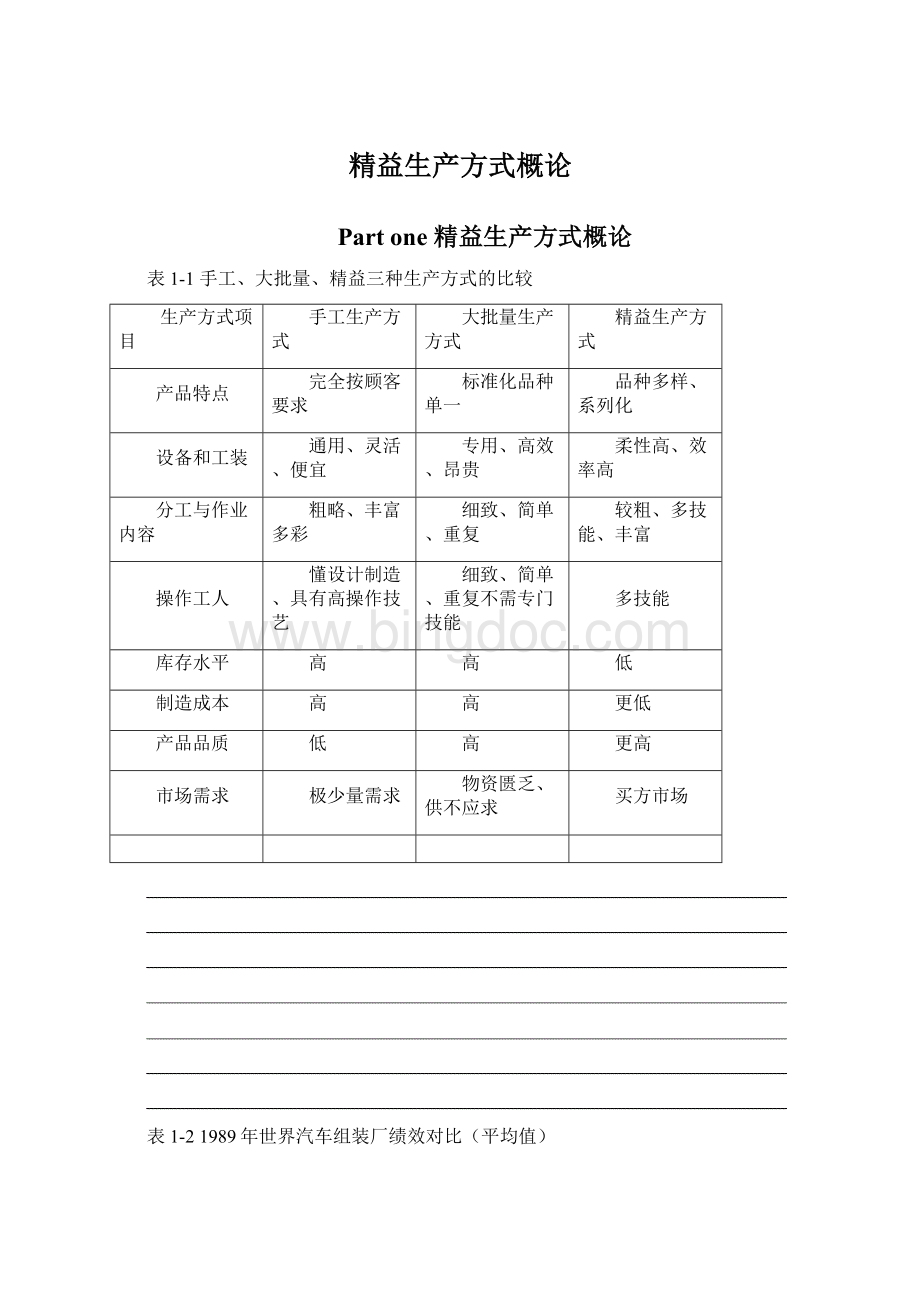
表1-1手工、大批量、精益三种生产方式的比较
生产方式项目
手工生产方式
大批量生产方式
精益生产方式
产品特点
完全按顾客要求
标准化品种单一
品种多样、系列化
设备和工装
通用、灵活、便宜
专用、高效、昂贵
柔性高、效率高
分工与作业内容
粗略、丰富多彩
细致、简单、重复
较粗、多技能、丰富
操作工人
懂设计制造、具有高操作技艺
细致、简单、重复不需专门技能
多技能
库存水平
高
高
低
制造成本
高
高
更低
产品品质
低
高
更高
市场需求
极少量需求
物资匮乏、供不应求
买方市场
表1-21989年世界汽车组装厂绩效对比(平均值)
精益生产者
(在日本的日本人)
其他
在北美的日本人
在北美的美国人
整个欧洲
库存(8种代表零件的天数)
0.2
1.6
2.9
2.0
品质缺陷(装配缺陷/100辆车)
60.0
65.0
82.3
97.0
空间(平方英尺/汽车·年)
5.7
9.1
7.8
7.8
返修区大小(占装配场地%)
4.1
4.9
12.9
14.4
生产率(小时/1台车)
16.8
21.2
25.1
36.2
员工团队化的百分比
69.3
71.3
17.3
0.6
岗位分类的数目
11.9
8.7
67.1
14.8
新工人培训(小时)
380.3
370.0
46.4
173.3
人均提案件数
61.6
1.4
0.4
0.4
缺勤率(%)
5.0
4.8
11.7
12.1
工作轮换(0为不轮换,4为常轮换)
3.0
2.7
0.9
1.9
表1-3以顾客为中心的“5个零”生产
生产企业主导
消费者主导
P(品种)
少品种
·与品种数相比,多生产一些好!
切换时间0
·量固然重要,但多品种更加重要
多品种
