UT工艺试题Word文档格式.docx
《UT工艺试题Word文档格式.docx》由会员分享,可在线阅读,更多相关《UT工艺试题Word文档格式.docx(13页珍藏版)》请在冰点文库上搜索。
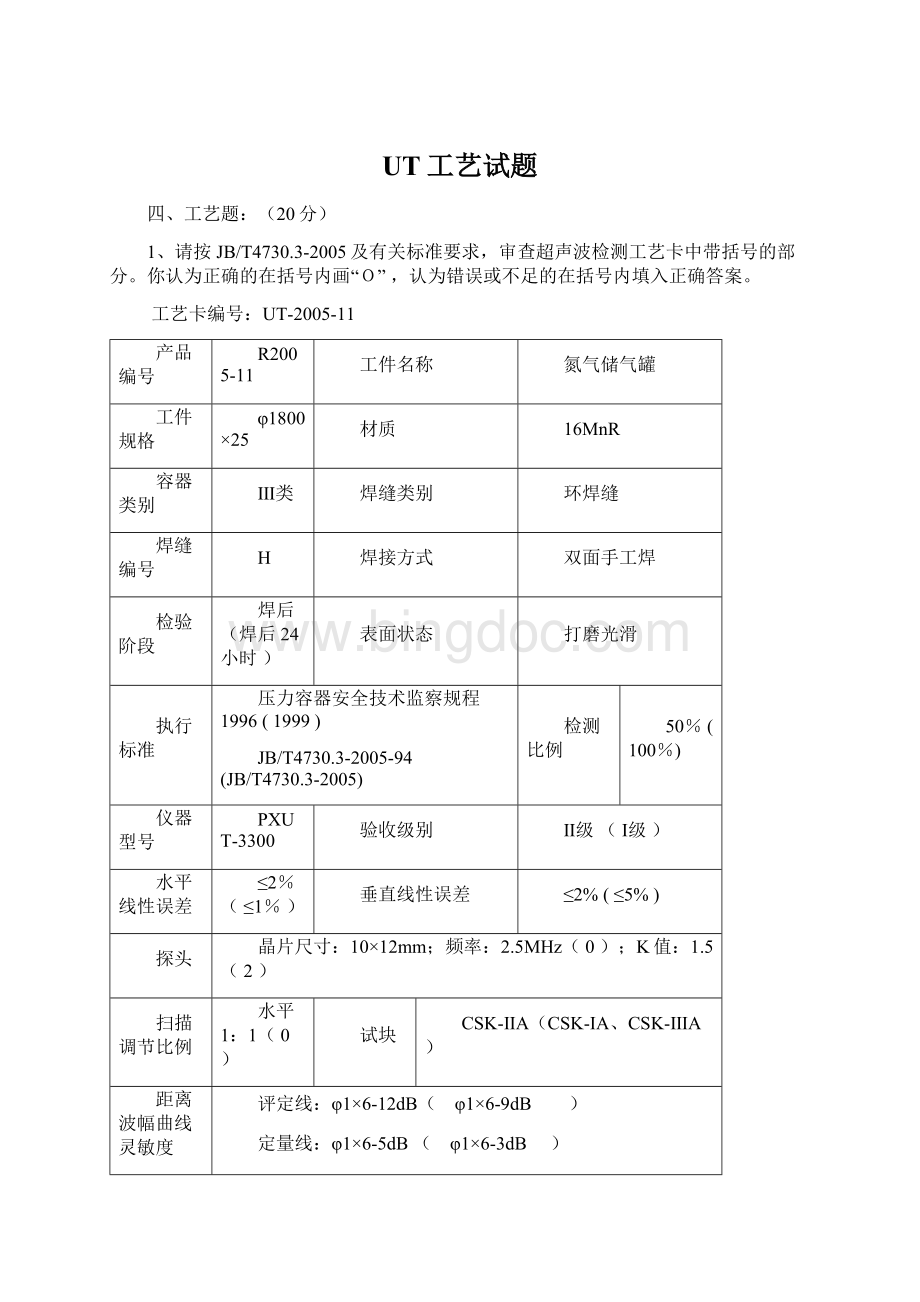
PXUT-3300
验收级别
Ⅱ级(Ⅰ级)
水平线性误差
≤2%(≤1%)
垂直线性误差
≤2%(≤5%)
探头
晶片尺寸:
10×
12mm;
频率:
2.5MHz(0);
K值:
1.5
(2)
扫描调节比例
水平1:
1(0)
试块
CSK-ⅡA(CSK-ⅠA、CSK-ⅢA)
距离波幅曲线灵敏度
评定线:
φ1×
6-12dB( φ1×
6-9dB )
定量线:
6-5dB( φ1×
6-3dB )
判废线:
6+5dB( 0 )
表面补偿
3dB
耦合剂
机油
扫查灵敏度
比基准灵敏度高5dB(φ1×
6-9-3dB)
探伤面
双面双侧(单面双侧)
探头移动区
≥2TK(≥1.25P,P=2TK)
探头扫查方式
锯齿型扫查(前后、左右、转角、环绕)
扫查速度
≤250m/s(≤150mm/s)
覆盖率
10%(15%)
编制
×
UT-II级
审核
UT-III级
2、检测时,在Z1焊缝中处发现1#长12mm和2#长14mm两个缺陷,缺陷在一条直线上(如下图)深度10mm,缺陷间距为10mm,根据JB/T4730.3-2005《承压设备无损检测》标准,该焊缝应评为几级?
