焊缝射线检测工艺卡.doc
《焊缝射线检测工艺卡.doc》由会员分享,可在线阅读,更多相关《焊缝射线检测工艺卡.doc(4页珍藏版)》请在冰点文库上搜索。
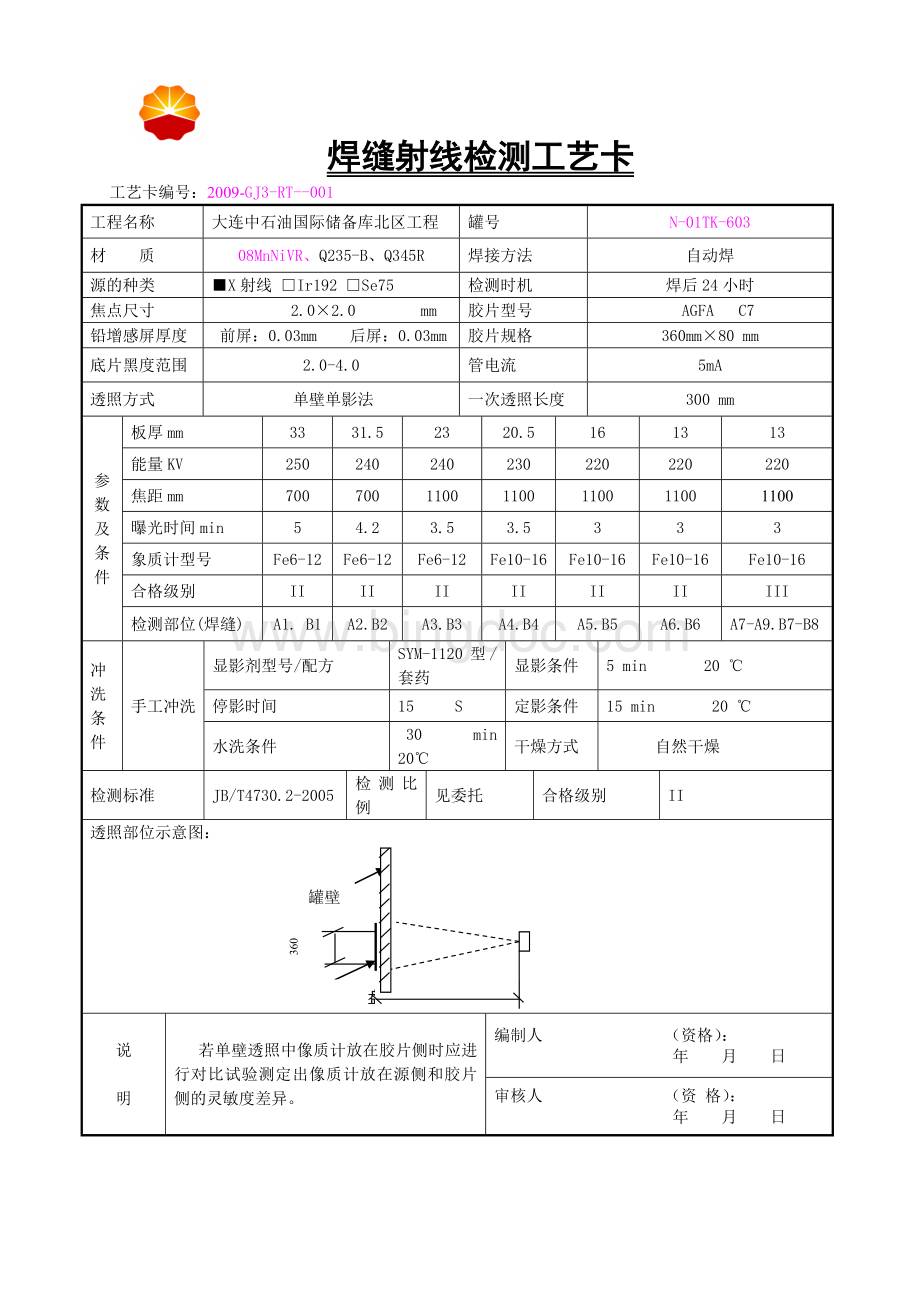
焊缝射线检测工艺卡
工艺卡编号:
2009-GJ3-RT--001
工程名称
大连中石油国际储备库北区工程
罐号
N-01TK-603
材质
08MnNiVR、Q235-B、Q345R
焊接方法
自动焊
源的种类
■X射线□Ir192□Se75
检测时机
焊后24小时
焦点尺寸
2.0×2.0mm
胶片型号
AGFAC7
铅增感屏厚度
前屏:
0.03mm后屏:
0.03mm
胶片规格
360mm×80mm
底片黑度范围
2.0-4.0
管电流
5mA
透照方式
单壁单影法
一次透照长度
300mm
参数及条件
板厚mm
33
31.5
23
20.5
16
13
13
能量KV
250
240
240
230
220
220
220
焦距mm
700
700
1100
1100
1100
1100
1100
曝光时间min
5
4.2
3.5
3.5
3
3
3
象质计型号
Fe6-12
Fe6-12
Fe6-12
Fe10-16
Fe10-16
Fe10-16
Fe10-16
合格级别
II
II
II
II
II
II
III
检测部位(焊缝)
A1.B1
A2.B2
A3.B3
A4.B4
A5.B5
A6.B6
A7-A9.B7-B8
冲洗条件
手工冲洗
显影剂型号/配方
SYM-1120型/套药
显影条件
5min20℃
停影时间
15S
定影条件
15min20℃
水洗条件
30min20℃
干燥方式
自然干燥
检测标准
JB/T4730.2-2005
检测比例
见委托
合格级别
II
透照部位示意图:
盘锦辽河油田无损检测有限公司
罐壁
360
说
明
若单壁透照中像质计放在胶片侧时应进行对比试验测定出像质计放在源侧和胶片侧的灵敏度差异。
编制人(资格):
年月日
审核人(资格):
年月日
盘锦辽河油田无损检测有限公司
焊缝射线检测工艺卡
工艺卡编号:
2009-GJ3-RT-504-001
工程名称
大连中石油国际储备库北区工程
罐号
N-01TK-603
材质
08MnNiVR
焊接方法
手工焊
检测部位
罐底边缘板
规格
20mm
源的种类
■X射线□Ir192□Se75
检测时机
焊后24小时
焦点尺寸
2.0×2.0mm
胶片型号
AGFAC7
铅增感屏厚度
前屏:
0.03mm后屏:
0.03mm
胶片规格
360×80mm
透照方式
□中心透照法■单壁单影法□双壁单影法□双壁双影法
透照厚度(TA)
30mm
焦距
700mm
管电压
240Kv
管电流/活度
5mA
曝光时间
3min
像质计位置
■源侧□胶片侧
象质计型号
Fe10-16
要求像质指数
10
底片黑度范围
2.0-4.0
一次透照长度
300mm
冲洗条件
手工冲洗
显影剂型号/配方
SYM-1120型/套药
显影条件
5min20℃
停影时间
15S
定影条件
15min20℃
水洗条件
30min20℃
干燥方式
■自然干燥□烘干箱干燥
检测标准
JB/T4730.2-2005
合格级别
II
检测比例
见委托
透照部位示意图:
胶片
700
罐底边缘板