Q(品质)
防止投诉
·不良是没有办法的·抽样检查为中心
不良0
·构造不产生不良的体系
·全数检查
高品质
C(价格)
按成本定价
·在成本上加上计划的利润
浪费0
·将干毛巾拧出水,降低成本
市场价格(低成本)
D(交期)
月为单位
·每月集中出货
延迟0
·迟交固然不好,早交也是不好
·JIT(适时、适量、适物)
短交期
S(安全)
生产优先
·安全嘛,以后再说
工伤0
·没有工伤,安全第一
安全第一
顾客的愿望:
P(品种)、Q(品质)、C(成本)、D(交期)、S(安全)
精益生产:
五“0”生产----切换时间0、不良0、浪费0、延迟0、伤害0
Note:
图1-1精益生产体系
表1-4精益生产所追求的7个“零”极限目标及所用手段。
7个零浪费
目的
现状
5S
思考方法与原则
对策手法
整理
整顿
清扫
清洁
修养
1.
零
切换
浪
费
多品种对应
(P)
加工工序的转换品种,组装换机种时存在严重的工时浪费
○
◎
▲
◎
◎
•经济批量不经济
•物流方式的JIT
•生产计划的标准化
•作业管理
•标准化作业
•设备流水化,小型化,专用化
•LCA、SMED
•均衡化生产(混流生产)
•动作经济原则
•多工序合并(多能工)
•成品放置流水化
•标准时间(ST)
•标准作业(SO)
•作业标准(OS)
•转拉模块(专用物流车)
2.
零库存
发现真正问题
(I)
产品、半成品零件、原料、大量库存造成经营成本很高,周转困难,且现场看不到产品在流动
◎
○
▲
◎
◎
•库存问题的真正理由
•库存与加工批量成正比
•适当库存不当
•均衡化生产
•设备流水化(U形拉)
•LCA、SMED
•一个流
•均衡化生产
•拉动式生产
•看板管理
•多工序合并(多能工)
•转产模快化专用物流车
•混载进货
•进货验货流水化
3.