(III)
四、填写工艺卡(20分)
有一在制承压设备—贮气罐,规格:
Φ2600×
16×
9000mm,材质:
16MnR,对接焊接接头采用双面自动焊,焊缝宽度均为25mm,焊接接头要求进行超声波检测,检测标准JB/T4730.3-2005,检测比例20%,合格级别Ⅱ级。
产品编号为05-30。
填写以下工艺卡
超声检测工艺卡
产品名称
材质
规格(mm)
壁厚(mm)
坡口形式
焊接方法
检测时机
检测标准
合格级别
探头型号
试块
耦合方式
耦合剂
dB
检测方法
□直射法□反射法
检测项目
□焊缝□板材□锻件
检测阶段
□轧制□机加工后□焊后□返修后
扫描线调节说明
灵敏度调节说明
距离-波幅曲线灵敏度:
评定线,
定量线,判废线;
检测灵敏度。
扫查方式说明
缺陷的测定与记录说明
不允许缺陷
扫查示意图:
编制(资格):
(Ⅱ)日期
审核(资格):
(Ⅲ)日期
超声波检测工艺卡
贮气罐
05-30
9000
16
V
自动焊
焊后24h
JB/T4730.3-2005
Ⅱ
20%
CTS-22A
2.5P10×
16K2.5
CSK-ⅠACSK-ⅢA
接触式
浆糊
焊态打磨
5dB
■直射法■反射法
■焊缝□板材□
□轧制□机加工后■焊后□返修后
水平1:
1或深度2:
1(1:
0.5)
评定线Φ1×
6-9dB,定量线Φ1×
6-3dB,判废线Φ1×
6+5dB;
扫查灵敏度Φ1×
6-9dB-5dB
在容器外面焊缝两侧各不小于100mm范围进行扫查。
扫查方式:
锯齿型,前后,左右,转角,环绕,平行,斜平行,等
缺陷的测定
与记录说明
1.当缺陷反射波只有一个高点,且位于Ⅱ区时,用6dB法测长,当缺陷反射波峰值起伏变化有多个高点,且位于Ⅱ区时,应以端点6dB法测长。
2.最大反射波低于评定线的缺陷不作记录,最大反射波在评定线以上的缺陷应记录其位置(距定位点、距焊缝中心的距离及深度)、当量(所在区域)和指示长度。
1.反射波幅位于判废线以上的缺陷;
2.判定为裂纹等危害性缺陷;
3.Ⅱ区缺陷:
①单个缺陷指示长度大于12mm判定为Ⅲ级。
②在任意72mm焊缝范围内多个缺陷的累积指示长度大于16mm判定为Ⅲ级。
Ⅲ级缺陷为不合格(不允许)缺陷。
XXX(Ⅱ)日期2007.8.10
三、工艺题(共20分)
1.请按JB/T4730(2005)及有关标准要求,审查超声波检测工艺卡中带括号的部分。
(16分)
工艺卡编号:
UT-2005-12
R2006-0011
400M3丙烯球罐
φ9200×
42
焊缝类型
球瓣对接焊缝
Z
焊后
(焊后24小时)
压力容器安全技术监察规程1996(1999)
JB/T4730-94(JB/T4730.3-2005)
50%
(100%)
Ⅱ级
(Ⅰ级)
≤2%(≤1%)
≤2%
(≤5%)
13×
13mm;
2.0(0)
1(或深度)
CSK-ⅡA
(CSK-ⅠA、CSK-ⅢA)
6+5dB( 0 )
锯齿型扫查(斜平行、前后、左右、转角、环绕)
≤250m/s(≤150m/s)
2.检测时,在Z1焊缝中处发现1#长12mm和2#长20mm两个缺陷,缺陷在一条直线上(如下图)深度20mm,缺陷间距为10mm,根据JB/T4730-2005《承压设备无损检测》标准,该焊缝应评为几级?