360
说
明
暗袋后面必须用2㎜以上铅板进行背散射防护,
编制人(资格):
2009年月日
审核人(资格):
2009年月日
焊缝射线检测工艺卡
工艺卡编号:
2009-GJ3-RT--001
工程名称
大连中石油国际储备库北区工程
罐号
N-01TK-603
材质
12MnNiVR、Q235-B、Q345R
焊接方法
自动焊
源的种类
■X射线□Ir192□Se75
检测时机
焊后24小时
焦点尺寸
2.0×2.0mm
胶片型号
AGFAC7
铅增感屏厚度
前屏:
0.03mm后屏:
0.03mm
胶片规格
360mm×80mm
底片黑度范围
2.0-4.0
管电流
5mA
透照方式
单壁单影法
一次透照长度
300mm
参数及条件
板厚mm
32
29
22
19
15
12
12
能量KV
250
240
240
230
220
220
220
焦距mm
700
700
1100
1100
1100
1100
1100
曝光时间min
5
4.2
3.5
3.5
3
3
3
象质计型号
Fe6-12
Fe6-12
Fe6-12
Fe10-16
Fe10-16
Fe10-16
Fe10-16
合格级别
II
II
II
II
II
II
III
检测部位(焊缝)
A1.B1
A2.B2
A3.B3
A4.B4
A5.B5
A6.B6
A7-A9.B7-B8
冲洗条件
手工冲洗
显影剂型号/配方
SYM-1120型/套药
显影条件
5min20℃
停影时间
15S
定影条件
15min20℃
水洗条件
30min20℃
干燥方式
自然干燥
检测标准
JB/T4730.2-2005
检测比例
见委托
合格级别
II
透照部位示意图:
罐壁
360
说
明
若单壁透照中像质计放在胶片侧时应进行对比试验测定出像质计放在源侧和胶片侧的灵敏度差异。
编制人(资格):
年月日
审核人(资格):
年月日
盘锦辽河油田无损检测有限公司
焊缝射线检测工艺卡
工艺卡编号:
2009-GJ3-RT-504-001
工程名称
大连中石油国际储备库北区工程
罐号
N-01TK-506
材质
12MnNiVR
焊接方法
手工焊
检测部位
罐底边缘板
规格
20mm
源的种类
■X射线□Ir192□Se75
检测时机
焊后24小时
焦点尺寸
2.0×2.0mm
胶片型号
AGFAC7
铅增感屏厚度
前屏:
0.03mm后屏:
0.03mm
胶片规格
360×80mm
透照方式
□中心透照法■单壁单影法□双壁单影法□双壁双影法
透照厚度(TA)
30mm
焦距
700mm
管电压
240Kv
管电流/活度
5mA
曝光时间
3min
像质计位置
■源侧□胶片侧
象质计型号
Fe10-16
要求像质指数
10
底片黑度范围
2.0-4.0
一次透照长度
300mm
冲洗条件
手工冲洗
显影剂型号/配方
SYM-1120型/套药
显影条件
5min20℃
停影时间
15S
定影条件
15min20℃
水洗条件
30min20℃
干燥方式
■自然干燥□烘干箱干燥
检测标准
JB/T4730.2-2005
合格级别
II
检测比例
见委托
透照部位示意图:
胶片
700
罐底边缘板
360
说
明
暗袋后面必须用2㎜以上铅板进行背散射防护,
编制人(资格):
2009年月日
审核人(资格):
2009年月日
 升级会员
升级会员 