零浪费
降低成本
(C)
生产率低,浪费严重但无法判断及采取相应对策
◎
◎
○
◎
◎
•不能单纯加强局域生产能力
•整体协调
•“一个流”将浪费彻底暴露出来
•流程线路图
•设备流水化
•1个流
•均衡化生产
•拉动式生产
•看板管理
•多工序合并(多能工)
•组织流程化
•Linebalancing
•SOandOS
4.
零不良
品质保证Q
材料不良精度不良组装不良外伤等等由品质进行事后补救的状态很多
○
◎
◎
◎
◎
•抽检无法杜绝不良
•加工批量的大小就是合格与不良批量的大小
•零不良才是目标
•设备小型化,流水化
•LCA、一个流
•拉动式生产
•防错的检测方法
•自检与根源追究
•标准作业(SO)
5.零故障
生产维护M
由于惧怕设备故障而不得不进行大量中间储备
▲
○
◎
◎
◎
•设备是有生命的东西
•为什么会有故障
•全面生产维护(TPM)
•TPM
•LCA
•5S
•看板管理
6
零停滞
压缩交货周期
经常发生交货推迟造成大量索赔Leadtime无法压缩
○
◎
○
◎
◎
•同步化
•均衡化
•Layout流水化
•设备小型化专用化
•一个流
•拉动式系统
•多工序合并(多能工)
•SO
•生产组织流程化
7.
零灾害
安
全
第
一
因为赶货而忽视安全,没有安全检查部门
○
◎
◎
◎
◎
•安全第一
•遵守安全标准
•5S安全管理第一步
•标准作业(SO)
•安全疏忽检查
•SP巡视制度
•安全责任制
▲一般见效○相对见效◎直接见效
Parttwo认识浪费
一、不同的经营思想
1、成本中心型
以计算或实际的成本为中心,加上预先设定的利润,得出售价。
其公式为:
售价=成本+利润
垄断性的企业就是这种思想。
2、售价中心型
以售价为中心,当市场售价降低时,利润随之减少
其公式为:
利润=售价-成本
3、利润中心型
以利润为中心,当市场售价降低时,成本也必须降低,以便获得的利润(目标利润)不会减少。
其公式为:
成本=售价-利润
二、工厂中常见的7大浪费
丰田汽车公司的定义:
“凡是超过生产产品所绝对必要的最少量的设备、材料、零件和工作时间的部分,都是浪费”。
美国一位管理专家为此作了修正:
“凡是超出增加产品价值所必需的绝对值最少的物料、机器和人力资源的部分,都是浪费”。
这里有两层含意:
一是不增加价值的活动,是浪费;二是尽管是增加价值的活动,所用的资源超过了“绝对最少”的界限,也是浪费。
加工零件,增加价值;组装产品,增加价值;油漆、包装,也增加价值。
点数不增加价值,库存不增加价值,品质检验也不增加价值。
(一)工厂中常见的7大浪费
1不良、修理的浪费
2加工的浪费
3动作的浪费
4搬运的浪费
5库存的浪费(含中间在制品)
6制造过多(早)的浪费
7等待的浪费
三、常见的12种动作浪费
1)两手空闲
2)单手空闲
3)作业动作停止
4)动作太大
5)左右手交换
6)步行多
7)转身角度大
8)移动中变换“状态”
9)不明技巧
10)伸背动作
11)弯腰动作
12)重复/不必要的动作
Partthree现场管理水平提升的第一步:
5S
1、定位
国内企业:
整洁、清爽是卫生问题。
日本企业:
5S是现场管理之基石,5S做不好的企业不
可能成为优秀的企业。
2、方法
国内企业:
热衷于口号、标语、文件的宣传及短暂
的运动,没有结合日常工作的具体做法,
对提升人的品质几乎没有任何帮助。
日本企业:
把5S看做现场管理必须具备的基础管理
技术。
5S明确具体做法,简单有效,且
融入到日常工作中,能实实在在地提升