(II)
一、工艺题(共20分。
)
1、以下是某锅炉制造厂的锅筒焊缝超声波检验报告,请指出报告填写中的错误并写出正确的答案。
无损检测报告
(焊缝)超声检测报告
检测报告编号:
UT2004-001
YG240-9.8/540-M
2004-001
部件名称
锅炉汽包
部件材料
19Mn5
焊缝坡口形式
X
元件厚度
90mm
光洁
热处理状态
退火
25%
埋弧自动焊
JB4730-94
检测
条件
及
工艺
参数
CTS-22
单斜探头横波
2.5P14×
14K2
检测灵敏度
∮1×
6-9dB
试块型号
CSK-ⅣA
扫查方式
锯齿形扫查
检测面
单面单侧
扫描调节
1
3dB
检测部位及缺陷情况
检测部位编号
检测尺寸(mm)
缺陷编号
缺陷埋藏深度
(mm)
缺陷尺寸(mm)
缺陷波反射
区域
评定级别
备注
见附图
未见缺陷显示
Ⅰ
结论:
合格
检测日期:
2004/04/10
详细的检测部位、缺陷情况及缺陷位置在超声检测部位示意图中注明
检验人员:
王强
资格及证书:
UT-Ⅱ
2004年04月10日
报告人员:
黎明
UT-Ⅰ
2004年04月10日
审核人员:
郭靖
UT-Ⅲ2004年04月10日
2、厚度为12mm的钢制压力容器对接焊缝中,存在一条长度为10mm,位于Ⅱ区的条状缺陷,根据JB4730-94标准,用超声波探伤,该缺陷应评为几级?
2、某容器制造公司一台卧式容器,规格为Ф4600×
12200×
40㎜,筒体上有一插入式接管,焊缝为全焊透形式,规格为Ф600×
34㎜。
现进行超声波探伤,请回答下列问题?
A、筒体对接焊缝的检测面和探头选择有何要求?
(2分)
B、筒体纵焊缝检测,缺陷定位是否需要修正?
C、管座角焊缝的检测面及探头规格如何选择?
D、确定筒体对接焊缝检测灵敏度(EL线、SL线及RL线)?
E、如果该容器是液化石油气储罐,筒体对接焊缝还应该选用何种无损检测方法?
三、工艺题(每题15分,共15分)
3、某锅炉制造公司生产一台MG-1025/17.5-M8型锅炉,锅筒规格为Ф1743×
145mm,筒体纵环焊缝采用埋弧自动焊。
筒体上有四只插入式集中下降管φ368×
90,焊缝为全焊透形式。
现进行无损探伤,请根据有关规程和JB/T4730《承压设备无损检测》回答下列问题?
A、筒体对接焊缝应采用何种无损检测方法?
(2分)
B、超声检测时筒体对接焊缝的检测面和探头选择有何要求?
(4分)
C、筒体纵焊缝检测,采用平板CSK-ⅣA标准试块,探头接触面宽度最大为多少?
(3分)
D、集中下降管管座角焊缝的超声检测面及探头规格如何选择?
E、确定筒体对接焊缝检测灵敏度(EL线、SL线及RL线)?
1、某容器制造公司的液化石油气储罐焊缝超声波检验报告,根据相关规程标准请把报告中的7处错误更正。
焊缝超声检测报告
液化石油气储罐
检测部位
封头与筒体对接焊缝
40mm
焊接状态
100%
手工电弧焊
GB11345-89
一次反射法
25P10X10K2
∮1╳6-9dB
RB-1
深度2:
缺陷埋藏深度(mm)
缺陷长度(mm)
缺陷波反射区域
B1
焊缝全长
B1-1
20
13
B1-2
18
B1-1与B1-2在同一直线上,间距12mm
该条焊缝评为Ⅱ级
RT-Ⅱ
2005年6月10日
2005年6月10日
UT-Ⅲ
2005年6月10日
 升级会员
升级会员 