人的品质。
我们某些政府机关也是如此,热衷于形式上的东西。
3、5S管理要点
a.三定原则
定点:
放在哪里合适
定容:
用什么容器、颜色
定量:
规定合适的数量
b、仓库管理
仓库管理中应尽量遵守三分原则:
分区、分架、分层。
首先要划分区域,明确各区域应该做何用途,并做好标识;
其次为了充分地利用空间,能够上架的物品尽量上架。
使用料架不仅是空间的利用,而且便于物品分类管理、易于物品的整齐放置;
最后,让人一目了然的仓库标识总看板也是重要的。
4、5S与定置管理
定置管理的定义是:
对作业现场的物品在选用、摆放及其组合过程中进行设计、组织、实施、调整,并使生产、工作现场的管理达到科学化、规范化、标准化一系列过程的总称。
定置管理的主要内容有:
1、全系统定置管理
2、区域定置管理
3、职能部门的定置管理
4、生产要素定置管理
5、仓库定置管理
6、特别定置管理
定置管理应遵循的原则:
1、有利贯彻工艺原则
2、有利环境保护和劳动保护原则
3、安全原则
4、标准化原则
5、定置管理的动态原则
6、节约原则
Note:
表3-1自己推行与请咨询公司推行之优缺点比较
项目
自己推行
顾问辅导
顾问费
无
有
返工费
一般有
一般无
内部阻力
大
小
权威
小
大
见效时间
慢
快
效果
说不准
很好
领导重视
小
大
经验与技巧
少或无
丰富
1、5S推行组织的建立
2、5S活动计划
a.整体规划
b.教育训练
c.活动方案及日程设计
d.责任区域的划分及负责人的确定
e.制定实施方法
f.制定评鉴方法
g.制定奖惩方法
3、5S活动的宣导、教育训练
a.领导发表宣言(内部报栏、通讯等)
b.标语等宣传活动
c.晨会宣导
d.教育训练
e.礼貌运动
4、整理、整顿作战
a.全厂的“洗澡”运动
b.红牌作战
c.定位、划线、标示
5、目视管理的导入
a.看板管理应用
b.目视管理应用
6、考核评分
a.考核
b.纠正、统计、评价
7、改善实施
a.污染发生源及困难处所改善方法实施
b.QC手法和IE手法的运用
c.安全巡视制度实施
◇无不安全设备
◇无不安全场所
◇无不安全作业
d.办公区环境保全活动展开
◇省能源活动(REDUCE)
◇省资源活动(RE-USE)
◇废弃物再利用活动(RECIRCLE)
8、上级巡回诊断
9、检讨与奖惩
10、制度标准化
a.各种制度的订定、贯彻实施
b.PDCA循环
Partfour精益生产方式
一、精益生产方式产生的背景
20世纪后半期,不仅美国,不仅汽车工业,许多发达国家整体上进入了消费者追求个性、相应市场需求开始向多样化发展的新阶段,因此要求工业生产也向多品种、小批量的方向迈进(图4-1)。
Note:
二、精益生产方式的目标
精益生产方式的2个基本目标。
1、不断取消那些不给产品增加价值的工作,或
称之为“降低成本”;
2、能快速应对市场的需求
表4-1排除浪费的基本手段
基本手段
基本目标
最终目标
适时适量生产
·降低成本
·能快速应对市场的需求
·利润最大化
建立柔性生产机制
保证品质
模块化设计与并行设计法
三、精益生产方式的基本手段
① 适时适量生产。
即“JustInTime”一词本来所要表达的含义——“在需要的时候,按需要的量生产所需的产品”。
② 建立柔性生产机制
3品质保证。
4模块化设计与并行设计法
Partfive精益生产的导入
一、精益生产与生产管理
图5-1软环境面整备
二、精益生产的考虑方法
1、精益生产是一种理想的生产方式
2、精益生产是一个不断改进的动态过程
 升级会员
升级会员 